Изобретение относится к производству закаленных стеклянных изделий, в частности к производству закаленных изолирующих деталей подвесных высоковольтных стеклянных изоляторов.
Известный способ отбраковки закаленных стеклянных изоляторов включает резкий нагрев и резкое охлаждение их, причем изоляторы после закалки с температурой 200-280°С погружают в жидкость с температурой 90-100°С и выдерживают не менее 60 с, а затем в воду с температурой не выше 20°С и выдерживают не менее 60 с, после чего изделие помещают в газовую среду с температурой 310-330°С и выдерживают 40 минут.
Недостатком известного способа является недостаточная эффективность отбраковки, выражающаяся в попадании в эксплуатацию дефектных изоляторов.
Целью изобретения является повышение механической прочности изоляторов с сокращением процесса термической обработки.
Поставленная цель достигается тем, что в способе отбраковки стеклянных изоляторов, включающем охлаждение в воде и выдержку в газовой среде с температурой
более 300°С, согласно изобретению изоляторы после закалки с температурой 120- 190°С охлаждают в воде с температурой не выше 35°С, а выдержку в газовой среде с температурой 350-430°С ведут в течение 10-30 минут.
Заявленный способ отличается от прототипа тем, что изоляторы охлаждают при закалке до температуры 120-190°С, а в прототипе - до 200-280°С, что дает возможность погружать детали сразу в холодную воду с температурой не выше 35°С. В прототипе же изоляторы сначала погружают в жидкость с температурой 90-100°С, где выдерживают не менее 60 с, а затем в воду с температурой не выше 20°С, где выдерживают не менее 60 с.
Кроме того, температура газовой среды в заявленном способе 350-430°С и время выдержки в этих условиях 10-30 мин, а в прототипе - температура газовой среды 310-330°С и время выдержки 40 мин. Таким образом, заявленный способ отбраковки закаленных стеклянных изоляторов соответствуют критерию новизна. При сравнении заявляемого решения не только с прототипом, но и с другими известными техническими решениями не обнаружены решения,
