ел
о
СП
иСь
Изобрегение относится к литейному про- ; изиодству и может быть использовано при из|-отов,лении непрерывным методом спиралеобразных изделий, кольцевых изделий с не- ; замкнутыми концами, в частности при изго- I товлении заготовок поршневых колец из бесконечной ленты в виде спирали.
Цель изобретения - снижение трудоемкости и повышение производительности из- 1 отовления путем совмеш,ения операций получения ленты и формообразования ее в спираль.
На фиг. 1 изображено устройство, реализующее предлагаемый способ изготовления заготовок поршневых колец; на фиг. 2 - то же, на стадии завершения процесса вытягивания спирали и разрезки ее на отдельные кольца, а также при осуществлении обжатия колец и их термофиксации.
Устройство для осуществления способа изготовления заготовок поршневых колец содержит установленные в кристаллизаторе 1 приводной цилиндр 2 с винтовым желобом 3, расположенную соосно цилиндру 2 полуформу 4 с приемной чашей 5 и нагревательными эле.ментами 6 и систему 7 охлаждения. На поворотной турели 8 закреплены оправки 9, на которых на шпонках (не показаны) размешены с возможностью осевого перемещения в|,1тягиваюшие втулки 10.
Устройство содержит также механизм i I1 разрезки спирали па отдельные заготов- кн колец, механизм обжатия заготовок колец I н силового цилиндра 12 и печь 13 для i и рмофнксации заготовок. ; (люсоб осуществляют следующим обра- зом.
I в нолость, образованную вращающимся I цилиндром 2 с винтовым желобом 3, полу- I формой 4 и вытягивающей втулкой 10, из i приемной чаши 5 подают расплавленный ме- i талл и отверждают его охлаждением от сис- ; темы 7 охлаждения. Отливка принимает ; форму спирали. При вращении цилиндра 2 отливка скользит относительно него по вин- : товому желобу 3 и перемещается ноступа- : те;1ьно в осевом направлении без вращения : при поддержке вытягивающей втулкой 10, Г1еремен1.аю1цейся по оправке 9. По мере вывода отливки из кристаллизатора 1 механизм 11 разрезки разрезает ее на отдельные заготовки 14 колец. При заполнении оправки 9 заготовки 14 колец турель 8 поворачивается на один шаг, в результате чего соосно цилиндру 2 устанавливается новая оправка 9 с вытягивающей втулкой 10, а оправка с заготовками колец устанавливается на позицию обжатия и термофиксации заготовок. Заготовки 14 колец обжимаются силовым цилиндром 12 и подвергаются термофиксации печью 13.
При последующем вращении цилиндра 2
свободный конец образующейся отливки входит в паз 15 вытягивающей втулки 10 новой оправки 9 и процесс повторяется, осуществляясь непрерывно.
Пример. На опытной установке отливают
заготовки поршневых колец для двигателя из высокопрочного чугуна. Температура металла 1360-1400°С. Температуру формы поддерживают в пределах 250-300°С. Скорость вращения вала с цилиндром 15-
20 об/мин. Привод - ручной. Цилиндр и полуформа изготовлены из графита, все остальные детали установки - из стали. Производительность опытной установки 100- 120 заготовок колец в 1 ч.
Производственный цикл получения заготовок колец в сравнении с известным способом сократился на 7,5 ч за счет исключения операций отжига ленты перед навивкой, нагрева ленты перед навивкой и навивки. Кроме того, нредлагаемый способ повышает качество заготовок колец благодаря улучшению структуры металла и его механических свойств.
Изобретение обеспечивает снижение трудоемкости и повышение производительности
способа путем осуществления непрерывности процесса формообразования заготовок колец, а также обеспечивает снижение потерь металла на угар.
