(54) СПОСОБ ПРОКАТКИ ШСТОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства холоднокатаных полос | 1983 |
|
SU1093369A1 |
| Способ непрерывной прокатки полос | 1980 |
|
SU1044348A1 |
| Способ холодной прокатки полос | 1983 |
|
SU1090465A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2013 |
|
RU2534696C1 |
| Способ получения листов для офсетнойпЕчАТи | 1979 |
|
SU835536A1 |
| СПОСОБ ДРЕССИРОВКИ СТАЛЬНЫХ ГОРЯЧЕКАТАНЫХ ПОЛОС | 2012 |
|
RU2492006C1 |
| СПОСОБ ДРЕССИРОВКИ ОТОЖЖЕННОЙ СТАЛЬНОЙ ПОЛОСЫ | 2011 |
|
RU2464115C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСКРЕМНИСТОЙ ЛИСТОВОЙ ДИНАМНОЙ СТАЛИ | 2013 |
|
RU2535840C1 |
| Способ производства листов | 1984 |
|
SU1255224A1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2013 |
|
RU2535841C1 |
I
Изобретение относится к прокатному производству и может быть использовано при изготовлении холоднокатаных листов для офсетной печати.
Известен способ производства листов для офсетной печати, заключающийся в холодной прокатке, отжиге и дрессировке, причем дрессировку осуществляют многократно с за,цанными величинами шероховатости валков. При таком способе производства вследствие различного распределения вытяжек по ширине полосы не обеспечивается требуемая планшетноеть листов, а многократная дрессировка снижает производительность работы оборудования, требует подготовки большого парка валков с различной шероховатостью поверхности 1 .
Известен способ производства холоднокатаньк листов, включающий прокатку горячекатаной полосы в непрерывном четырехклетевом стане с натяжением и подачей смазочно-охлаждающей жидкости на полосу, отжиг рулонов и дрессировку Г2.
Наиболее близким по технической сущности к -предлагаемому является способ холодной прокатки полос в клети с валками, вращающимися с различными регулируемыми скоростями и при различных удельных переднем и заднем натяжениях полосы. Применяемые при этом способе прокатки ве10личины рассогласования окружных скоростей валков 1,04-1,10 и соотношение удельных натяжений (J,, (-frQ + V Предназначены для выравнивания моментов прокатки меж15ду валками З,
Однако такие соотношения параметров не обеспечивают снижения усилия прокатки и получения листов с
20 высокой планшетностью. Кроме того, известный способ не применим при прокатке на непрерывном стане, так как при указанных соотношениях величины натяжении в последних клетях превысят прочность полосы.
Эти способы не обеспечивают заданный уровень трвбований к качеству поверхности и планшетности листов . .
Цель изобретения - повьшение качества поверхности и улучшение планшетности листов.
Указанная цель достигается тем, что согласно способу прокатки листов для офсетной печати в линии непрерывного стана холодной прокатки с межклетевыми натяжениями прокатку проводят с рассогласованием скоростей рабочих валков в части клетей линии, при этом количество этих клетей принимают посредством последовательного чередования через клет-ь, начиная с последней по ходу прокатки, а рассогласование скоростей рабочих валков и величину межклетевых натяжений устанавливают по следующей зависимости:
Ь
1+(0,,24)Х
а
и. соотношению
л
1,2-2,8 ,
GO
где V/I, Мг) окружные скорости верхнего и нижнего рабочих валков в клети; Л - вел1-1чина относительной вытягчки полосы; переднее и заднее удельные натяже1шя полосы в клети.
При V-1/VQ 1+0,24 X наступает срыв трения и пробуксовка валков , а при V-,/Vr 1+0, 1 X не обеспечивается заметное снижение усилия прокатки и повышение шероховатости одной стороны полосы. Если &/ / (эд 7 2,8, то может произойти обрыв переднего конца полосы, а при б/; /(э Ij2 усилие прокатки изменяется мало.
