1
Изобретение относится к производству закаленных стеклянных изделий, в частности к отбраковке закаленных изолн|)ующих деталей подвесных стек лянных изоляторов, работающих при высоких и сверхвысоких напряжениях.
Целью изобретения является повышение качества отбраковки и уменьшение энергетических затрат на нее.
Пример . Ведут термическую обработку стеклодеталей изоляторов, изготовленных из стекла состава %: 810272,5; А1 0 2,5; СаО 7,6; MgO 3,6; Na-gO 9,4; 4,0; Ре,0з 0,1; SOj 0,3. ,
Берут стеклодетали изоляторов типа У-40 при следующих режимах термической обработки.
Режим 1 (известньш). Технологический процесс производства: воздухо- струйное охлаждение при закалке 4 мин + положительный температурный .удар 40 мин, 320°С + охлалодение на
1294773 2
200, 160 С, что соответственно обеспечивается продолжительностью возду- хоструйного охл.аждения 50, 60, 75, 100, 150 с, затем стеклянные изделия быстро (в течение 1-2 с )погружают в воду с температурой 100°С, после вы- яержки в горячей воде 60 с стеклянные детали погружают в холодную воду с температурой 20°С, где выдерживают 60 Cj, затем помещают в газовую среду с температурой с выдержкой 40 мин.
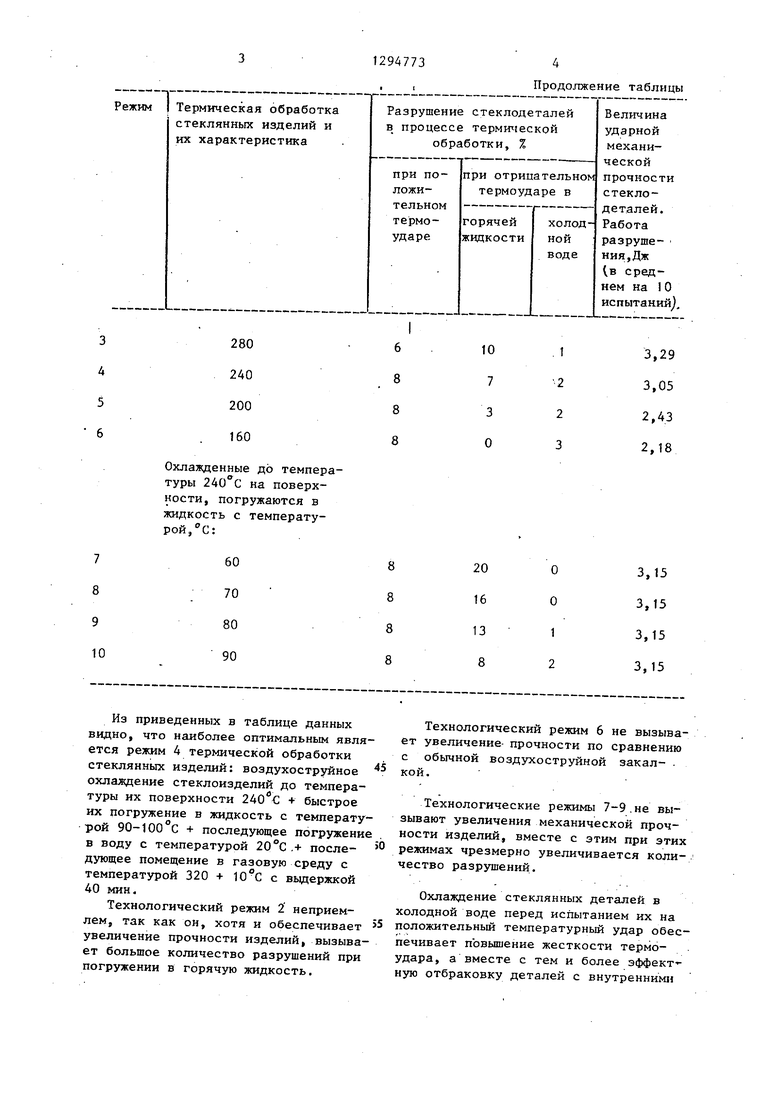
Режимы 7-10. Испытания проводят при воздухоструйном охлаждении стеклянных изделий до температуры их поверхности 240°С, продолжительности воздухоструйного охлаждения 75 с, пос10
15
20
ле чего изделия погружают в горячую воду с температурой 60, 70, 80, 9Q°C.