35
Формула изобретения
5
Способ изготовления заготовок поршневых колец, при котором из расплавленного .металла в кристаллизаторе формообразуют ленту с сечением заготовки поршневого коль- 0 п,а, отверждают ее, осуществляют вывод ее из кристаллизатора, формообразуют ее в спираль, разрезают спираль вдоль ее оси на отдельные кольца, обжимают их и-термо- фиксируют, отличающийся тем, что, с целью снижения трудоемкости и повыщения производительности изготовления путем совмещения операций получения ленты и формообразования ее в спираль, формообразование ленты в спираль осуществляют в кристаллизаторе на вращающемся цилиндре с винто- вым желобом, а вывод спирали из кристаллизатора осуществляют непрерывно поступательным перемещением вдоль оси посредством цилиндра с винтовым желобом.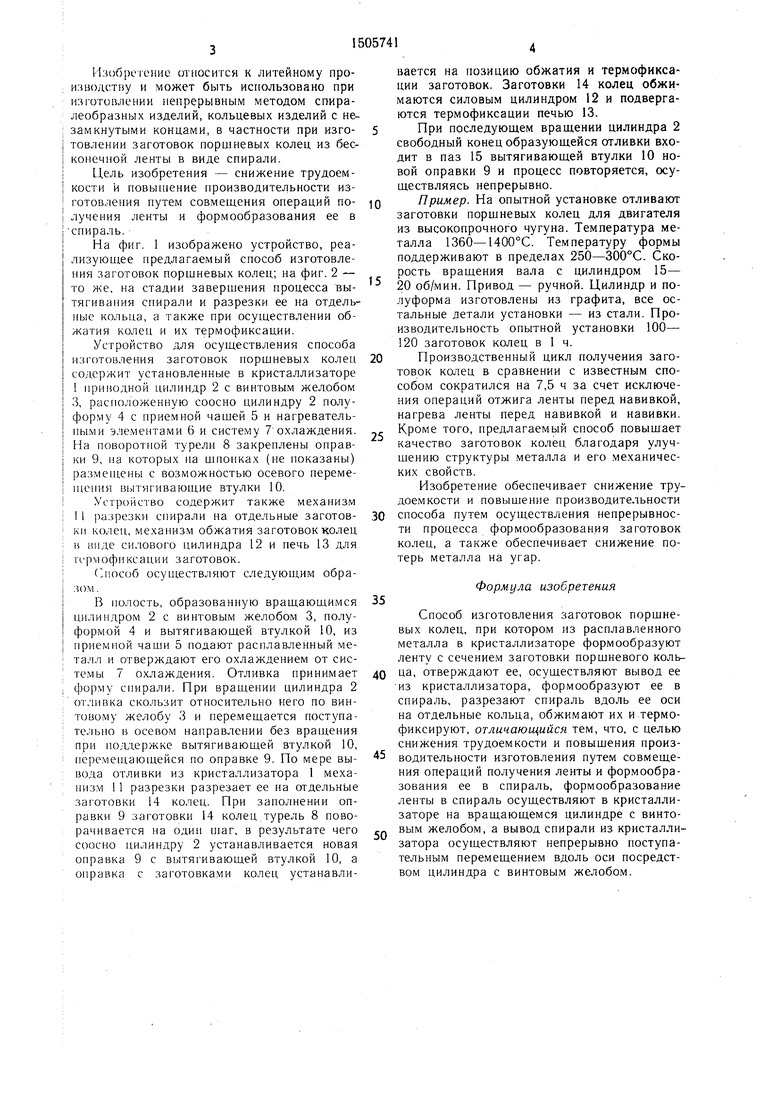
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ ИЗ СТАЛЬНОГО ПРОФИЛЯ | 2002 |
|
RU2219036C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 1998 |
|
RU2132763C1 |
| Устройство непрерывного литья заготовок | 1988 |
|
SU1637941A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХРОМИРОВАННЫХ ПОРШНЕВЫХ КОЛЕЦ | 2000 |
|
RU2182064C2 |
| Устройство для гибки кольцевых деталей | 1978 |
|
SU749512A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ЧУГУННЫХ ПОРШНЕВЫХ КОЛЕЦ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ | 1962 |
|
SU145439A1 |
| Способ изготовления тангенциальных расширителей для маслосъемных поршневых колец | 1975 |
|
SU691231A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ МАСЛОСЪЕМНЫХ ПОРШНЕВЫХ КОЛЕЦ | 2005 |
|
RU2318645C2 |
| Способ изготовления из полосы изделий с винтовыми ребрами | 1990 |
|
SU1754273A1 |
| Способ получения поршневых колец | 1986 |
|
SU1412926A1 |
Изобретение относится к литейному производству и может быть использовано при изготовлении непрерывным методом спиралеобразных изделий, а также при изготовлении заготовок поршневых колец из бесконечной ленты в виде спирали. Цель изобретения - снижение трудоемкости и повышение производительности. В полость, образованную вращающимся цилиндром с винтовым желобом 13, полуформой 4 и вытягивающей втулкой 10, из приемной чаши 5 подают расплавленный металл и отверджают его. Отливка 15 принимает форму спирали. При вращении цилиндра отливка 15 скользит относительно него по винтовому желобу 3 и перемещается поступательно в осевом направлении без вращения при поддержке вытягивающей втулки 10, перемещающейся по оправке 9. Отливка 15 разрезается механизмом 11 разрезки на отдельные заготовки 16 колец. Заготовки 16 обжимаются силовым цилиндром 12 и подвергаются термофиксации в печи 13. Снижение трудоемкости и повышение производительности обеспечивается путем осуществления непрерывности процесса формообразования заготовок колец и совмещения операций получения ленты и формообразования ее в спираль. 2 ил.
$us.l
| Установка полунепрерывной разливки металлов и сплавов | 1966 |
|
SU231073A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ЧУГУННЫХ ПОРШНЕВЫХ КОЛЕЦ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ | 0 |
|
SU145439A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
