Фиг.1
Изобретение относится к обработке металлов давлением, а именно к технологии прессования малопластичных металлов со скальпированием поверхностного слоя.
Целью изобретения является повышение качества прессованных изделий за счет уменьшения дефектности их поверхности.
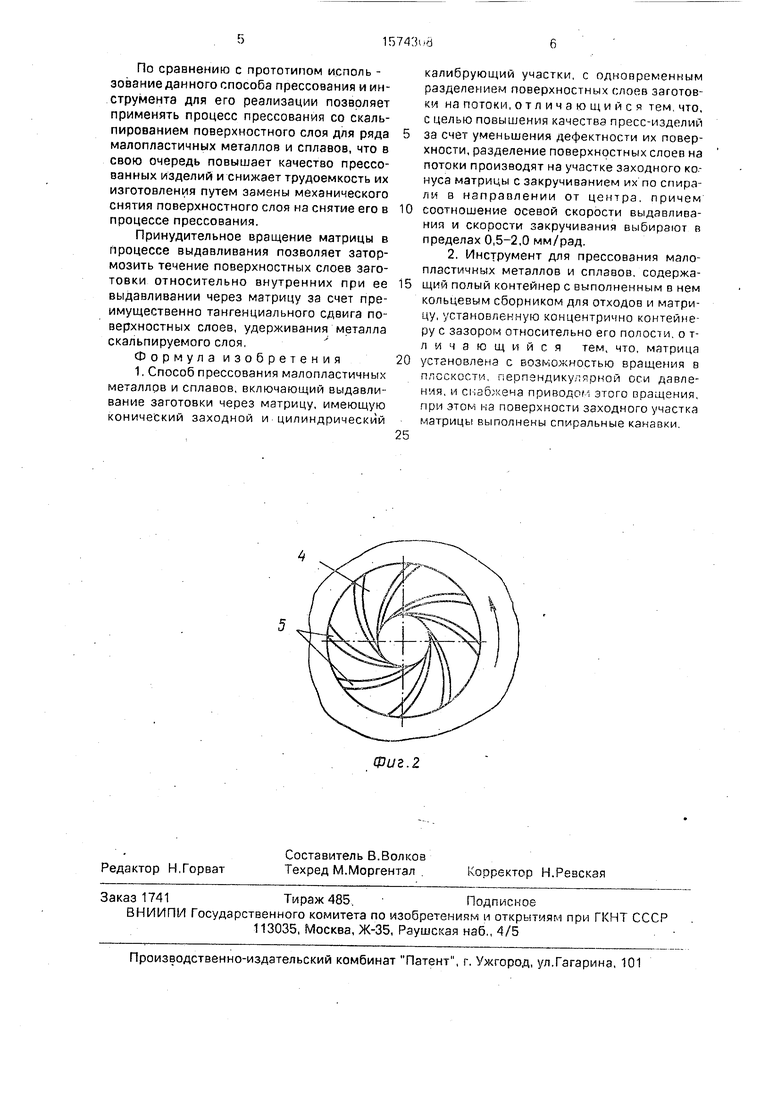
На фиг,1 схематически изображен инструмент для прессования; на фиг.2 - то же, вид сверху.
Инструмент содержит контейнер 1, в нижней части которого находится кольцевой сборник отходов 2, коаксиально с контейнером размещенные пуансон 3 и матрицу 4 со спиральными канавками 5 на заходной части, матрица имеет привод вращения 6.
Способ осуществляют следующим образом.
Заготовка из малопластичного металла помещается в контейнер 1. При рабочем ходе пуансона 3 включается привод вращения 6 матрицы 4 и пуансоном 3 производится выдавливание заготовки из контейнера 1 через очко матрицы 4. После завершения цикла выдавливания пуансон возвращается в исходное положение, матрицу останавливают, извлекают прессованное изделие и полученные отходы в виде скальпированного слоя из сборника отходов 2.
- Способ и инструмент для его реализации опробЪван в условиях вертикального пресса усилием 160 тс при деформации заготовок из сплава хрома при производстве проволочной заготовки.
