(54)СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки металлической полосы | 1984 |
|
SU1296246A1 |
| Способ прокатки полос | 1989 |
|
SU1690868A1 |
| Способ прокатки шероховатыхпОлОС | 1979 |
|
SU831229A1 |
| Способ прокатки полос и стан для прокатки полос | 1985 |
|
SU1321491A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2544728C2 |
| Способ холодной прокатки полос из жаропрочных и коррозионностойких сталей | 1983 |
|
SU1093368A1 |
| Устройство для автоматического регу-лиРОВАНия ТОлщиНы пОлОСы HA СТАНЕХОлОдНОй пРОКАТКи-ВОлОчЕНия бЕзОХВАТА ВАлКОВ пОлОСОй | 1979 |
|
SU801922A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2596566C1 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2012 |
|
RU2499641C1 |
| Способ неприрывной прокатки и стандля ЕгО ОСущЕСТВлЕНия | 1976 |
|
SU687668A1 |
1
Изобретение относится к прокатному производству и может быть использовано на заводах черной и цветной металлургии, производящих металлические листы и ленты.
Известен способ прокатки металлической полосы преимущественно в холодном состоянии с натяжением свободных концов полосы, деформируемой 10 между тремя рабочими валками, последовательно контактирующими один с другим через прокатываемую полосу и образующими два очага деформации, каждый из которых образован проме- 5 жуточным рабочим валком и одним из крайних рабочих валков, при котором упомянутые три рабочих валка вращают с различными окружными скоростями, возрастающими по ходу прокат ки. Ра- 20 бочие валки, образующие очаг деформации, вращают в противоположных направлениях, а отношение окружных скоростей рабочих валков во втором по ходу прокатки очаге деформации 25 поддерживают равным коэффициенту вытяжки полосы в данном очаге деформации и обеспечивают равенство скорости выходящего из этого (второго) очага деформации переднего конца . зо
полосы и окружной скорости последнего по ходу прокатки рабочего вап-ка Щ и t2l .
В известном способе описанные кинематические условия процесса, называемого прокатка-волочение, соблюдаются не только во втором (по ходу прокатки), но и в первом очаге деформации.
Однако использование способа прокатки-волочения (ПВ) в обоих очагах деформации накладывает определенные ограничения на суммарную вытяжку полосы, реализуемую в двух очагах деформации. Как известно, натяжения на границах очагов деформации при ПВ определяются по выражениям 2 :
6,4/56,enV6 , (1)
VV56,enA.6,. (2) где 5f,,,6,- удельное заднее и передoнее натяжения для первого очага деформации;
02;6,f то же, для второго очага деформации
б - сопротивление деформации металла полосы (для простоты понимания в формулах не учитывается упрочнение металла) ,
1 4 ВЫТЯЖКИ полосы в первом и втором очагах деформации.
Прахтнчгески расстояние между первым и вторьм очагами деформации мал ;(окоя:о 180), силы трения на дуге охвата полосой промежуточного рабочего валка незначительны, удельные .натяжения d;,jj и cS поэтому равны и 3йписываготся
(3)
.
01
П
.-откуда Йлг- ол
А,е
И)
1
5в
где Л суммарная вытяжка в обоих очагах деформации, - основание натурального логарифма.
.Как следует из выражения (4 ), суммарная вытяжка прИ использовании процесса ПВ одновременно в двух очагах деформации определяется разностью натяжений свободных концов полосы. При(б 5 of О суммарная вытяжка максимальна и равна 2,48, Обьачно переднее натяжение на моталках и между клетями не превышает 0,5 dg. При этом согласно выражению (4) вытяжка при осуществлении процесса ПВ в обоих очагах.деформации.
« ОЛ О равна
6° 1,57.Суммарная вытяжка в двух очагах деформации определяется вытяжкой в , каждом из очагов деформации и равна их произведению. Чем больше вытяжка в первом очаге деформации, тем больше удельное переднее натяжение полосы в первом очаге деформации и тем меньше вытяжка полосы во втором очага деформации, исходя из уравнения (2) .
Таким образом, при использовании процесса ПВ в обоих очагах де.формации нельзя в каждом из очагов деформации реализовать з начительную вынапример Ag
2 и обеспетяжку,
чить при этом значительную производительность стана.
Целью изобретения является такое усовершенствование известного способа, которое обеспечивает увеличение вытяжки за проход и снижение переднего натяжения.
Цель .достигается тем, что отношение окружных скоростей валков в первом по ходу прокатки очаге деформации поддерживают меньше вытяжки полосы в данном очаге деформации.
