11296246
Изобретение относится к металлургии и может быть использовано при прокатке полосового металла.
Цель изобретения - увеличение вытяжки полосы путем оптимизации натяжения на участках между очагами деформации при прокатке в трех очагах деформации, в крайних из которых полосу подвергают прокатке-волочению.
На чертеже изображена схема прокатки.
Предлагаемый способ осуществляетс в трех очагах деформации.
В первом по ходу прокатки очаге деформации полоса 1 прокатывается способом прокатка-волочение (ПВ) между центральным рабочим валком 2 и периферийным рабочим валком 3, во втором очаге деформации полоса прокатывается несимметричным способом между центральным рабочим валком 2 и периферийным рабочим валком 4. В третьем очаге деформации прокатку осуществляют способом ПВ между центральным рабочим валком 2 и периферийным рабочим валком 5. Периферийные рабочие валки 3, 4 и 5 охватывают бочку центрального рабочего валка 2 по окружности. В первом очаге деформации при прокатке способом ПВ большую окружную, скорость имеет центральный рабочий валок 2 (ведущий), а меньшую окружную скорость периферийный рабочий валок 3 (ведомый).
На ведущем центральном рабочем , валке 2 с большей окружной скоростью существует только зона отставания и критический угол , О, а на ведо мом периферийном рабочем валке 3 с . меньшей окружной скоростью - только зона опережения и критический угол У|, oig, . Отношение скоростей рабочих валков равно вытяжке полосы в первом очаге деформации , Л, а переднее натяжение определяется из условия энергетического баланса процесса прокатки
G,, 1,15бд, 1п, +GO,, (1)
гдебдрСз,,,- удельное заднее и переднее натяжение для первого очаг деформации:
Л, - вытяжка полосы в первом очаге деформации;
Gg, - сопротивление деформации в первом очаге деформации
Откуда вытяжка полосы равна
G,,-GO,
Л,
1,156
5 . (2)
натурального логде е - основание гарифма.
Как следует из выражения (2), вытяжка полосы в первом очаге деформации при использовании процесса ПВ определяется разностью натяжения переднего и заднего концов полосы. При 6,, Сд, и GO, О максимальная величина вытяжки будет равна 2,4.
При прокатке несимметричным способом во втором очаге деформации большую окружную скорость имеет периферийный рабочий валок 4, а меньшую окружную скорость - центральный рабочий валок 2. При прокатке несимметричным способом на обоих рабочих валках существуют зона опережения и - зона отставания. На валке 4 с большей окружной скоростью критический угол 47 меньше критического угла на валке с меньшей окружной скоростью у,, . В этом случае переднее и заднее удельные натяжения связаны между собой зависимостью, определяемой из закона сохранения энергии
30
а„.,,,5й,,ь,..
1 +
35
40
45
где G
V.
бя
50
S2
2
1Е,.
55
сопротивление металла деформации во втором очаге; коэффициент вытяжки полосы во втором проходе; удельная сила трения во втором проходе; толщина полосы после второго очага деформации; длина второго очага деформации;
скорость полосы в плоскости выхода из второго очага деформации5 большая и меньшая окружная скорость рабочего валка во втором очаге деформации ;
коэффициент рассогласования скоростей рабочих валков во втором проходе
(KV
-Yii) V
При прокатке переднее удельное натяжение в первом очаге деформации
равно заднему удельному натяжению во втором очаге деформации ( о ,, Из анализа выражения (З) следует, что при значительном заднем удельнатяжении
(
ог
) для умень- 5
).
шения переднего удельного натяжения во втором очаге деформации необходимо уменьшать рассогласование скоростей рабочих валков 2 и 4. Для второго очага деформации рассогласование скоростей валков изменяется от единицы до величины, равной сумме единицы и одной третьей от величины вытяжки полосы в проходе.
Снижение удельного переднего натяжения во втором очаге деформации позволяет увеличить вытяжку полосы в третьем очаге деформации.
В третьем по ходу прокатки очаге деформации при прокатке способом ПВ большую окружную скорость имеет периферийный рабочий валок 5 (ведущий), а меньшую окружную скорость - центральный рабочий валок 2, На ведущем валке с большей окружной скоростью критический угол V,, О, а на ведомом валке с меньшей окружной скоростью критический угол равен oipj. Рассогласование скоростей рабочих валков равно вытяжке полосы в третьем проходе Ку Vg /Vg а переднее натяжение определяется энергобаланса.процесса прокатки
3
из
б„ 1,15С„ fo-Aj +G,
03
(А)
де
о
удельное заднее и переднее натяжение для третьего очага деформации ;
вытяжка полосы в третьем очаге деформации; сопротивление деформации в третьем очаге деформации.
Вытяжка полосы в третьем очаге де ормации определяется из соотношеия (4)
«3
п ч -
53
Qi3 Go3
1И5бдз
е ,
(5)
где е - основание натурального логарифма .
5
962464
Удельное переднее натяжение пос- . ле второго очага деформации равно удельному заднему натяжению для -третьего очага деформации (Сз. oi) Если удельное натяжение б.
W
15
20
25
30
- 2
О(,5 О, а после третьего очага деформации G,.j Gg , то максимальная вытяжка полосы в трех очагах деформации определяется вытяжкой полосы в каждом из очагов деформации и равна их произведению.
Для устранения проскальзывания полосы относительно бочки центрального рабочего валка 2 на межочаговых участках прокатку ведут таким образом, , что полоса контактирует с валками 2 и 3 только в первом очаге деформации, с валками 2 и 4 только во втором очаге деформации, а с валками 2 и 5 только в третьем очаге деформации. Благодаря этому полоса, охватывая бочку центрального рабочего валка, на межочаговых промежутках не контактирует с поверхностью центрального рабочего валка.