Прессование проводили из контейнера Дк 40 мм заготовки из малопластичного сплава хрома высотой 100 мм с коэффициентом вытяжки р. 16. При этом скорость перемещения пуансона составляет 10 мм/с, а скорость вращения матрицы с индивидуальным приводом варьировали в интервале 500 об/мин; 100 об/мин; 50 об/мин (что приблизительно соответствовало 50 рад/с; 10 рад/с; 5 рад/с).
На заходном коническом участке матрицы были сделаны спиральные канавки глубиной 1,5 мм с шагом 36 мм. В нижней части контейнера был выполнен кольцевой сборник для отходов диаметром 60 мм и высотой 43 мм, зазор между контейнером и матрицей составлял 1 мм.
Накапливаясь, поверхностные слои выдавливались в сборник для отходов, выполненный в контейнере. Отвод скальпируемого металла из очага деформации производился через зазор между контейнером и матрицей. Наличие канавок на повер- хности заходного участка матрицы интенсифицирует торможение поверхностных слоев заготовки при вращении матрицы, способствует перемещению металла с поверхности прессуемой заготовки в направлении, обратном выдавливанию металла. Выполнение канавок в виде спирали с наклоном к образующей поверхности матрицы в направлении, противоположном направлению вращения матрицы, уменьшает возможность хрупких вырывов отдельных
кристаллитов заготовки Наряду с этим предлагаемое направление канавок способствует скальпированию поверхностных слоев металла заготовки, при этом металл рубашки движется по образующей пазов
заходного участка матрицы в направлении, противоположном течению средней части заготовки. Соотношение осевой скорости рабочего хода пуансона и тангенциальной скорости вращения матрицы обусловлено
следующим При отношении осевой скорости движения пуансона (Vo - мм/с) и тангенциальной скорости вращения матрицы ( ш рад/с) больше 2 мм/рад скальпирования поверхностных слоев по длине заготовки не наблюдается, имеет место частичным сдвиг поверхностных слоев металла по тангенциальной траектории с большим шагом о длине заготовки без отделения поверхностных слоев от прилегающих к ним слоям
Это позволяет интенсифицировать проработку поверхностных и прилегающих к ним объемов заготовки, но в то же время не обеспечивает скальпирование поверхностных слоев. Уменьшение Vo /(о 0,5 мм/рад
приводит к значительному температурному разогреву поверхностных слоев заготовки за счет работы вращения матрицы Это в свою очередь вызывает явление пережога локальных участков прессуемого металла,
возникновение глубоких поверхностных трещин. Помимо этого увеличение скорости вращения матрицы снижает контактное трение и деформируемый металл приобретает преимущественное осевое направление течения, проскальзывая относительно вращающейся матрицы
Было пропрессовано 10 заготовок Во всех случаях произошло скальпирование
поверхностного слоя толщиной 1,1 мм. После прессования прутки измеряли по диаметру в 8 сечениях по длине готовых изделий. Отклонения от геометрических размеров не наблюдалось, что свидетельствовало о равномерном скальпировании по верхностного слоя На поверхности прессованных прутков следов за: рязнений, мелких трещин, имевших место в исходных заготовках, не наблюдалось
По сравнению с прототипом исполь - зование данного способа прессования и инструмента для его реализации позволяет применять процесс прессования со скальпированием поверхностного слоя для ряда малопластичных металлов и сплавов, что в свою очередь повышает качество прессованных изделий и снижает трудоемкость их изготовления путем замены механического снятия поверхностного слоя на снятие его в процессе прессования.