сл
с
VJ о
сь ю
Os
обладающие сходными признаками. Это позволяет сделать вывод о соответствии технического решения критерию существенные отличия.
Предлагаемый способ отбраковки закаленных стеклянных изоляторов реализован следующим образом.
Проводят отбраковку закаленных деталей подвесных высоковольтных изоляторов ПС 210 В. Для этого после закалки, с различных позиций закалочной машины (автомата закалки АЗИ-20) снимают закаленные изоляционные детали и помещают в воду на доохлаждение. Температура изоляционной детали уменьшалась по мере приближения к последней позиции, Температура воды не превышала 35°С, время нахождения изоляционных деталей в воде было не меньше 60 с.
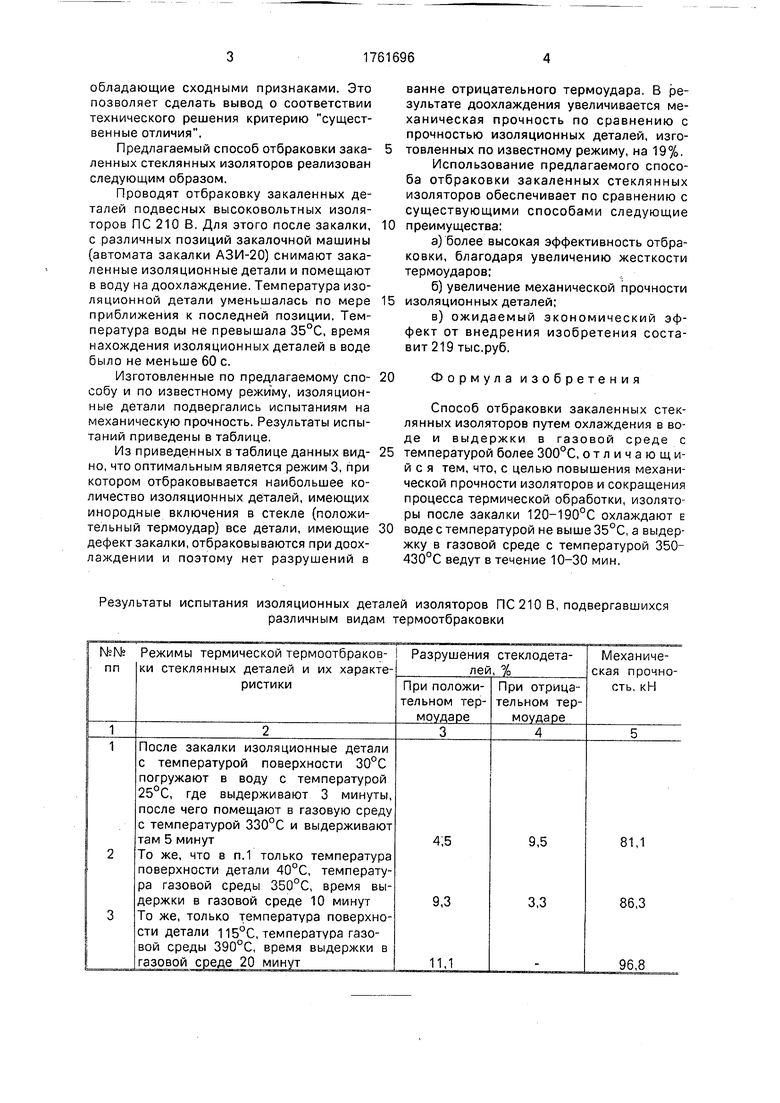
Изготовленные по предлагаемому способу и по известному режиму, изоляционные детали подвергались испытаниям на механическую прочность. Результаты испытаний приведены в таблице.
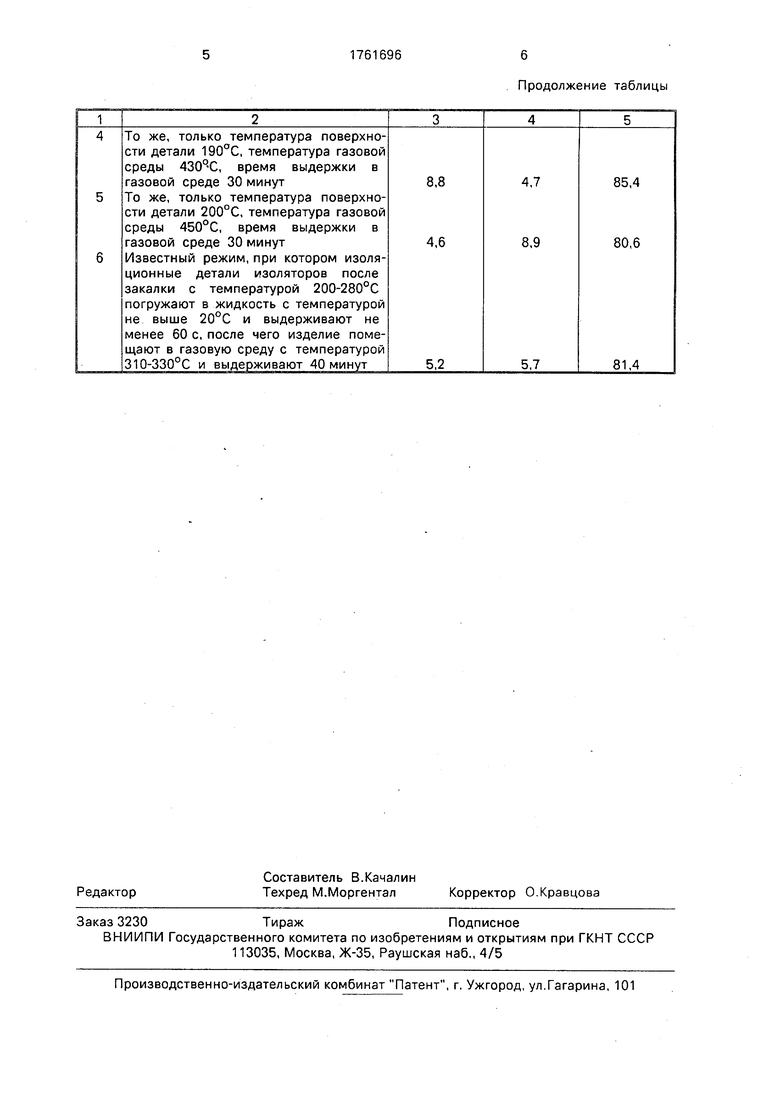
Из приведенных в таблице данных видно, что оптимальным является режим 3, при котором отбраковывается наибольшее количество изоляционных деталей, имеющих инородные включения в стекле (положительный термоудар) все детали, имеющие дефект закалки, отбраковываются при доох- лаждении и поэтому нет разрушений в
ванне отрицательного термоудара. В результате доохлаждения увеличивается механическая прочность по сравнению с прочностью изоляционных деталей, изготовленных по известному режиму, на 19%. Использование предлагаемого способа отбраковки закаленных стеклянных изоляторов обеспечивает по сравнению с существующими способами следующие
преимущества:
а)более высокая эффективность отбраковки, благодаря увеличению жесткости термоударов;
