Изобретение относится к литейному производству, в частности к изготовлению форм по выплавляемым моделям с сушкой слоев формы вакуумно-аммиачным способом в опорном наполнителе.
Цель изобретения - устранение деформаций и поломок модельного блока.
На чертеже схематически представлено предлагаемое устройство.
Устройство содержит корпус камеры 1 сушки, воздухопроницаемую диафрагму 2, опорный наполнитель 3, модельный блок 4, защитный экран 5, пустотелый каркас б защитного экрана, отверстия 7 перфорации, подвод 8 сжатого воздуха к каркасу.
Устройство работает следующим образом.
После выполнения вакуумно-аммиачной сушки слоя формы и разгерметизации камеры сущки подают сжатый воздух через подвод 8 в пустотелый каркас 6 защитного экрана 5. Сжатый воздух, выходя через отверстия перфорации 7 в зону дей- ствия защитного экрана 5, приводит опорпый наполнитель 3 над защитным экраном 5 в псевдоожиженное состояние. Затем включается подача сжатого воздуха в нижнюю полость камеры сушки 1, который проходит через воздухопроницаемую диафрагму 2 и приводит весь опорный наполнитель в камере 1 в псевдоожиженное состояние, после чего осуществляется подъем устройства для извлечения модельного блока 4 с защитным экраном 5.
Благодаря тому, что весь объем опорного наполнителя находится в псевдоожи
0
женном состоянии, форма извлекается из него свободно и поломок и деформаций формы не- происходит.
Технико-экономическая эффективность достигается за счет устранения поломок и деформации моделей при их извлечении из опорного наполнителя, что позволяет повысить качество оболочковой формы.
Использование процесса сушки слоев формы в опорном наполнителе позволяет на 25- 30% снизить количество наносимых слоев на форму.
Формула изобретения
1.Способ обсыпки модельных блоков, включающий погружение модельного блока с экраном у его нижней торцовой части в псевдокипящий слой зернистого огнеупорного материала от сжатого воздуха с последующим извлечением модельного блока из псевдо- кипящего зернистого огнеупорного материала, отличающийся тем, что, с целью устранения деформаций и поломок модельного блока, перед извлечением модельного блока из зернистого огнеупорного материала сжатый воздух дополнительно подают в зону между модельным блоком и экраном.
2.Устройство для обсыпки модельных блоков, содержащее защитный экран, закрепленный на каркасе, отличающееся тем, что, с целью устранения деформаций и поломок модельного блока, каркас выполнен пустотелым и перфорированным, при этом отверстия перфорации обращены в сторону модельного блока.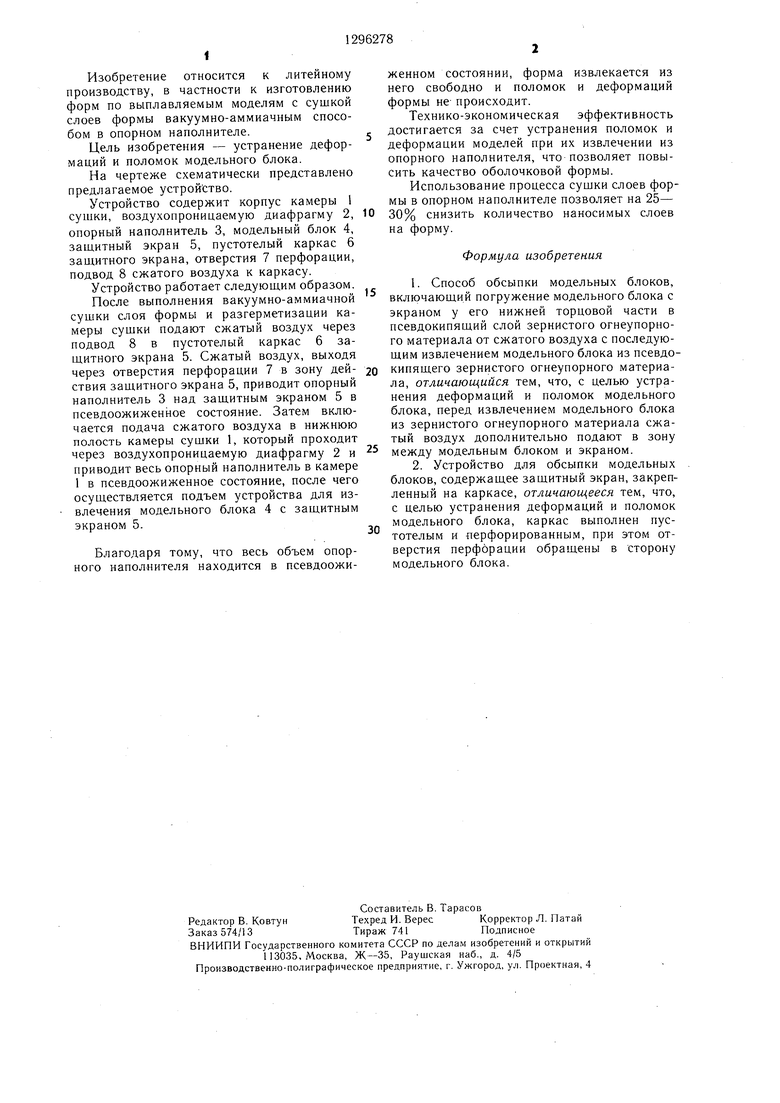
