Известно применение для гибки как обычных, так и роликовых штампов. Однако применение этих штампов в указанных целях не исключает повреждения поверхности изгибаемых деталей, особенно биметаллических, например алюминиево-стальных, вследствие трения при скольжении (в обычном пгтампе) пли смятия при качении (в роликовом штампе).
При.менение для этих пелей описываемого штампа устраняет этот недостаток. Это достигается тем, что поворотные опоры гибочного штампа выполнены в виде собранных в обойме двух параллельных снабженных лысками эксцентриковых валиков, которые эксцентриками опираются па выступы корпуса штампа, а оси вращения валиков в обойме совпадают с центрами радиусов дуг, описываемых отгибаемыми краями. Таким образом, отбортовка при гибко производится без скольжения и перекатывания.
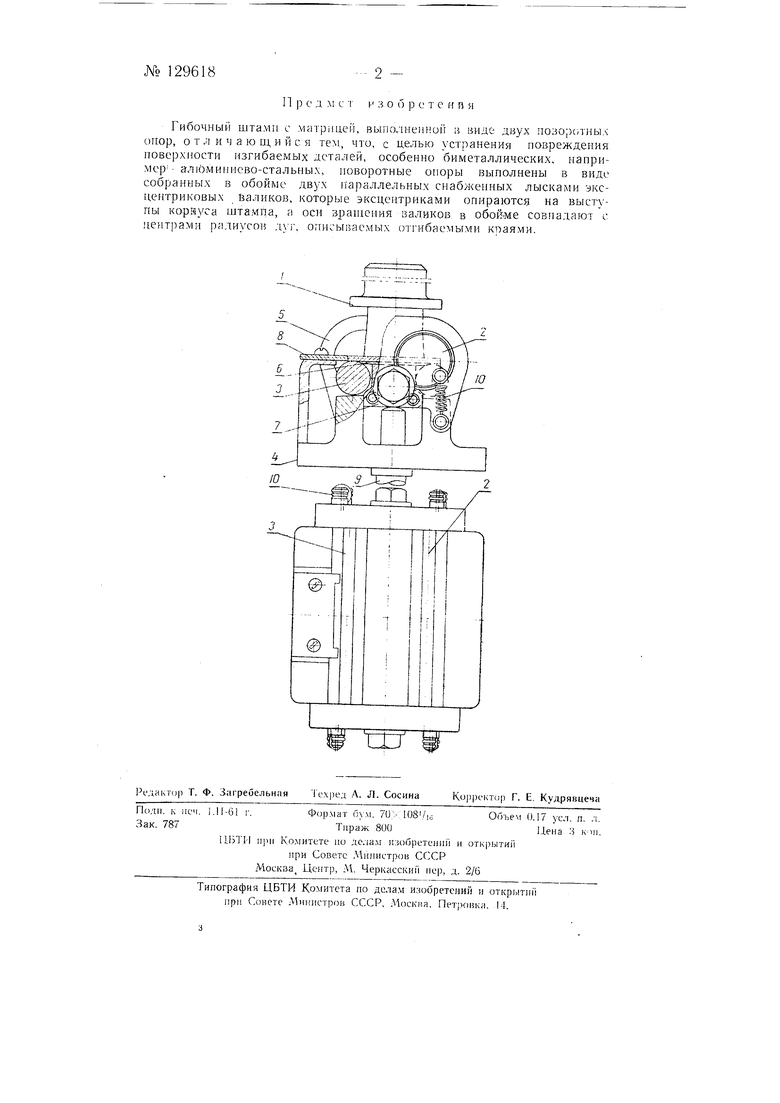
На чертеже изображен предлагаемый гибочный ппамп с частичным разрезом в двух проекциях.
Штамп состоит из пуапсона/, матрицы в виде двух эксцентриковых валиков 2 и 3, снабженных .тысками, и основания 4. Валики 2 и 3 своими эк:;нентриками собраны в обойме 5. Заготовка 6 укладывается на лыски эксцентриковых валиков и призму 7 до соприкосиовения с упором 8. Прп изгибе заготовки эксцентриковые :5алики 2 i 3 поворачиваются, причем оси врап1ения вал1Пчои в обойме Л совпадают с центрами радиусов дут, описываемых отгибаемыми краями, а заготовка опускается. Плоские участки заготовки при этом 1 аходятся в постоянном контакте с плоскими участками эскцснтриковых валиков, чти сводит к минимуму напряжения смятия, а скольжение между за1готов.кой и эксцентриковыми валиками ирактически отсутствует. Эти оба обстоятелЕ ства обеспечивают полную сохранность внешней поверхности з; готОЖИ, например алюминиево-стальной, при гибке.
Подвижный блок с изогнутой заготовкой возвранцштся н исходное положение выталкивателем 9, а эксцентриковые палики поворачиваются пружинами W.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления буртовых вкладышей из наклепанной сталеалюминиевой полосы | 1958 |
|
SU122372A1 |
| Штамп для гибки | 1979 |
|
SU837462A1 |
| Прибор для чеканки | 1927 |
|
SU31857A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ КОЛЛЕКТОРНЫХ БЛОКОВ | 2008 |
|
RU2366529C1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ТРУБЫ И ПРЕССУЮЩИЙ ШТАМП, ИСПОЛЬЗУЕМЫЙ ПРИ ДАННОМ СПОСОБЕ | 2015 |
|
RU2663674C1 |
| ГИБОЧНОЕ УСТРОЙСТВО | 1992 |
|
RU2067509C1 |
| ШТАМП ДЛЯ ФОРМИРОВАНИЯ УШКОВ ПРУЖИН РАСТЯЖЕНИЯ | 1966 |
|
SU216604A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1992 |
|
RU2050216C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ, ПОВОРОТНО-ГИБОЧНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ И МАНИПУЛЯТОР ЛИСТОВ К ГИБОЧНОМУ ПРЕССУ | 1993 |
|
RU2110349C1 |