Изобретение относится к горелкам ).1пя сварки электрозаклепками в углекислом газе, используемым преимущественно на сварочных полуавтоматах и автоматах .
Целью изобретения является обеспечение качественной сварки электрозаклепками изделий с окрашенными поверхностями путем предварительного выжигания слоя краски перед выполнением электрозаклепки.
На фиг.1 показана горелка, общий вид; на фиг.2 - сечение А-А на фиг.1.
Горелка имеет корпус 1, направляющую трубку 2 для подачи сварочной проволоки с микропереключателем 3 и токоподводящим мундштуком 4 с контактным наконечником 5. В горелку входит шланг 6 для подачи углекислого газа с пружинным микропереключателем 7. На мундштуке 4 закреплено сопло 8, выполненное с внутренним защитным слоем 9 и отверстиями 10 для выхода избыточных газов (диаметром 5 мм). В полости сопла 8 по контактным наконечникам 5 расположен мундштук 11 для предварительного подогрева плавящегося электрода 12 (сварочной проволоки) . Мундштук 11 подпружинен пружиной 13, мундштук 11 подвижнозакрепле в съемном медном корпусе 14, его канал 15 для направления электрода 12 выполнен перпендикулярным продольной оси корпуса 14 и параллельным каналу мундштука 4. Корпус 14 установлен в боковой стенке сопла 8 посредством изоляционной втулки 16, закрепленной гайками 17 и 18. По торцу .сопла 8 установлено регулировочное кольцо 19 с возможностью продольного перемещения относительно сопла 8. Позицией 20 обозначен трансформатор подогрева, 21 - сварочньш трансформатор, 22 - верхний лист, а 23 - нижний лист
свариваемого соединения.
Горелка работает следующим образом.
Сначала отжимают подпружиненный мундштук 11 и сварочную проволоку 12 вставляют в канал 13 корпуса 14, пос-50 ле чего мундштук 11 отпускают и он зажимает проволоку 12 в канале 15. Далее включают микропереключатель 3, в этот момент включается трансформа45 тpoзaклeпкa Q окрашенных листов без
предварительной зачистки мест сварки. Формула изобретения
1. Горелка для сварки электрозаклепками в защитных газах, содержащая сопло с отверстиями в боковой стенке и с кольцом на его торце, а также расположенный внутри сопла мундштук
тор 20 подогрева и подается напряже- 55f подвода тока сварки к плавящемуся
ние (6-10 В) на мундштук 4 и мундштукэлектроду, отличающаяся
11, по сварочной проволоке 12 прохо-тем, что, с целью качественной сварки
дит ток короткого за14ыкания и она на-электрозаклепками изделий с окрашенгревается. Затем соплом 8 прижимаютными поверхностями путём предваритель
5
0 О
привариваемый верхний лист 22, включают микропереключатель 3 и прекращают подачу напряжения на нагрев сварочной проволоки 19.
Далее включают микропереключатель 7, который включает сварочный трансформатор 21 и подачу сварочной проволоки 12 и открывают углекислый газ. Затем, прикоснувшись горячим концом проволоки 12 к слою краски привариваемого листа 22, выжигают краску, между проволокой 12 и привариваемым листом происходит замыкание и возбуждается сварочная дуга. После приварки электрозаклепкой в углекислом газе верхнего листа 22 к нижнему листу 23 выключается микропереключатель 7, который выключает сварочньй ток, подачу сварочной проволоки 12 и углекислого газа, и горелку переставляют для изготовления следующей электрозаклепки.
Если расстояние между корпусом мундштука 11 и нижней плоскостью регулировочного кольца 19 будет меньше 10 мм, то за счет значительного вьще- пения тепла сварочной дугой происходит выгорание держателя подогрева.
В случае же, если это расстояние больше 15 мм, то проплавления верхнего листа не будет за счет увеличения сопротивления на сварочной дуге. В результате этого уменьшается свароч- ный ток.
5
Неокрашенный лист приваривают электрозаклепками без включения трансформатора 20 подогрева.
Использование предлагаемой горелки позволяет повысить надежность горелки при сварке в углекислом газе электрозаклепками, а также расширить ее технологические возможности за счет обеспечения качественной сварки элек45 тpoзaклeпкa Q окрашенных листов без
предварительной зачистки мест сварки. Формула изобретения
1. Горелка для сварки электрозаклепками в защитных газах, содержащая сопло с отверстиями в боковой стенке и с кольцом на его торце, а также расположенный внутри сопла мундштук
ного выжигания слоя краски перед выполнением электрозаклепки, она снабжена мундштуком для предварительного подогрева плавящегося электрода, подпружиненным в направлении его продольной оси и установленным в боковой стенке сопла, а кольцо установлено с возможностью продольного перемещения относительно сопла.
