Известно устройство для горячего деформирования металлических заготовок, устанавливаемое на прессе и содержащее контейнер, в котором имеется внутренняя полость для размещения в ней заготовки и легкоплавкого сплава.
Предлагаемое устройство отличается тем, что для получения экономии металла путем прессования без прессостатка и повышения качества прессуемых изделий оно снабжено установленным между ползуном пресса и пуансоном мультипликатором, предназначенным для создания высокого гидравлического давления в контейнере, и для предохранения пресса от динамических ударов прн выходе продавленного изделия из контейнера; блоком уплотнения, соединенным с мультипликатором и обеспечивающим герметизацию при продавv ивaнии металла в процессе прессования изделий рабочей средой и приемной камерой для расплава легкоплавкого сплава, охлаждающего изделие; а внутренняя полость контейнера переходит в профилированную рабочую матрицу, сообщающуюся с приемной камерой.
Устройство снабжено пятой, установленной на нижней плите пресса, на которую опирается минералокерамический контейнер при рабочем ходе пресса, создающей в контейнере напряжения сжатия. Приемная камера устройства снабжена средством для нагрева,
имеет окно для извлечения изделии и кран для слива расплава.
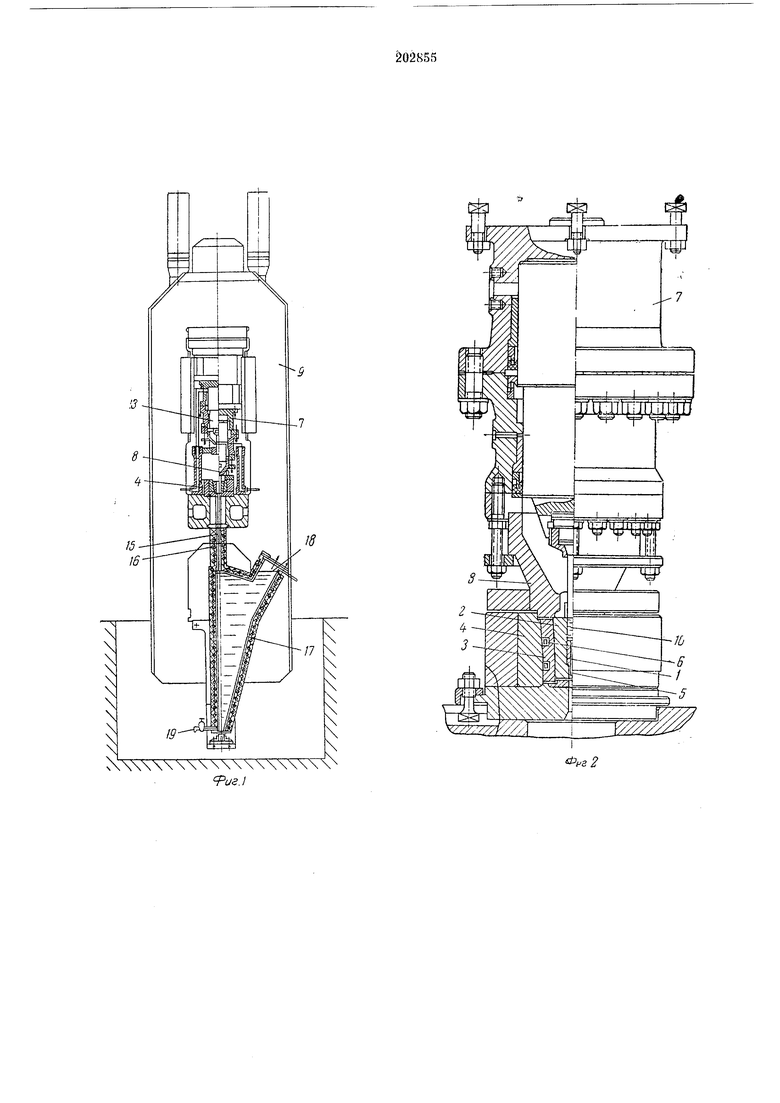
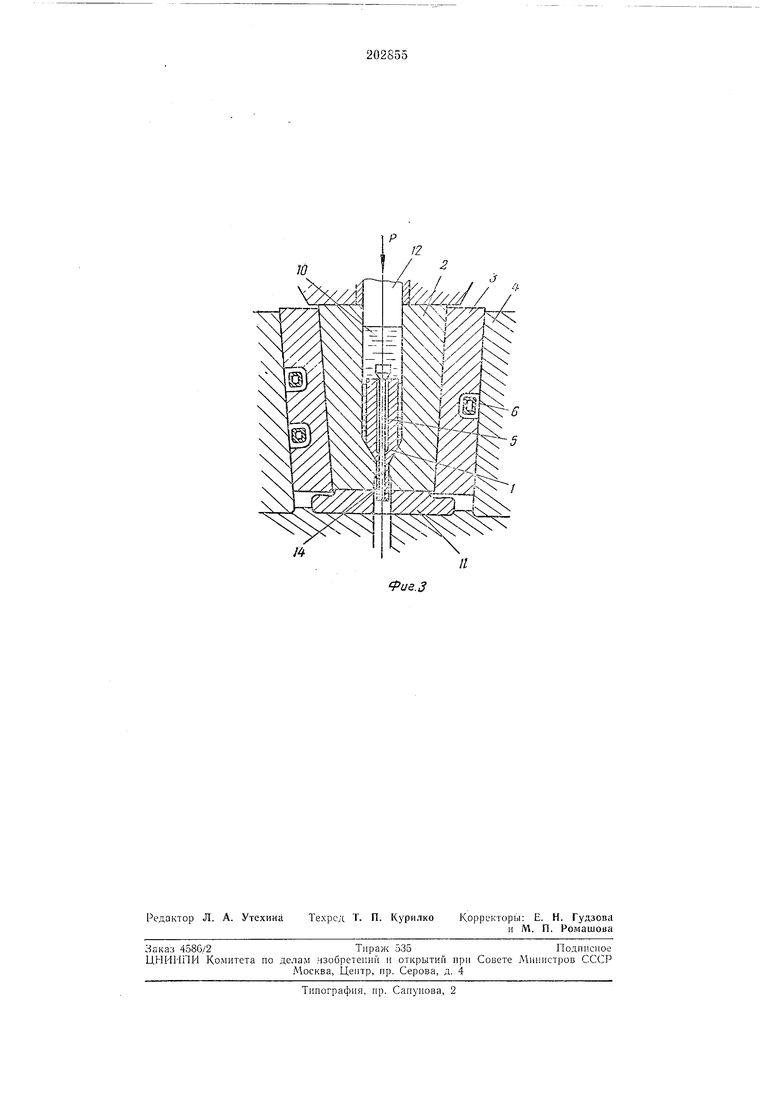
На фиг. 1 изобрал ено описываемое устройство (осевой разрез); на фиг. 2 - общий вид контейнера н мультипликатора с частичным осевым разрезом; на фиг. 3 - минералокерамический контейнер (осевой разрез).
Заготовку / (см. фиг. 3) закладывают в конический минералокерамический контейнер 2, на который надета коническая минералокерамическая втулка 3. Контейнер 2 с втулкой 3 установлены в многослойной стальной втулке 4. В случае прессования трубы в заготовку вставляют оправку 5. В минералокерамическую втулку вмонтирован высокочастотный индуктор 6.