Принудительное вращение матрицы в процессе выдавливания позволяет затормозить течение поверхностных слоев заготовки относительно внутренних при ее выдавливании через матрицу за счет преимущественно тангенциального сдвига поверхностных слоев, удерживания металла скальпируемого слоя,
Формула изобретения
1. Способ прессования малопластичных металлов и сплавов, включающий выдавливание заготовки через матрицу, имеющую конический заходной и цилиндрический
0
5
0
5
калибрующий участки, с одновременным разделением поверхностных слоев заготовки на потоки, от л и ч а ю щ и и с я тем, что, с целью повышения качества пресс-изделий за счет уменьшения дефектности их поверхности, разделение поверхностных слоев на потоки производят на участке заходного ко.- нуса матрицы с закручиванием их по спирали в направлении от центра, причем соотношение осевой скорости выдавливания и скорости закручивания выбирают в пределах 0,5-2,0 мм/рад.
2. Инструмент для прессования малопластичных металлов и сплавов, содержащий полый контейнер с выполненным в нем кольцевым сборником для отходов и матрицу, установленную концентрично контейнеру с зазором относительно его полости, о т- личающийся тем, что, матрица установлена с возможностью вращения в плоскости, перпендикулярной оси давления, и снабжена приводом этого вращения, при этом ка поверхности заходного участка матрицы выполнены спиральные канавки.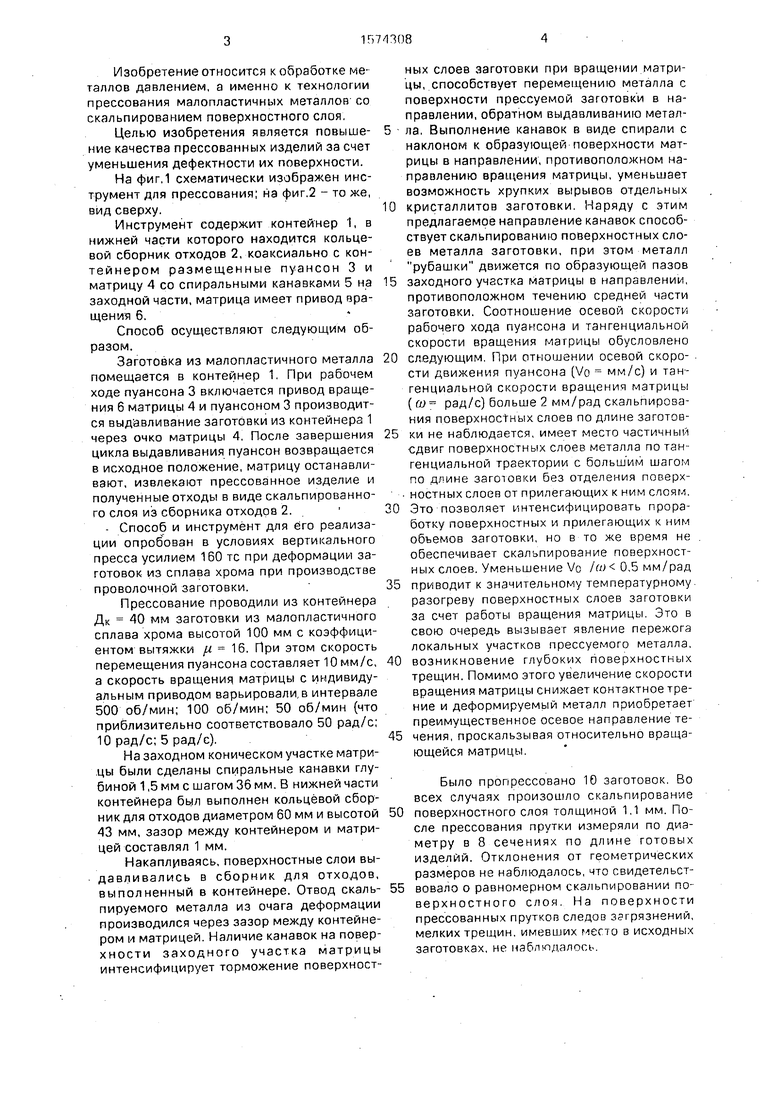
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования | 1988 |
|
SU1655591A1 |
| СПОСОБ ПРЕССОВАНИЯ ЗАГОТОВОК | 1993 |
|