2. Горелка поп.1, отличающаяся тем, что продольная ось мундштука для предварительного подогрева плавящегося электрода расположена перпендикулярно боковой стенке сопла, а ось канала для направления плавящегося электрода параллельна оси канала мундштука для подвода тока сварки к плавящемуся электроду.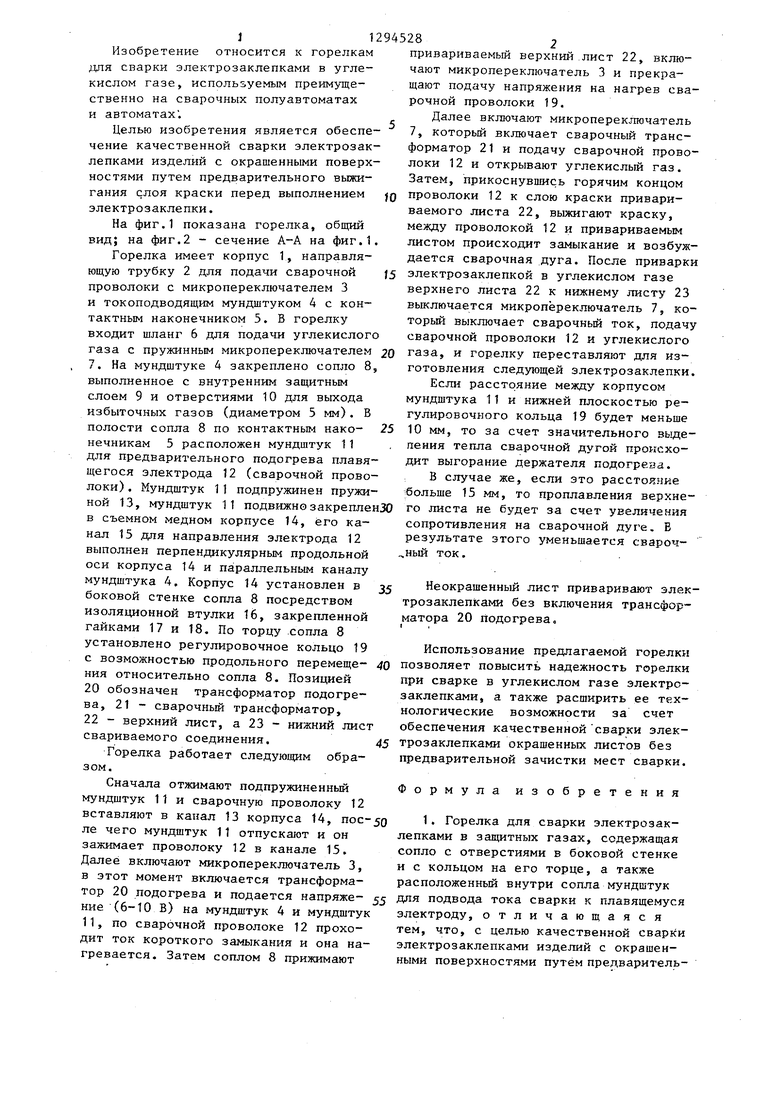
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| Способ сварки электрозаклепками плавящимся электродом в среде защитных газов | 1983 |
|
SU1082581A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ дуговой точечной сварки | 1975 |
|
SU568516A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1031675A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1976 |
|
SU642105A1 |
| Способ дуговой точечной сварки | 1983 |
|
SU1437173A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2038934C1 |
| ГОРЕЛКА ДЛЯ РУЧНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2030263C1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1977 |
|
SU737153A1 |
Изобретение относится к горелкам для сварки электрозаклепками в углекислом газе. Цель изобретения - обеспечение качественной сварки электрозаклепками изделий с окрашенными поА А верхностями путем предварительного выжигания слоя краски перед выполнением электрозаклепки. Горелка снабжена дополнительным мундштуком 11 для предварительного подогрева плавящегося электрода 12, Мундштук 11 расположен ниже контактного наконечника 5. При работе устройства сначала включается трансформатор 20 подогрева и подается напряжение 6-10 В на мундштуки 4 и 11. Плавящийся электрод 12 нагревается. Прикоснувшись горячим концом электрода 12 к слою краски на верхнем привариваемом листе 22, выжигают ее, а затем возбуждают сварочную дугу для получения электрозаклепки. 1 3.п. ф-лы, 2 ил. ю (Л Фиг. 2 го х 4 СП ю сх ч; 16
////////////
/////Л I
фаг.1
Редактор А.Ворович
Составитель Г.Квартальнова
Техред М.Ходанич Корректор Г.Решетник
Заказ 425/12Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
