Известные способы прессования прутков и профилей из прочных алюми иевых сплавов на горизонтальных прессах не позволяют получать высокие скорости истечения и приводят к образованию трещин на поверхности изделий.
Описываемый способ прессования прочных алюминиевых сплавов и других малопластичных металлов и сплаво-з позволяет получать высокие скорости истечения без образования трещин. Достигается это благодаря применению матрицы с двумя поясками - входным и калибрующим, между которыми раслоложена полость подпора, заполненная свинцом, графитом или другим веществом, обладающим смазывающими свойствами.
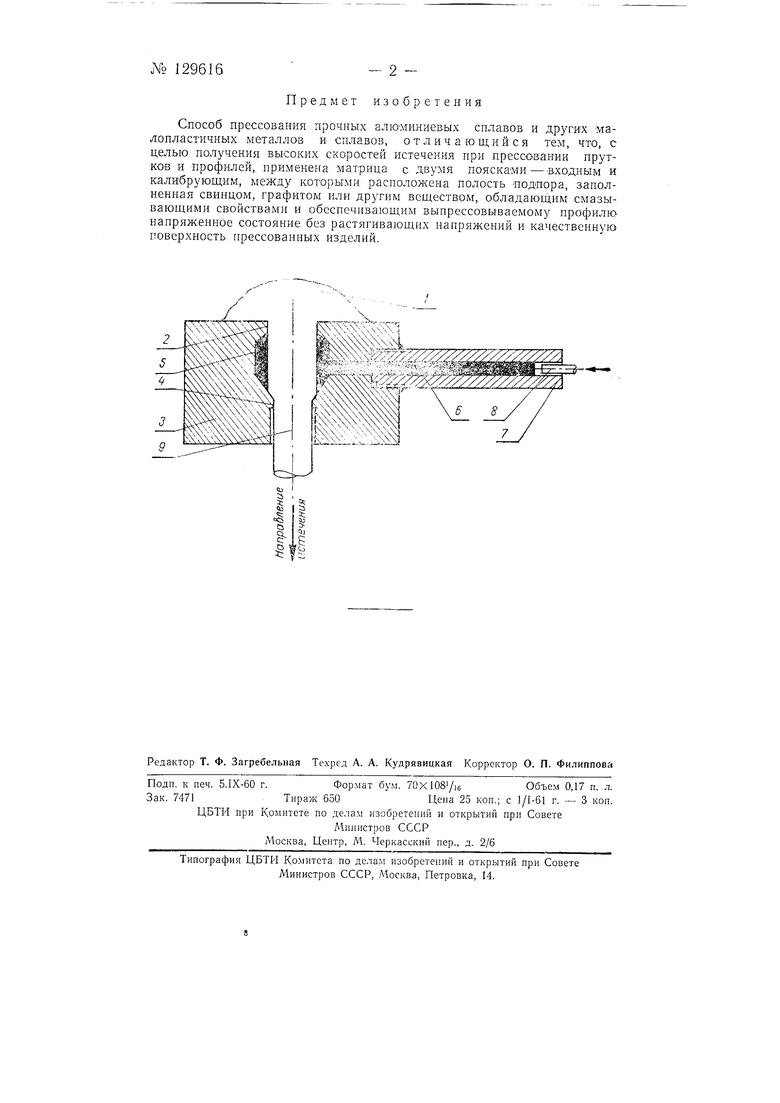
На чертеже изображена схема прессования.
Прессуемый слиток 1 проходит первый входной поясок 2 матрицы 3, который по сечению больше второго калибрующего пояска 4. Между поясками 2 и 4 раеположена полость 5 подпора, заполняющаяся веществом со смазывающими свойствами, например свинцом 6.
Давление в контейнере 7 подпора, создаваемое пресс-штемпелем 8 подпора, рассчитывается из условия сохранения цилиндричности прутка 9 или прямолинейности профиля в зоне подпора в период прессования. Если это давление будет мало, то смазывающее вещество выдавится из полости подпора, а если велико, то преесуемые изделия будут пережиматься и отрываться.
Угол входа в калибрующий поясок матриц должен быть в пределах 20-30°.
Таким образом, благодаря наличию полости подпора в матр1ще изделия при прессовании по выходе из первого пояска имеют структуру напряжеиного соетояния, при которой исключается образование трещин яа поверхности изделий.
Предмет изобретения
Способ прессования прочных алюминиевых сплавов и других малопластичных металлов и сплавов, отличающийся тем, что, с целью получения высоких скоростей истечения при прессовании прутков и профилей, применена матрица с двумя поясками-входным и калибрующим, между которыми расположена полость подпора, заполненная свинцом, графитом или другим веществом, обладающим смазывающими свойствами и обеспечивающим выпрессовываемому профилю напряженное состояние без растягивающих напряжений и качественную поверхность прессованных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ МАТЕРИАЛОВ С МАЛОЙ ТЕХНОЛОГИЧЕСКОЙ ПЛАСТИЧНОСТЬЮ | 2018 |
|
RU2697306C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2562594C2 |
| СПОСОБ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2003 |
|
RU2255823C1 |
| Матрица для выдавливания | 1991 |
|
SU1810158A1 |
| Устройство для бесслитковой прокатки и прессования металла | 2019 |
|
RU2724758C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2011 |
|
RU2457914C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ КАТАНКИ | 2012 |
|
RU2487777C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2006 |
|
RU2352417C2 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ | 1971 |
|
SU308787A1 |
| Матрица для прессования | 1960 |
|
SU145197A1 |