Изготовленные стеклодетали подвергают испытанию ЕЗз ударную механическую прочность при помощи ударного воздухе до температуры 160° 12 мин + 5 штока. Удару подвергают внутреннюю
160 ±10 С
+ термостатирование при 15 мин -ь отрицательный температурный удар путем погружения изделий в воду 20°С 4 мин.
Режимы 2-6. Воздухоструйное охлаждение при закалке до температуры на поверхности стекла 320, 280(, 140,
30
часть головки стеклодетали.
В процессе изготовления стеклянньш деталей отмечается также количество разрушений стеклодеталей на отдельных технологических операциях.
Результаты испытаний приведены в таблице.
Известный
1
Погружение в жидкость с температурой 100°С, охлажденных при воздухо- струйной закалке стекло- деталей до температуры,°С:
320
20
ле чего изделия погружают в горячую воду с температурой 60, 70, 80, 9Q°C.
часть головки стеклодетали.
В процессе изготовления стеклянньш деталей отмечается также количество разрушений стеклодеталей на отдельных технологических операциях.
Результаты испытаний приведены в таблице.
2,18
50
3,53
2806
2408
2008
1608
Охлажденные до температуры 240°С на поверхности, погружаются в жидкость с температурой,С:
Из приведенных в таблице данных видно, что наиболее оптимальным является режим 4 термической обработки стеклянных изделий: воздухоструйное охлаждение стеклоизделий до температуры их поверхности 240 € быстрое их погружение в жидкость с температурой 90-100 С + последующее погружение в воду с температурой 20 °С ,+ после- дующее помещение в газовую среду с температурой 320 + 10°С с вьщержкой 40 мин,
Технологический режим 2 неприемлем, так как он, хотя и обеспечивает увеличение прочности изделий, вызывает большое количество разрушений при погружении в горячую жидкость.
Продолжение таблицы
. 1
2
2
3
3,29 3,05 2,43 2,18
Технологический режим 6 не вызывает увеличение- прочности по сравнению с обычной воздухоструйной закал- . кой.
Технологические режимы 7-9.не вызывают увеличения механической прочности изделий, вместе с этим при этих режимах чрезмерно увеличивается количество разрушений.
Охлаждение стеклянных деталей в холодной воде перед испытанием их на положительный температурный удар обеспечивает повышение жесткости термоудара, а вместе с тем и более эффект - ную отбраковку деталей с внутренними
дефектами, обусловленными инородными включениями.
Так использование технологического режима 4 термической обработки стеклянных изделий позволяет повысить их ударную механическую прочность на 40% и увеличить отбраковку дефектных деталей до 17% вместо 7% по известному режиму, что приводит к значительному повьшению надежности службы закаленных стеклянных изделий, При этом производственный гщкл выпуска стекло- деталей сокращается с 75 мин до 45 мин (или на 60%), что приводит к сокращению энергетических затрат на производстве.
Редактор Н.Гунько
Составитель Т.Буклей
Техред Л. Олейник Корректор Л. Пилипенко .