Затем в контейнер помещают легкоплавкий сплав, например Bi-Pb, эвтектического состава. Мультипликатор 7 (см. фиг. 1) с блоком уплотнений 8 с помощью пресса 9 подводят к контейнеру 2, как изображено на фиг. 2. После этого включают высокочастотный индуктор 6, который нагревает заготовку и легкоплавкий сплав 10 до температуры, которая выщс температуры плавления сплава и ниже температуры плавления металла заготовки. Далее индуктор отключают, и вся система мультипликатор-контейнер перемещается вниз усилием пресса 9 (фиг. 1). Под действием этого усилия контейнер и коническая втулка
3 . запрессовыдаются в стальную втулку 4 ((})НР-.3)-. этом они двигаются вниз до упЬра в пяту //, устанавливаемую на нлите пресса. Контейнер воспринимает напряжение сжатия. Система готова к работе.
После подготовки всей системы к прессованию происходит рабочий ход мультипликатора 7. Керамический пуансон 12 (фиг. 3), укрепленный на конце плунжера 13 (фпг. 1), двигаясь вниз, давит па рабочую жидкость- расплав 10, который в свою очередь равномерно передает это давленне на заготовку. По достижении определенной величины давления рабочей жидкости металл заготовки выдавливается жидкостью в матричный зазор 14. Готовое изделие нопадает через патрубок 15 (фиг. I) в подогреваемую электронагревателем-электроспиралью 16 приемную камеру 17, заполненную рабочей жидкостью. Затем за изделием (трубой или патрубком) в приемную камеру стекает рабочая жидкость из контейнера.
После окончания прессования мультипликатор с блоком уплотнения поднимается вверх, разгружая контейнер от предварительных напряжений сжатия, плунжер мультипликатора занимает исходное положение, а оправку 5 (если прессовалась труба) вынимают из контейнера.
Система готова к новому циклу работы.
После изготовления определенного количества труб или прутков открывают герметическую крышку окна 18 и изделие клещами извлекают из приемной камеры 17. Приемная камера имеет кран 19 (фиг. 1) для слива расплава.