RU2049569C1 |
| Способ прессования изделий без пресс-остатка | 1988 |
|
SU1648584A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2006 |
|
RU2352417C2 |
| СПОСОБ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016682C1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью | 1989 |
|
SU1682029A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2003 |
|
RU2255823C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2562594C2 |
| Способ прессования труб из тугоплавких металлов и инструмент для его осуществления | 1986 |
|
SU1368058A1 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038912C1 |
Изобретение относится к обработке металлов давлением, в частности к способу прессования малопластичных металлов и сплавов и инструменту для его осуществления. Целью изобретения является повышение качества пресс-изделий за счет уменьшения дефектности их поверхности. При выдавливании малопластичных металлов и сплавов разделение поверхностных слоев на потоки производят на участке заходного конуса матрицы 4 и перемещают их по вращающей спирали в направлении от центра путем вращения от привода 6 матрицы 4. На поверхности заходного участка матрицы 4 выполнены спиральные канавки. Соотношение осевой скорости выдавливания и скорости вращения выбирают в пределах 0,5...2,0 мм/рад. Пуансоном 3 производится выдавливание заготовки из контейнера 1 через очко матрицы 4. 2 с.п. ф-лы, 2 ил.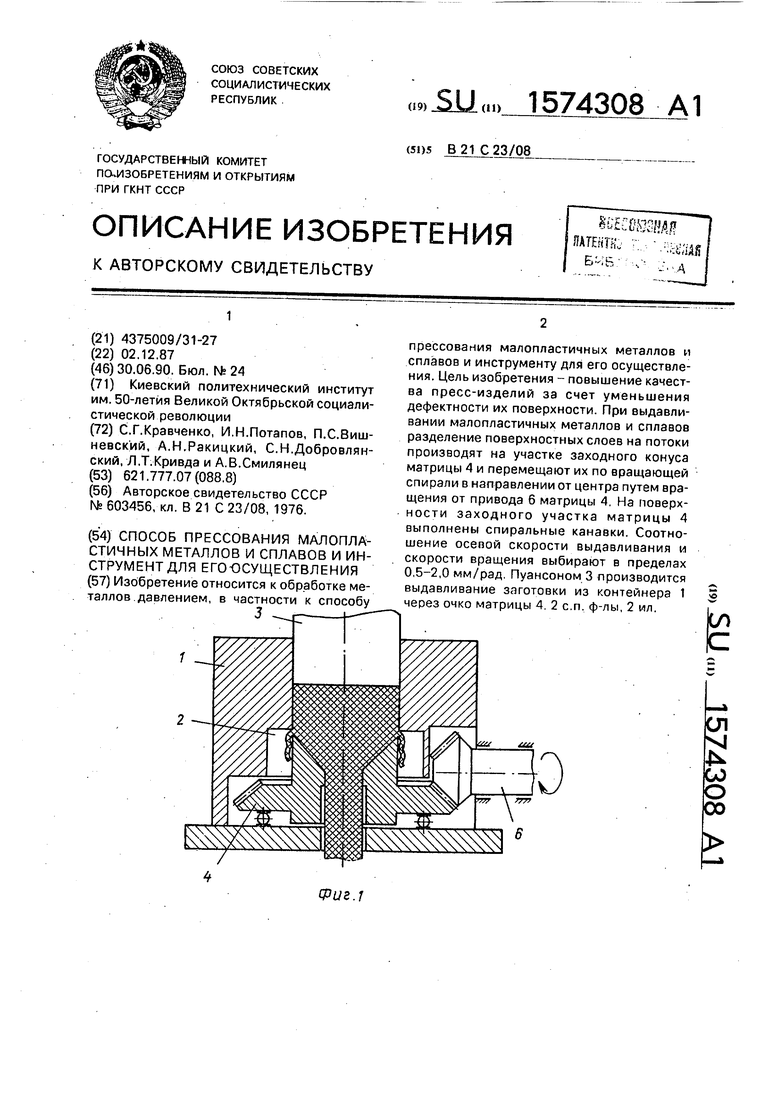
| Способ прессования труб без пресс-остатка | 1976 |
|
SU603456A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