553/24
Тираж 428Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д„ 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Формула изобретения
Способ отбраковки закаленных стеклянных изоляторов, включающий резкий нагрев и резкое охлаждение их, отличающийся тем, что, с целью повышения качества отбраковки и уменьшения энергетических затрат на нее, изоляторы после закалки с температурой 200-280 0 погружают в жидкость с температурой 90-100 0 к выдерживают не менее 60 Cj, а затем - в воду с температурой не вьппе 20 С и выдерживают не менее 60 с, после чего изделие помещают в газовую среду с температурой 310-330°С и выдерживают 40 мин.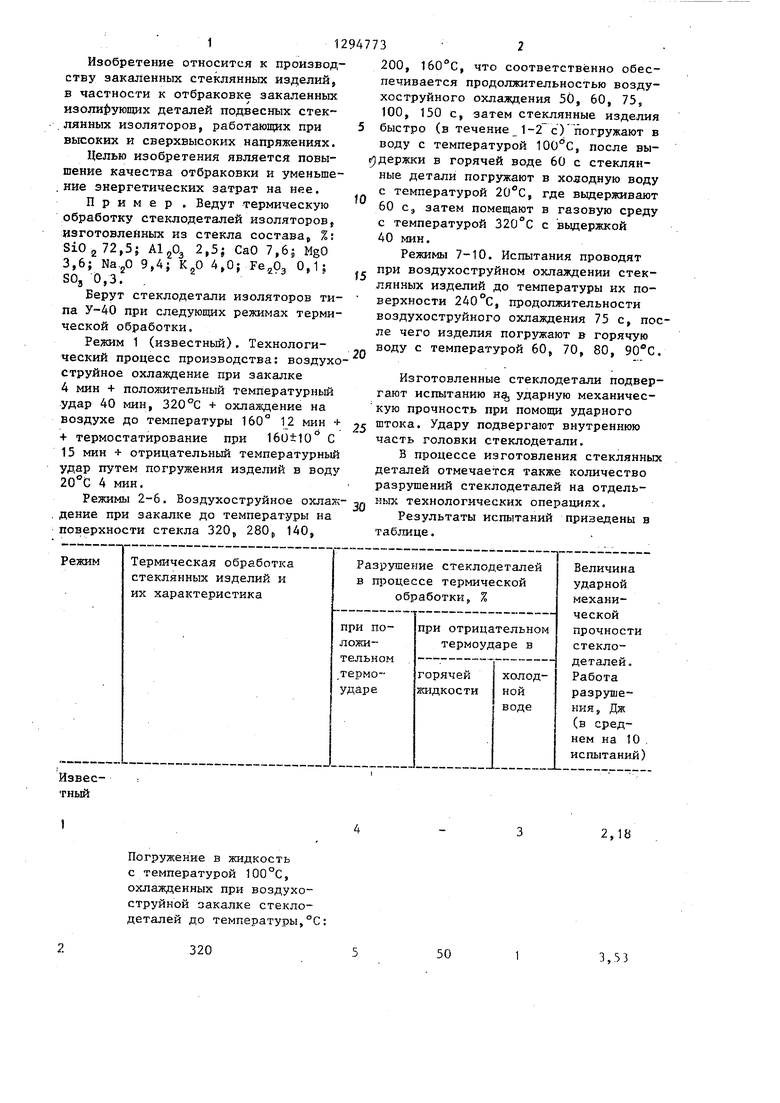
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля закаленных стеклянных изоляционных деталей высоковольтных изоляторов | 1986 |
|
SU1511768A1 |
| Способ закалки стекла | 1987 |
|
SU1525121A1 |
| Способ отбраковки закаленных стеклянных изоляторов | 1990 |
|
SU1761696A1 |
| ШТЫРЕВОЙ ИЗОЛЯТОР С КОНТРОЛЕМ ВНУТРЕННЕЙ ИЗОЛЯЦИИ | 2009 |
|
RU2408104C1 |
| Способ термического упрочнения стекла | 1986 |
|
SU1440876A1 |
| Способ закалки стеклянных изделий типа электрических изоляторов | 1990 |
|
SU1768532A1 |
| СИСТЕМА ПРОСЛЕЖИВАЕМОСТИ ПРОЦЕССА ИЗГОТОВЛЕНИЯ СТЕКЛОДЕТАЛЕЙ СТЕКЛЯННЫХ ЗАКАЛЕННЫХ ЭЛЕКТРИЧЕСКИХ ИЗОЛЯТОРОВ | 2019 |
|
RU2736523C1 |
| Ванны для упрочнения стеклоизделий | 1989 |
|
SU1608141A1 |
| Способ термической обработки закаленных стеклянных изделий | 1983 |
|
SU1231059A1 |
| Способ отбраковки дефектных подвесных высоковольтных изоляторов из закаленного стекла | 1986 |
|
SU1350614A1 |
Изобретение относится к стекольной промьштенности, преимущественно к производству изолирующих деталей подвесных высоковольтных изоляторов из закаленного стекла. Цель изобретения - повышение качества отбраковки и уменьшение энергетических затрат на нее. Закаленные изделия с температурой 200-280 с подвергают доохлаж- дению в жидкости с температурой 90- 100 с в течение не менее 6С с. Затем погружают в воду с температурой 20°С с выдерж1сой не менее 60 с. Конечная операция - положительный термоудар в воздушной среде при 310-330 С д течение 40 мин. 1 табл. с € ND СО 4 СО
| СПОСОБ ЗАКАЛКИ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 0 |
|
SU185022A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
