1
Изобретение относится к двигате- лестроению, в частности к способам изготовления поршневых колец,
Цель изобретения - повышение качества полученных изделий за счет создания вырезкой замка точных баз для установки детали под последую- щую формообразующую копирную, обра- ,ботку.
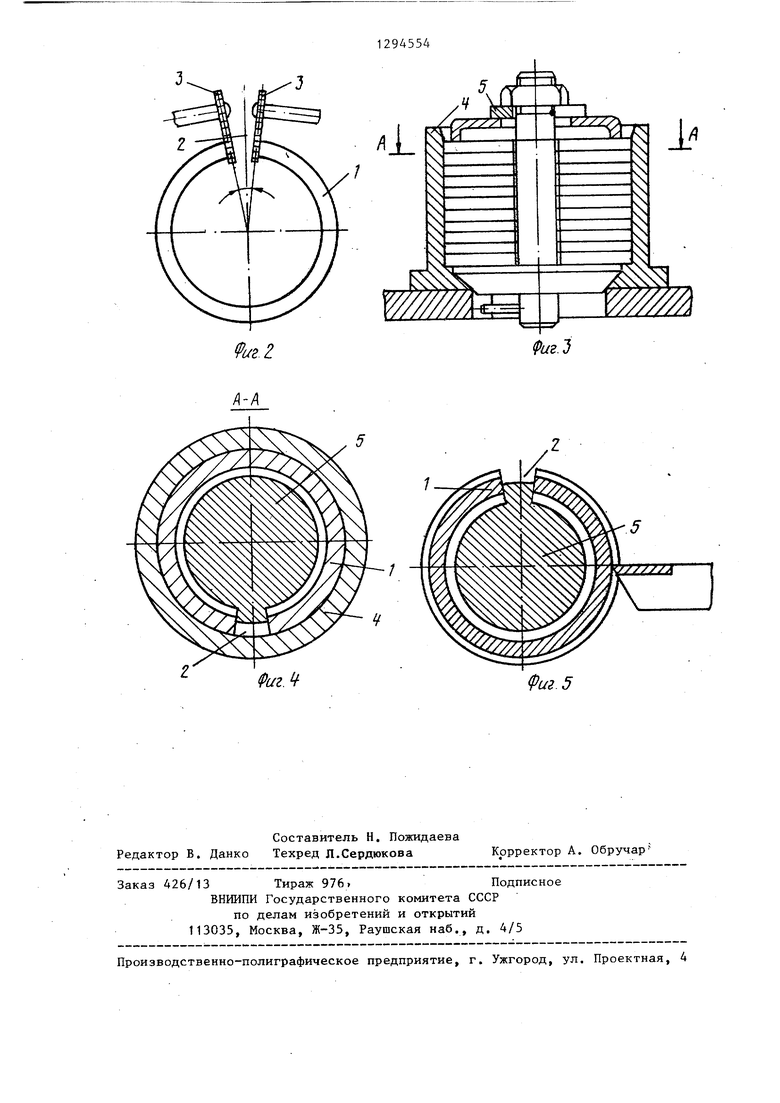
На фкт, 1 изображено поршневое кольцо; на фиг. 2 - схема вырезки замка; на фиг. 3 - схема базирования пакета колец в гильзе; на фиг.4 сечение А-А на фиг. 3; на фиг. 5 - схема формообразующей копирной обработки.
Способ осуществляют следующим образом.
Предварительно изготавливают кольцевую заготовку 1, например путем разрезки спирали. При этом на кольце формируется замок 2, соответствующий рабочему состоянию кольца.
Осуществляют вырезку , например двумя дисковыми фрезами 3, закрепленными на шпинделях, оси которых расположены под углом одна к другой. При этом формируется замок, соответствующий свободному состоянию кольца.
Затем кольца собирают в пакет, базируя по наружной поверхности в клиброванной гильзе 4, а по замку - на центральной оправке 5 с конической частью 6, которая устанавливается на конической поверхности гильзы
В данном приспособлении обеспечивается точное положение оси кольца относительно его спинки и середины замка.
Дальнейшая копирная обработка колец, обеспечивающая их формообразование, осуществляется на оправке 5 с базированием колец по замку, т.е. по его торцам, в результате чего обеспечивается повьш1ение точности обработки, поскольку конст
2945542
рукторская база (торцы замка) используется в качестве технологической и измерительной баз.
Приме р . Изготавливали опытную партию стальных поршневых колец. В процессе обработки выполняли следующие операции: навивку спирали из проволоки прямоугольного сечения диаметром ф 173t1 мм; вырезку замка с расположением его торцов под углом 15°5б ; термообработку - высокий отпуск при 600 - 650 С, время выдержки 5 ч; обдирочfO
ное шлифование торцов и обдирочную обточку; копирную формообразующую обточку; черновое шлифование торцов; круглую расточку и калибровку замка; профилирование; подго говку под хромирование; финишные операции.
После обработки были выполнены койтрольные операции по замеру изготовленных поршневых колец, в результате чего было выявлено, что 100% изготовленных колец соответствует требованиям чертежа, 90% колец имеют полное прилегание при проверке радиального просвета в -кольце- калибре. Эпюры радиальных давлений готовых колец имеют форму, соответствующую заданной.
о р м у л а
изобретения
40
45
1.Способ изготовления поршневых 3-5 колец, заключающийся в получении
кольцевой заготовки, предварительной обработке е,е наружной, внутренней и торцевых поверхностей, формообразующей копирной обработке и вырезке замка, отличающийс тем, что, с целью повьш1ения качества полученных колец, вырезку замка осуществляют до формообразующей копирной обработки, которую ведут с базированием колец по замку.
2.Способ по п. 1, отличающийся тем, что кольцевую заготовку поршневого кольца получают путем разрезки спирали.
(Риг.г
фиг. J
te
(риг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поршневых колец двигателей внутреннего сгорания | 1990 |
|
SU1782202A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ ИЗ СТАЛЬНОГО ПРОФИЛЯ | 2002 |
|
RU2219036C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 1998 |
|
RU2132763C1 |
| Автоматическая линия для изготовления колец | 1977 |
|
SU737084A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 1990 |
|
RU2053093C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ ИЗ ЛИСТОВОЙ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2255850C1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| СПОСОБ БАЗИРОВАНИЯ СПИРАЛИ ИЗ СТАЛЬНОЙ ПРОВОЛОКИ ИЛИ ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2254222C1 |
| Способ изготовления заготовок поршневых колец | 1987 |
|
SU1505741A1 |
| Способ изготовления поршневых колец | 1988 |
|
SU1632727A1 |
Изобретение относится к двига- телестроению, в частности к способам изготовления поршневых колец. Целью изобретения является повышение качества полученных изделий за счет создания точных баз для установки детали под последующую формообразующую копирную обработку. Для этого вырезку замка поршневого кольца осуществляют до копирной обработки. Конструкторская база, которой являются торцы колец, используется в качестве технологической и измерительной баз 11ри формообразовании колец, обеспечивая при этом повышение точности обработки. 1 з.п. ф-лы, 5 ил. СО
Составитель Н, Пожидаева Редактор В. Данко Техред Л.Сердюкова Корректор А. Обручар
Заказ 426/13 Тираж 976,Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Ханин Б.Л | |||
| Совершенствование технологии изготовления дизельных поршневых колец | |||
| - Двигателестроение, 1984, № 2. |