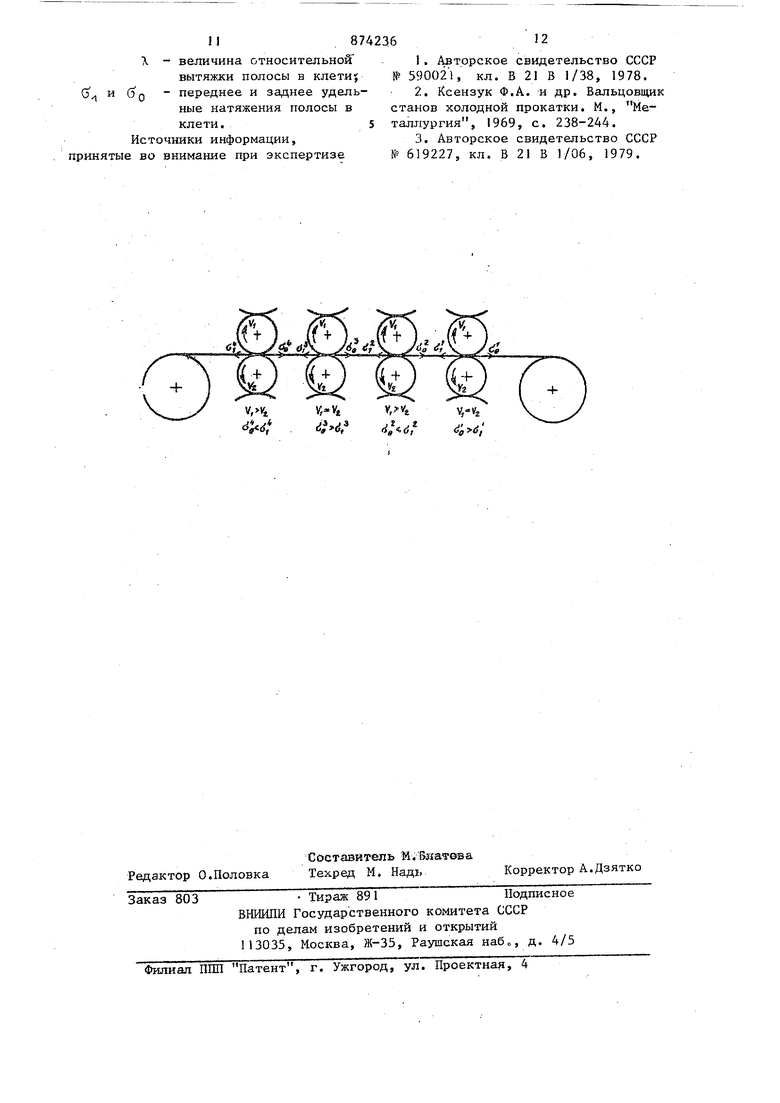
На чертеже изображена схема непрерывного четырехклетевого стана с указанием соотношения скоростей рабочих валков (V и VQ) и передних и задних удельных 1атяжений (з и по клетям при реализации предлагаемого способа.
Рассогласование скоростей рабочих валков и наличие сравнительно больших мелжлетевых натяжений приводит к. снижению усилий прокатки и улучшению планшетности листов. Валок, вращакщийся с большей скоростью (ведуш;ий), обеспечивает попадание большего количества смазки в очаг деформации и, следовательно, шероховатость той стороны полосы, которая обращена в очаге деформации к ведущему валку, Bbmie, чем на другой, лицевой стороне полосы. Гладкие лицевые стороны витков полосы, смотанной в рулон, будут прижаты к шероховатости, что предотвращает сваривание витков при отжиге. Клети, прокатка в которых ведется без рассогласования скоростей, изолируют друг от друга KJ(Ieти, рабочие валки которых вращаются с разными скоростями.