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2018 |
|
RU2691914C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ НЕРАЗЪЕМНЫХ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2127649C1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям лопаток турбин с направленной и монокристаллической структурой | 2021 |
|
RU2754333C1 |
| Устройство для предотвращения абразивного истирания слоя керамического покрытия при обсыпке модельных блоков | 1983 |
|
SU1163965A1 |
| Способ изготовления литейных форм по выплавляемым моделям | 1989 |
|
SU1731406A1 |
| Способ изготовления керамических форм по выплавляемым моделям | 2021 |
|
RU2756703C1 |
| Способ изготовления керамической оболочки для литья по выплавляемым моделям | 2018 |
|
RU2685827C1 |
| Способ изготовления форм для литья по выплавляемым моделям | 1991 |
|
SU1806033A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2020 |
|
RU2729229C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧЕК ДЛЯ ЛИТЬЯ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2547071C1 |
Изобретение относится к области литейного производства, в частности к изготовлению форм по выплавляемым моделям с сушкой слоев формы вакуумно-амми- ачным способом в опорном наполнителе. Целью изобретения является устранение деформаций и п оломок модельного блока. Модельный блок 4 устанавливают в каркас 6, на котором снизу закреплен защитный экран 5, выполненный пустотелым и перфорированным. При погружении модельного блока 4 экран 5 предохраняет свеженанесенный слой оболочки от действия псевдо- кипяш.его слоя. При извлечении сжатый воздух вначале подают в зону над экраном 5, а затем - в объем камеры 1. 2с. п. ф-лы. 1 ил. (Л Ю со О5 ьо 00 1/lJ мЧ У V J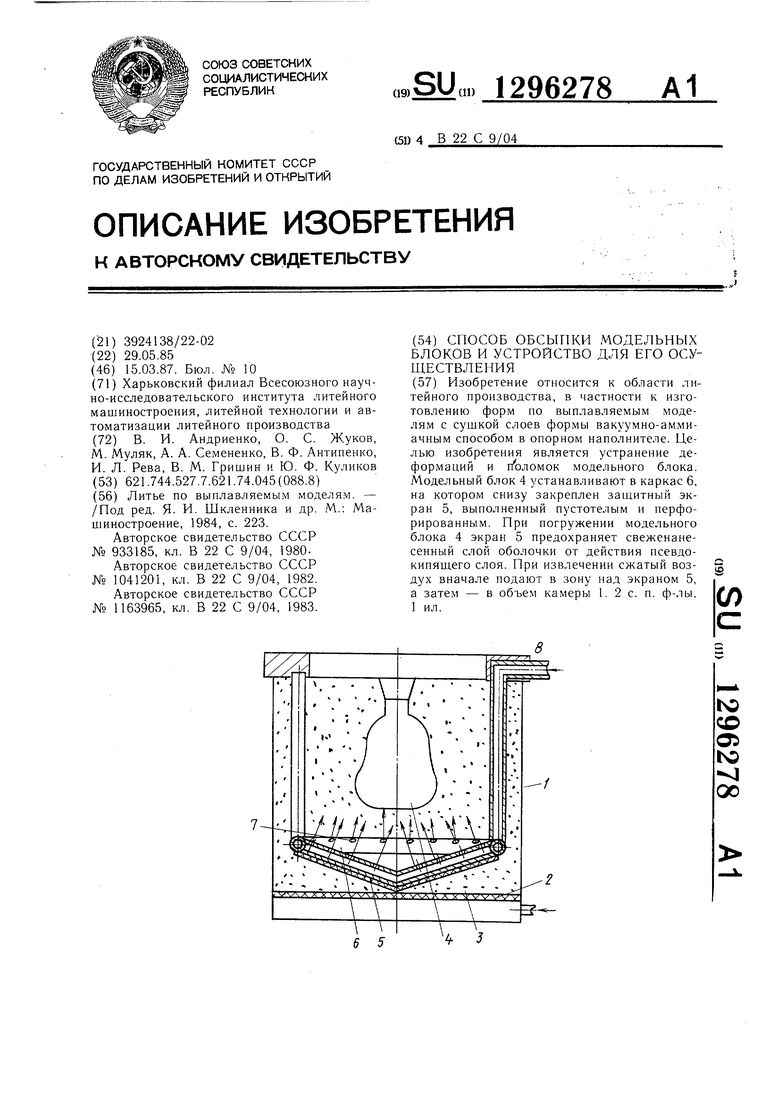
| Литье по выплавляемым моделям | |||
| - /Под ред | |||
| Я | |||
| И | |||
| Шкленника и др | |||
| М.: Машиностроение, 1984, с | |||
| Способ исправления пайкой сломанных алюминиевых предметов | 1921 |
|
SU223A1 |
| Устройство для нанесения огнеупорного покрытия на модельные блоки | 1980 |
|
SU933185A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для предотвращения абразивного истирания слоя керамического покрытия при обсыпке модельных блоков | 1983 |
|
SU1163965A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