Технико-экономические преимущества изобретения заключаются в увеличении вытяжки металла за проход.
Формула изобретения
35
40
Способ прокатки металлической полосы, включающий обжатие между центральным рабочим и расположенными вокруг него периферийными рабочими валками, с натяжением свободных концов полосы и в очагах деформации, с рассогласованием окружных скоростей валков, отличающийся тем, что, с целью увеличения вытяжки полосы путем оптимизации натяжения на участках между очагами деформации при прокатке в трех очагах де- 1C формации, в крайних из которых полос подвергают прокатке-волочению, рассогласование окружных скоростей валков в среднем очаге деформации устанавливают в пределах от единицы
до 1 + где - коэффициент вытяжки в этом очаге деформации.
50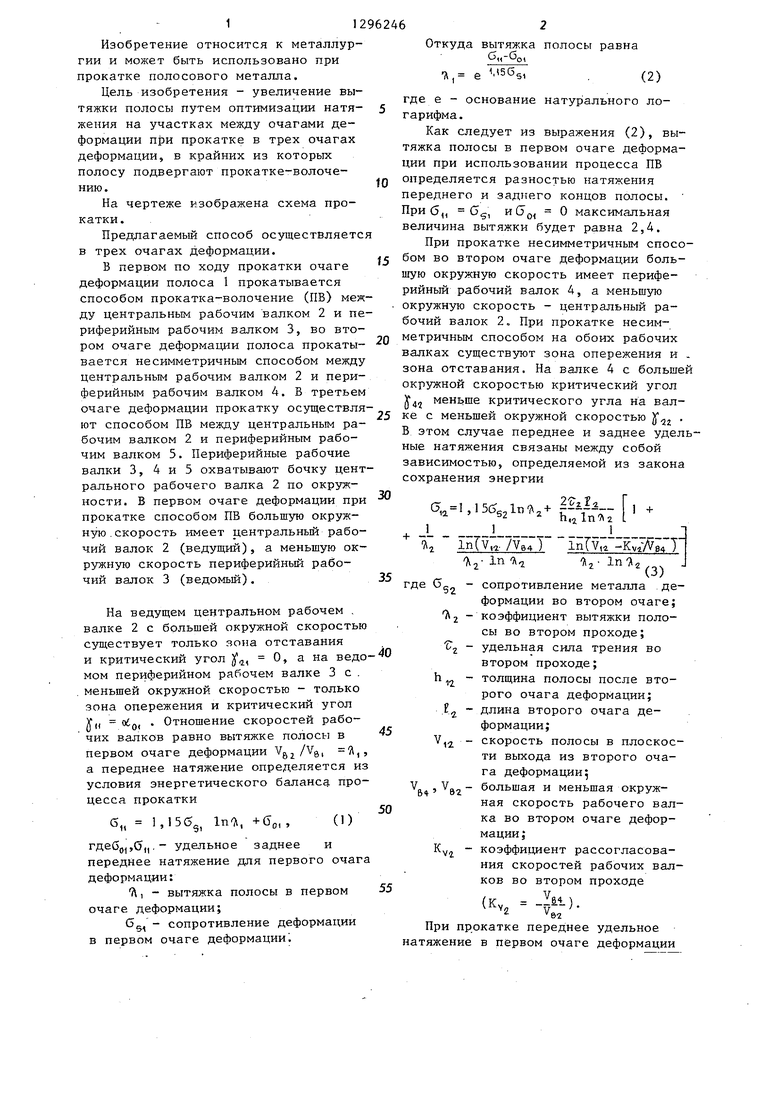
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2544728C2 |
| Способ прокатки металлической полосы | 1978 |
|
SU740314A1 |
| Способ прокатки шероховатыхпОлОС | 1979 |
|
SU831229A1 |
| Способ прокатки металлической полосы | 1989 |
|
SU1839118A1 |
| Способ прокатки полос | 1989 |
|
SU1690868A1 |
| Способ холодной прокатки полос из жаропрочных и коррозионностойких сталей | 1983 |
|
SU1093368A1 |
| Устройство автоматического поддержания процесса прокатка-волочение в области его существования | 1979 |
|
SU899177A1 |
| Способ деформации полосы и прокатный стан для его осуществления | 1988 |
|
SU1600871A1 |
| Способ прокатки листов | 1980 |
|
SU874236A1 |
| Устройство автоматического поиска и поддержания процесса прокатки полосы в области прокатка-волочение | 1979 |
|
SU961809A1 |
Изобретение относится к области металлургии и может быть использовано при холодной прокатке полосового металла. Цель изобретения - увеличение вытяжки полосы путем оптимизации натяжения на участках между очагами деформации при прокатке в трех очагах деформации, в крайних из которых полосу подвергают прокатке-волочению (ПВ). Для этого регламентируют рассогласование окружных скоростей валков в среднем очаге деформации, обеспечивая в этом очаге высокое заднее и низкое переднее натяжение. При этих условиях процесс ПВ в крайних очагах деформации протекает с максимально возможной вытяжкой и общая вытяжка в трех очагах деформации также максимальна. 1 ил. § (Л
Редактор В.Ковтун
Составитель И.Скоробогатский
Техред В.Кадар Корректор н.Король
Заказ 701/12 Тираж А81 . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Целиков А.И | |||
| и др | |||
| Современное развитие прокатных станов | |||
| М.: Металлургия, 1972, с | |||
| Способ нагрева эквипотенциального катода в электронных вакуумных реле | 1921 |
|
SU266A1 |
| Способ прокатки металлической полосы | 1978 |
|
SU740314A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
