Изобретение относится к обработке металлов давлением, в частности к способам изготовления бандажиро- ванньк матриц для рельефной чеканки ювелирных изделий.
Цель изобретения - повышение стойкости матриц за счет повышения сопротивления действию осевых напряжений сжатия, создаваемых в рабочей вставке при деформировании заготовки
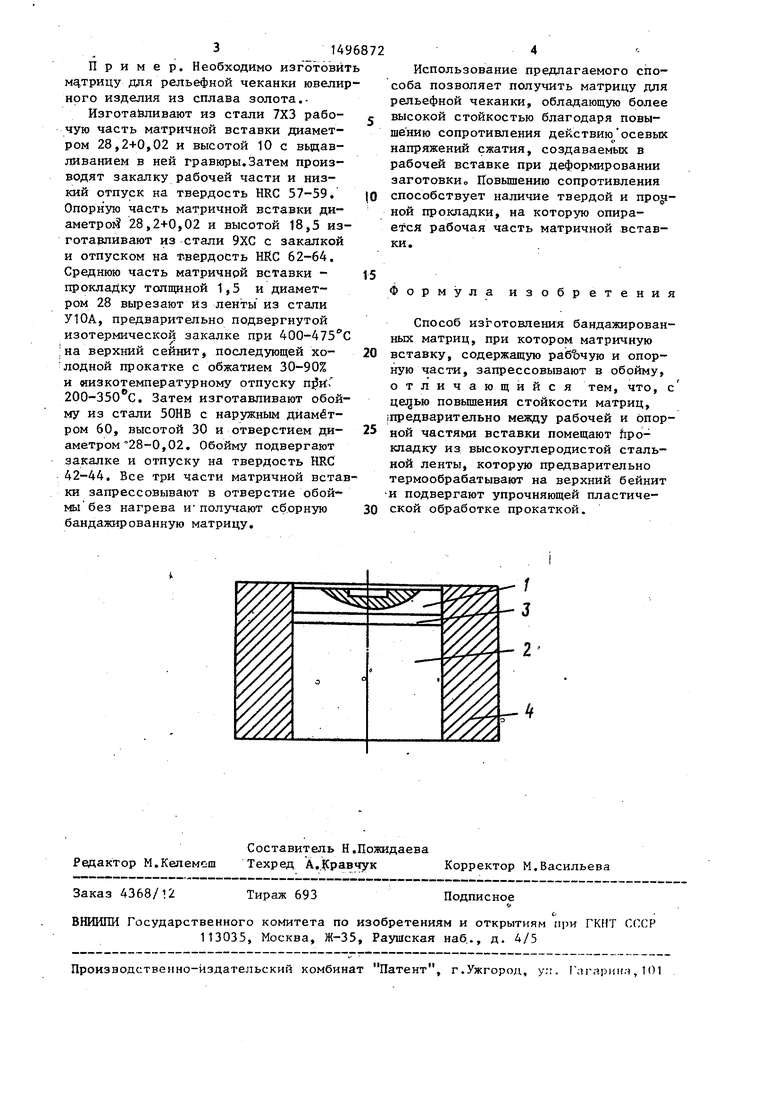
На чертеже показана сборная .бандажированная матрица для рельефной чекан1СИо
Способ осуществляют следующим образом.
Рабочую часть 1 матричной вставки изготавливают из высоколегированной инструментальной стали с закалкой и отпуском ее после вьщавли- вания гравюры на твердость HRC 57 -: 59. нижнюю часть вставки 2 изготавливают из стали с высокой прокали.ваемостью, например типа 9ХС, с закалкой и отпуском на твердость HRC
, 62-64. Среднюю часть - проклаДтсу 3
изготавливают из высокоуглеродистрй (например, У10А) стальной ленты с
первоначальной термообработкой (закалкой) на верхний бейнит, холодной прокаткой с обжатием 30-90% и низким отпуском в интервале температур 200 - 350 С, во время которого про
411 Од 00 1C
исходит дополнительное кие.
упрочнеВсе три части матричной вставки запрессовывают в обойму 4 с натягом.