Предмет изобретения
1. Устройство для горячего бескомпрессорного прессования металлических изделий, содержащее мппералокерамический контейнер для размещения в нем заготовки лсгк-оплавкого сплава, устанавливаемое на прессе, пуансон, связанный с ползупом пресса, и нагреватель, например индукционный, предназначенный для нагрева указанного сплава и заготовки, отличающееся тем, что, с целью получения экономии металла путем прессования без ирессостатка и повышения качества прессуемых изделий, оно снабжено установленным между ползуном пресса и пуансоном мультипликатором, предназначенным для создания высокого гидравлического давления в контейнере, и для предохранения пресса от динамических ударов при выходе продавленного п-5делия из контейнера; блоком уплотнения, соединенным с мультипликатором и обеспечивающим герметизацию при продавливании металла в процессе прессования изделий рабочей средой, и приемной камерой для расплава легкоплавкого сплава, охлаждающего изделие, а внутренняя полость контейнера переходит в профилированную рабочую матрицу, сообщающуюся с приемной камерой.
2.Устройство по п. 1, отличающееся тем, что опо снабжено пятой, установленной на нижней плите пресса, на которую опирается минералокерамический контейнер при рабочем ходе пресса, создающей в контейнере напрял ения сжатия.
3.Устройство по п. 1, отличающееся тем, что приемная камера снабжена средством для
нагрева.
4.Устройство по пп. 1 и 3, отличающеесл тем, что приемная камера имеет окпо для извлечения изделий и кран для слива расплава.
Л .1
г2
/4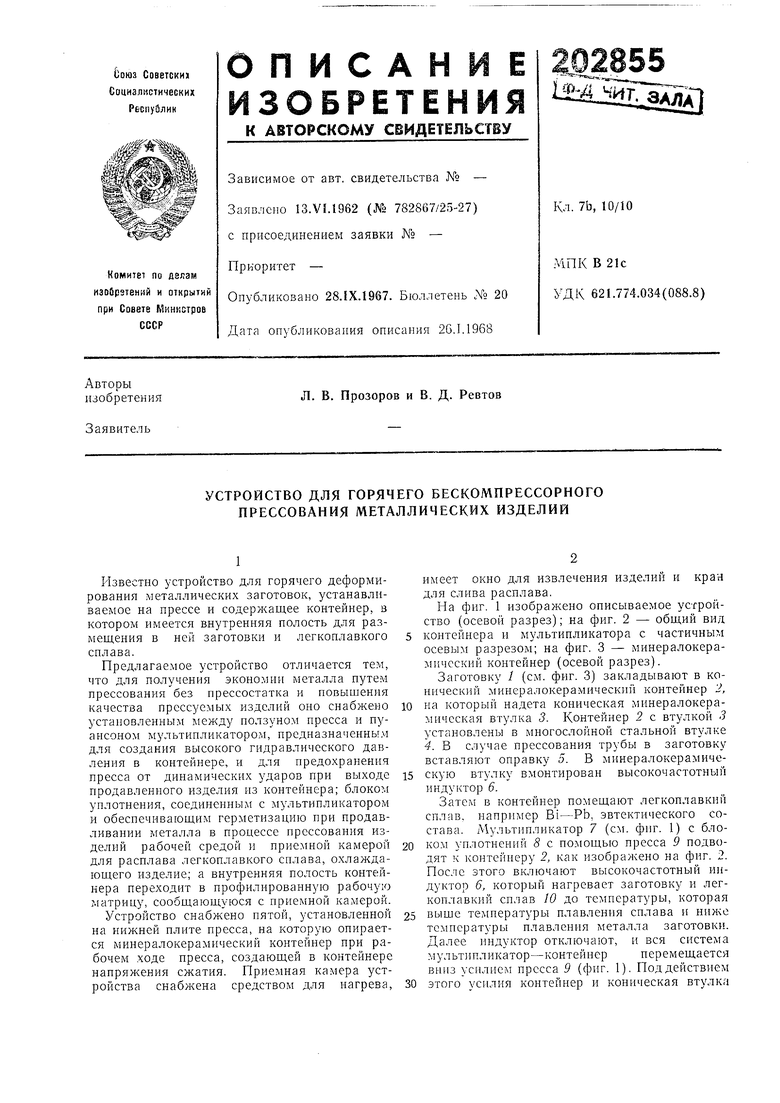
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕГО БЕСКОМПРЕССОРНОГО ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1967 |
|
SU201312A1 |
| Устройство для гидростатического прессования и высадки с противодавлением | 1977 |
|
SU733832A1 |
| Устройство для формирования функциональных покрытий из порошкового материала на торцевой поверхности металлической детали двухсторонним прессованием | 2020 |
|
RU2761060C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОМЕХАНИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЯ | 1994 |
|
RU2096107C1 |
| ОСНАСТКА ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ | 1970 |
|
SU411949A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2010 |
|
RU2443485C2 |
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2222399C1 |
| Устройство для прессования изделий | 1989 |
|
SU1814941A1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ ВТУЛКИ ПРЕССОВОГО КОНТЕЙНЕРА | 2006 |
|
RU2327822C2 |
| УСТРОЙСТВО для ПРЕССОВАНИЯ | 1971 |
|
SU305937A1 |