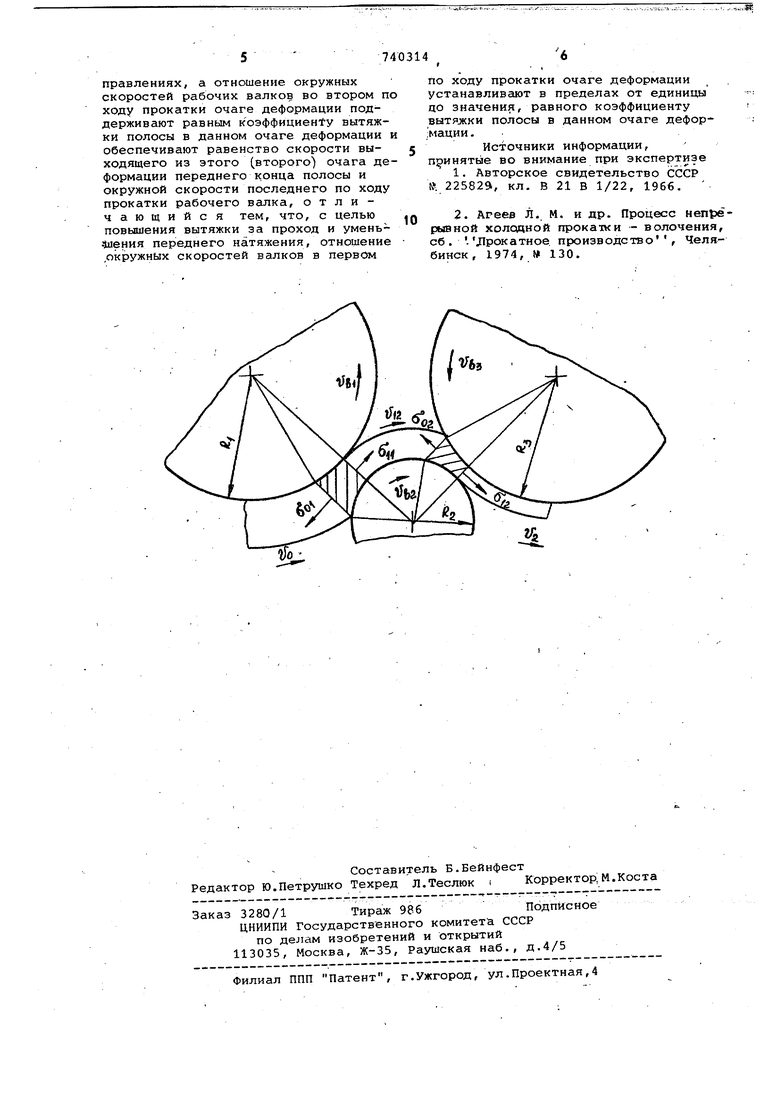
На чертеже показана схема реали&ации способа.
В том случае, когда скорость полосы, выходящей из первого очага деформации, равна окружной скорости промежуточного валка, а отношение окружных скоростей меньше вытяжки полосы, натяжения на границах первого очага деформации связаны между
740314
собой следующим выражением, вытекающим из закона сохранения энергии
-2.,
где R - радиус валков ( R , h - толщина полосы после первого очага деформации, С - удельная сила трения -в первом очаге деформации на контакте полосы с валками/ .отношение окружных скоростей,
вaлкoв(Kvl Ve-г/VвO Как показывает анализ выражения (s), уменьшение отношения окружных скоростей валков в первом очаге деформации приводит к снижению переднего натяжения-первого очага деформации. Переднее натяжение может быть снижено до нуля.
Возможность снижения переднего натяжения в первом очаге деформации создает благоприятные условия для увеличения вытяжки полосы во втором очаге деформации. Так, например, если натяжение после первого очага деформации равно нулю, а после второго
очага деформации оно равно (3 , то вытяжка полосы во втором очаге деформации равна 2,4 . Вытяжка в перво очаге деформации определяется только допустимой нагрузкой на валки и, как показывают расчеты, она может быть равна двум и более. Таким образом, при использовании описанных приемов можно значительно увеличить суммарную вытяжку за проход в двух очагах деформации.
Использование данного способа дает возможность увеличить производительность в 1,5 раза за счет увеличения деформации за проход в клетиJ прокатывать полосы большой ширины из высокопрочных материалов; снизить минимально возможную толщину прокатываемых полос и повысить устойчивость процесса прокатки за счет снижения нтяжений на моталках и вероятности обрыва полос..
Формула изобретения
Способ прокатки металлической полосы преимущественно в холодном состоянии с натяжением свободных концов полосы, деформируемой между тремя рабочими валками, последовательно контактирующими один с другим через прокатываемую полосу и образующими два очага деформации, каждый из которых образован промежуточным рабочим валком и одним из крайних : рабочих валков, при котором упомянутые три рабочих валка вращают с различными окружными скоростями, возрастающими по ходу прокатки. Рабочие валки, образующие очаг деформа-. дии, вращают в противоположных направлениях, а отношение окружных скоростей рабочих валков во втором по ходу прокатки очаге деформации поддерживают равным коэффициен у вытяжки полосы в данном очаге деформации и обеспечивают равенство скорости выходящего из этого (второго) очага деформации переднего конца полосы и окружной скорости последнего по ходу прокатки рабочего валка, отличающийся тем, что, с целью повышения вытяжки за проход и уменьЗиения переднего натяжения, отношение .окружных скоростей валков в первом
по ходу прокатки очаге деформации устанавливают в пределах от единицы до значения, равного коэффициенту вытяжки полосы в данном очаге деформации.
Источники информации, принятые во внимание при экспертизе