б)увеличение механической прочности изоляционных деталей;
в)ожидаемый экономический эффект от внедрения изобретения составит 219 тыс.руб.
20
Формула изобретения
Способ отбраковки закаленных стеклянных изоляторов путем охлаждения в воде и выдержки в газовой среде с температурой более 300°С, отличающийся тем, что, с целью повышения механической прочности изоляторов и сокращения процесса термической обработки, изоляторы после закалки 120-190°С охлаждают е воде с температурой не выше 35°С, а выдержку в газовой среде с температурой 350- 430°С ведут в течение 10-30 мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отбраковки закаленных стеклянных изоляторов | 1985 |
|
SU1294773A1 |
| Способ контроля закаленных стеклянных изоляционных деталей высоковольтных изоляторов | 1986 |
|
SU1511768A1 |
| Способ закалки стеклянных изделий типа электрических изоляторов | 1990 |
|
SU1768532A1 |
| ШТЫРЕВОЙ ИЗОЛЯТОР С КОНТРОЛЕМ ВНУТРЕННЕЙ ИЗОЛЯЦИИ | 2009 |
|
RU2408104C1 |
| Способ закалки стеклянных высоковольтных изоляторов | 1986 |
|
SU1388390A1 |
| ВЫСОКОВОЛЬТНЫЙ ПОДВЕСНОЙ ИЗОЛЯТОР | 2006 |
|
RU2297056C1 |
| Способ закалки стекла | 1987 |
|
SU1525121A1 |
| ВЫСОКОВОЛЬТНЫЙ ШТЫРЕВОЙ ИЗОЛЯТОР | 2005 |
|
RU2293388C1 |
| Способ термической обработки закаленных стеклянных изделий | 1983 |
|
SU1231059A1 |
| ШТЫРЕВОЙ КРЕМНИЙОРГАНИЧЕСКИЙ ИЗОЛЯТОР И СПОСОБ ЕГО КРЕПЛЕНИЯ НА ТРАВЕРСУ | 2006 |
|
RU2323495C1 |
Сущность изобретения: изоляторы после закалки с температурой 120-190°С охлаждают в воде с температурой не выше 35°С, а выдержку в газовой среде с температурой 350-430°С ведут в течение 10- 30 мин. 1 табл.
Результаты испытания изоляционных деталей изоляторов ПС 210 В, подвергавшихся
различным видам термоотбраковки
Продолжение таблицы
| Способ отбраковки закаленных стеклянных изоляторов | 1985 |
|
SU1294773A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