31496
Пример. Необходимо изготовить матрицу для рельефной чеканки ювелирного изделия из сплава золота.Изготайливают из стали 7X3 рабо- чую часть матричной вставки диаметром 28,2+0,02 и высотой 10 с вьдав- ливаннем в ней гравюры.Затем производят закалку рабочей части и низкий отпуск на твердость HRC 57-59. Опорн ую часть матричной вставки диаметр oi 28,2+0,02 и высотой 18,5 из- готаэливают из стали 9ХС с закалкой и отпуском на т-вердость ИКС 62-64. Среднюю часть матричной вставки - прокладку толщиной 1,5 и диаметром 28 вырезают из ленты из стали У10А, предварительно подвергнутой изотермической закалке при 400-475 С I на верхний сейнит, последующей ко- лодной прокатке с обжатием 30-90% и «изкотемпературному отпуску 200-350 с. Затем изготавливают обойму из стали 50НВ с наружным диаметром 60, высотой 30 и отверстием ди- аметром 28-0,02. Обойму подвергают закалке и отпуску на твердость HRC 42-44. Все три части матричной вставки запрессовывают в отверстие обоймы без нагрева и получают сб.орную бандажированную матрицу.
Использование предлагаемого способа позволяет получить матрицу для рельефной чеканки, обладающую более высокой стойкостью благодаря повышению сопротивления действию осевых напряжений сжатия, создаваемых в рабочей вставке при деформировании заготовки. Повышению сопротивления способствует наличие твердой и npoji- ной прокладки, на которую опирается рабочая часть матричной вставки..
Формула изобретения
Способ изготовления бандажирован- ных матриц, при котором матричную вставку, содержащую рабочую и опорную части, запрессовывают в обойму, отличающийся тем, что, с цедью повьппения стойкости матриц, (предварительно между рабочей и опорной частями вставки помещают fipo- кладку из высокоуглеродистой стальной ленты, которую предварительно термообрабатывают на верхний бейнит И подвергают упрочняющей пластической обработке прокаткой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления вкладыша пресс-формы | 1990 |
|
SU1715866A1 |
| Деформирующий инструмент ротационной вытяжки осесимметричных оболочек из высокоуглеродистых и легированных сталей | 2016 |
|
RU2629417C1 |
| Способ изготовления и восстановления деформирующего инструмента для ротационной вытяжки | 2016 |
|
RU2635988C1 |
| Способ изготовления бандажированного формообразующего инструмента | 1979 |
|
SU933748A1 |
| МНОГОСЛОЙНАЯ БРОНЕПРЕГРАДА (ВАРИАНТЫ) | 2008 |
|
RU2388986C2 |
| БРОНЕБОЙНАЯ ПУЛЯ И СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕБОЙНЫХ СЕРДЕЧНИКОВ | 1999 |
|
RU2151369C1 |
| Пуансон для выдавливания рельефных полостей | 1991 |
|
SU1794580A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2007 |
|
RU2351476C2 |
| Способ изготовления заготовки стального сердечника для бронебойно-зажигательной пули | 2020 |
|
RU2744402C1 |
| Способ винтовой прокатки | 1987 |
|
SU1468620A1 |
Изобретение относится к обработке металлов давлением ,в частности, к способам изготовления бандажированных матриц. Цель изобретения - повышение стойкости матриц. В обойму запрессовывают матричную вставку, состоящую из опорной и рабочей частей. При этом предварительно между верхней рабочей и нижней опорной частями вставки устанавливают прокладку из высокоуглеродистой стальной ленты, которую предварительно термообрабатывают на верхний бейнит и подвергают холодной упрочняющей пластической обработке прокаткой. Соединение частей рабочей вставки производят при запрессовке их в обойму. В результате повышается сопротивление действию осевых напряжений сжатия, создаваемых в рабочей вставке при деформировании заготовки. 1 ил.
Составитель Н.Пожидаева Редактор М.Келемош Техред А.,|Сравчук Корректор М.Васильева
Заказ 4368/12
Тираж 693
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., Д. 4/5
Подписное
| Способ изготовления штампов напряженной конструкции | 1977 |
|
SU703191A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