Получение больших вытяжек в клети при прокатке с натяжениями ограничено прочностью полосы. Поэтому, если две смежные клети непрерывной группы, работают с рассогласованием скоростей, для эффективного снижения усилия прокатки переднее натяжение первой клети Т должно быть больше заднего TQ, т.е.
GO 61, 1,2-2,8 (фиг. 1) И)
и близко к величине прочности полосы на разрыв. Натяжение Тх| является зад,2
ним натяжением для второй клети TQ,
а переднее натяжение второй клети
X ;;: принимают в соответствии с соотношением (1) .
Буферная клеть, работающая без рассогласования скоростей, позволяет изолировать друг от друга клети, работающие с рассогласованием скоростей рабочих валков. В такой клети прокатка будет наиболее устойчивой, если
бо 0,46 , б 0,02-0,3,
0 - удельные заднее и пегде и реднее натяжения; . 6f- - предел текучести полосы.
т.е. если заднее натяжение выше (почти в два раза), чем переднее. В этом случае повьш1енное значение переднего натяжения т, первой клети рассозгласованием скоростей будет задним TQ для расположенной за ней клетью, работающей в обычном режиме. Переднее натяжение Т этой клети может быть небольшим (2) и оно
а
не будет задним Т ,. для другой клети, работающей с рассогласованием скоростей. Небольшое заднее натяжение. TO этой клети позволяет вести 587 в ней прокатку с большой вытяжкой без опасности обрыва полосы. Пример. Горячекатаную полосу из стали 08 кп толщиной 2,0 мм. шириной 1115 мм, смотанную в рулон, весом 6 т транспортируют к четырехклетевому стану-кварто 1700 холодной прокатки. Рулон закрепляют на разматьшателе, задают полосу на заправочной скорости 0,5 м/с во все клети непрерывной группы. Передний конец закрепляют на моталке, устанавливают режимы обжатий. Включают.
