Известный способ горячего прессования мета/ма через слой расп.ОВлениого cteicia, иаиесенного на поковку опусканием ее в стекломассу, требует применения очень вязкой стек,толгассы, которая накладывается неровно, и прессование в этом случае ириводит к тому, что разные участки (по длине) изделия илтеют раз.тичиые механические свойства.
Отлнчнтельная особенность описываемого способа горячего иресС015ания малопластичных и тутоп.чавких сплавов в контейнере з;и лючается в том,что стеклосмазку подают принудительно в пронессе прессования в зазоры стенками контейнера н заготовкой.
Горячее прессование описываемым способом тчтоп.тавких сп.тавог способствует повыгнению механических CBoiicTu прессуемого нз.челня и соз.цает возмож тость осхчиеств.тения прессования без прессового остатка.
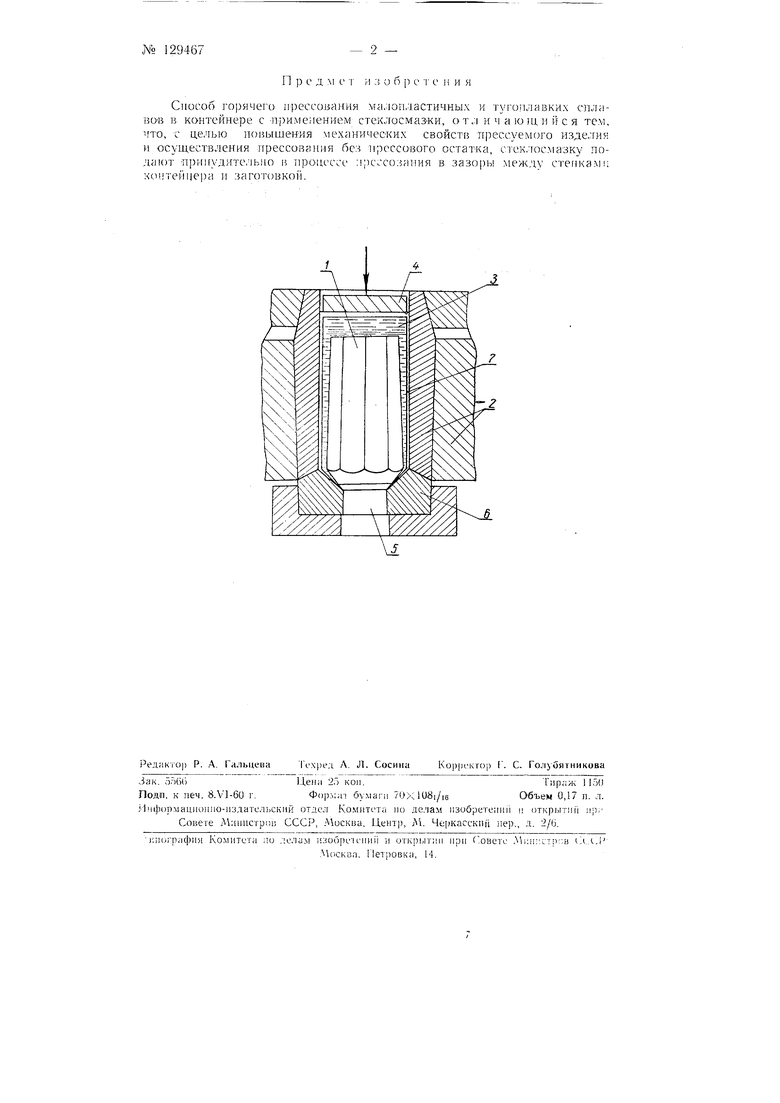
На чертеже показан в разрезе контей 1ер с taтp;lиeii li пуансоном.
Нагретая заготовка / ;помен1ается в контейнер 2 с зазором между заготовкой н стенками контейнера. Вся свободная по.юсть контейнера с зазорами и.ти рабочая камера заполняется расплав.ленпым стеклом Л. именуемым в этом случае стеклосмазкой. Прн давлепнн пуансона 4 через стеклосмазку на заготовку пос.тедняя вы.чавливается через очко . матрицы 6. Герметичность рабочей камеры контейнера доетнгается за счет образования в объеме расплавленного стекла охлажденного пластичного поверхностного слоя 7, надежно запираютдего выход раснла-..тенного стекла в зазоры меж.ду пуансоном и контейнером.
В нижней части рабочей камеры герметичность создается доджатием заготовки к матрице усилием прессования.
Описываемый способ может найти применение при горячем прессовании различных изделий из малопластичпых и тугоплавких сплаво-,. в частности мри прессовании труб.
П р с д м е т и 3 о б р с т с и и я
Способ горячего прессования мг1лоп;1астичны. и ту1Ч)Г1лавки.х сллавоВ в контейнере с применением стеклосмаз«и, от л и ч а ю ц ii и с я тем, что, с целью 11()15ышения механических свойств прессуемого изде,:гия и осущ.ествления нрессования бе.ч нрессового остатка, стск.юсмазку полают п{)инудительио в нронессе :1рсссс) в зазоры между стенками коитейиера н заготовкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обнаружения пресс-утяжины во время прессования деталей | 1961 |
|
SU148576A1 |
| СПОСОБ ПОДАЧИ СТЕКЛОСМАЗОЧНОГО МАТЕРИАЛА НА НАРУЖНУЮ ПОВЕРХНОСТЬ ЗАГОТОВКИ ПЕРЕД ПРЕССОВАНИЕМ | 2020 |
|
RU2770587C2 |
| Стеклосмазка для горячей деформации металлов | 1978 |
|
SU681909A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ | 1999 |
|
RU2166394C1 |
| Способ индукционного безокислительного нагрева слитков и заготовок | 1958 |
|
SU120227A1 |
| Устройство для горячего гидропрессования | 1976 |
|
SU649498A1 |
| Устройство для формирования функциональных покрытий из порошкового материала на торцевой поверхности металлической детали двухсторонним прессованием | 2020 |
|
RU2761060C1 |
| СПОСОБ ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ЗАГОТОВКИ СТЕРЖНЯ ТОПЛИВНОГО СЕРДЕЧНИКА КЕРМЕТНОГО ТВЭЛА ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2388081C2 |
| Способ прессования малопластичных металлов и сплавов и инструмент для его осуществления | 1987 |
|
SU1574308A1 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО БЕСКОМПРЕССОРНОГО ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1967 |
|
SU202855A1 |