Предлагаемый режим 1 -гг- -1+0,1
1,02,01,50,51,330,5
1,161,500,94.0,561,61,2.
1,00,940,700,24i,350,45
1,140,700,500,201,41,2 Предлагаемый режим 2-г- 1+0,24Х 1,02,0 1,50,5 1,33 0,5
1,384 1,50 0,94 0,56 1,6 1,2 1,00,94 0,70 0,24 1,33 0,45
1,34 0,70 0,50 0,20 1,4 1,2 Предлагаемый режим 3- 1+0,17Х
.1,02,01,50,51,350,5
1,271,500,940,561,61,2
1,00,940,700,241,330,45
1,240,700,500,201,41,2
Ч
Неш1ос.костнос.ть 2-г8 мм/1000 MMj
продольная разнотолщинность
0,010-0,014 мм;
выход годных листов 73%
УЛ
1
Неплоскостность 2г8 мм/1000 мм;
иродольная разнотолщинность 0,0090,011 мм;
выход годных листов 75%
V/i
1120 Неплоскостность 1005 2-г8 мм/1000 MMj
1250 продольная разнотолщинность120 0,,012 ММ-,
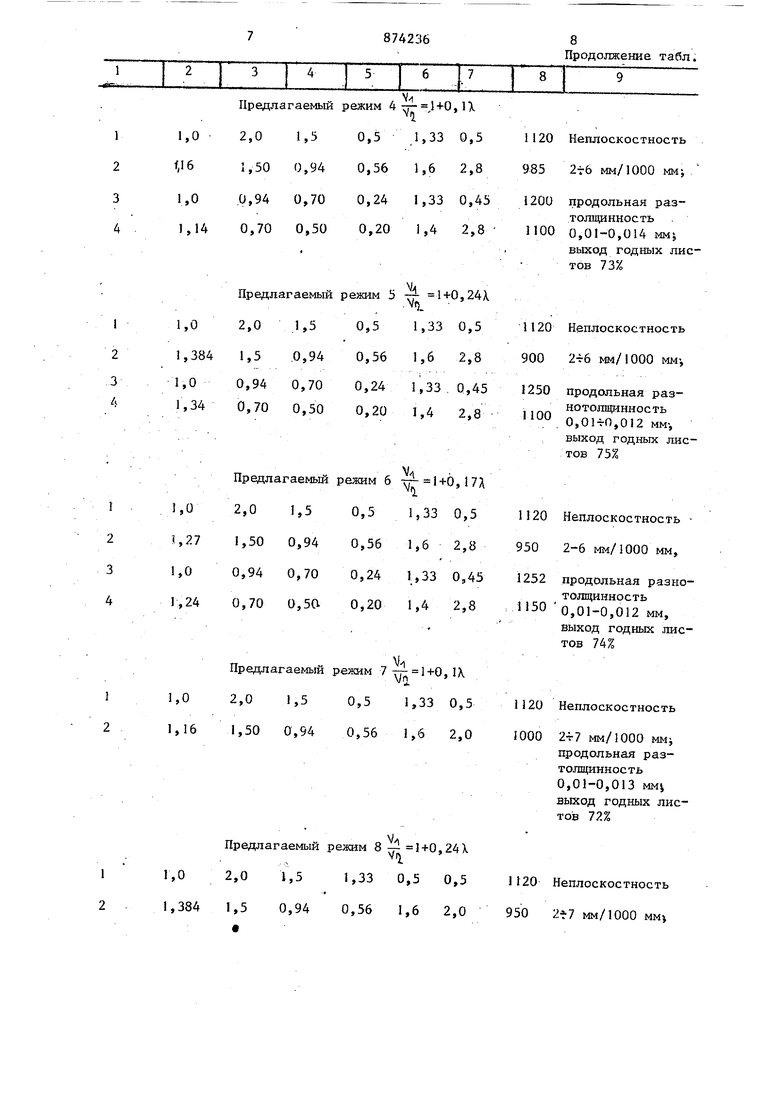
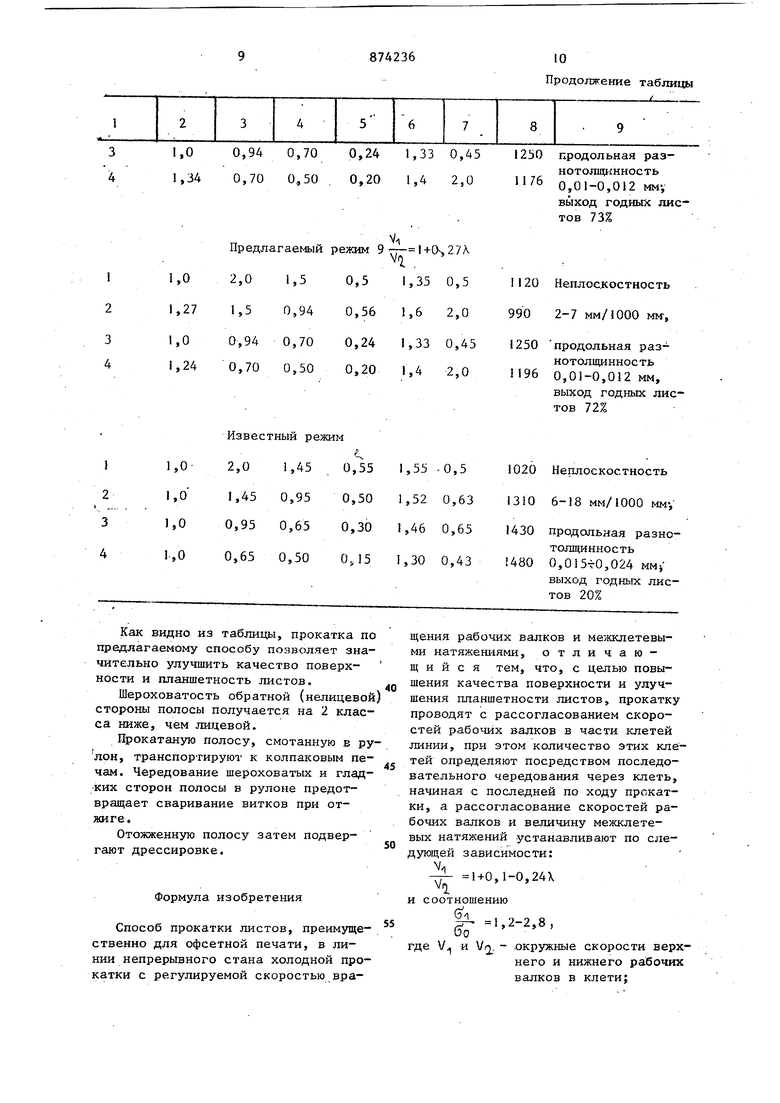
выход годных листов 74% систему подачи эмульсии к полосе и валкам, устанавливают натяже1шя и рассогласования окружных скоростей верхнего и нижнего рабочих валков через клеть во второй и четвертой клетях стана, установленных по указанным соотношениям окруж1:а 1Х скоростей валков и натяжений. В таблице представлены режимы прокатки и показатели качества полосы, полученной предлагаемым и известным способами.
Предлагаемый режим 8 -р +0,24Х
2,0
1,0
1,5 1,33 0,5 0,5
1,5 1,384 0,94 0,56 1,6 2,0
продольная разтолщинность0,01-0,013 MMi выход годных листов 72%
1 120 Неплоскостность 950 мм/1000 MMi
1,00,94 0,70 0,24 1,33 0,45
3 4
1,34 0,70 0,50 . 0,20 1,4 2,0 режим 9
0,5 1,350,5
0,56 1,62,0
0,24 1,330,45
0,20 1,42,0
Известный режим
Как видно из таблицы, прокатка по предлагаемому способу позволяет значительно улучшить качество поверхности и планшетность листов.
Шероховатость обратной (нелицевой стороны полосы получается на 2 класса ниже, чем лицевой.
Прокатаную полосу, смотанную в рулон, транспортируют к колпаковым печам. Чередование шероховатых и гладкик сторон полосы в рулоне предотвращает сваривание витков при отжиге.
Отожженную полосу затем подвергают дрессировке.
Формула изобретения
Способ прокатки листов, преимущественно для офсетной печати, в линии непрерывного стана холодной прокатки с регулируемой скоростью вра87А236
10
Продолжение таблигда
продольная разнотолиц ннос ть
0,01-0,012 мм-,
выход годных листов 73%
Vi
.
Неплоскостность 2-7 мм/1000 мм-,
продольная разнотолщинность
0,01-0,012 мм,
выход годных листов 72%
щения рабочих валков и межклетевыми натяжениями, о тличающ и и с я тем, что, с целью повышения качества поверхности и улучшения планшетности листов, прокатку проводят с рассогласованием скоростей рабочих валков в части клетей линии, при этом количество этих клетей определяют посредством последовательного чередования через клеть, начиная с последней по ходу прокатки, а рассогласование скоростей рабочих валков и величину межклетевых натяжений устанавливают по следующей зависимости: V
+0,1-0,24Х
Vn
И соотношению
|.,..-2.8,
где V и lrj. - .окружные скорости верхнего и нижнего рабочих валков в клети; Л - величина относительной вытяжки полосы в клетку G и бо - переднее и заднее удельные натяжения полосы в клети.5 Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 59002l, кл. В 21 В 1/38, 1978. 2. Ксензук Ф.А. и др. Бальцов1 ик станов холодной прокатки. М., Металлургия, 1969, с. 238-244. 3. Авторское свидетельство СССР № 619227, кл. В 21 В 1/06, 1979.
.M
V,i4
Х
и
,
-i/«d,
