Изобретение относится к способам изготовления литейных форм по выплавляемым моделям.
Известно изготовление литейных форм с использованием хлористого аммония в составе смеси для обсыпки жидкостекольных покрытий.
Недостатком способа является выделение при обжиге продукта разложения хлористого аммония - хлора, ускоряющего коррозию оборудования. Кроме того, данный способ не уменьшает количество слоев формы, не повышает термостойкость формы.
Ближайшим по технической сущности и достигаемому результату является способ, по которому обсыпку производят зернистым органическим веществом - карбамидом.
Способ обеспечивает снижение количества слоев, повышение газопроницаемости и термостойкости формы, возможность регенерации карбамида путем его растворения в воде и последующего извлечения.
Недостатками способа являются снижение прочности форм, необходимость применения неводных связующих (с содержанием воды не более 7%) из-за хорошей растворимости карбамида в воде, а также низкая прилипаемость карбамида к поверхности покрытий. Это ведет к повышению затрат за счет дополнительного расхода связующего и органического растворителя, а также к повышению количества слоев.
При регенерации карбамида необходимы большие количества воды на его растворение и тепловой энергии на испарение воды. При обжиге остатков карбамида образуются аммиак и токсичные окислы азота.
КГ
OJ
S
о
Это отрицательно влияет на окружающую среду и условия труда, а также затрудняет регенерацию карбамида,
Цель изобретения - снижение трудозатрат, улучшение условий труда и упрощение регенерации органического материала.
Способ осуществляется следующим образом.
На модельный блок последовательно наносят 1-2 слоя суспензии, присыпают каждый слой кварцевым песком с последующей сушкой. Последующие слои суспензии обсыпают гранулированным органическим материалом - выплавляемым составом. Нанесение слоев с органической присыпкой повторяют до технологичности необходимой толщины формы. Обычно достаточным для безопорной заливки является 2-3 слоя с обсыпкой зернистым органическим веществом.
Затем наносят слой этилсиликатной суспензии с обсыпкой кварцевым песком и сушат.
Зернистый органический материал выплавляют в горячей воде при выплавке мо- делей из форм. Возможно также его удаление в бойлерклаве и др.способом.
В процессе удаление зернистого органического вещества в форме образуются пустоты, повторяющие структуру зерен.
Сформированный пенокерамический слой при одновременном повышении газопроницаемости позволяет повысить толщину слоев и сопротивление формы тепловым и механическим нагрузкам, т.е. повысить термостойкость. За счет снижения плотности керамики масса формы значительно снижается,
Удаленный материал может быть использован после грануляции снова для об- сыпки, а также для других целей (например, для изготовления моделей).
Формы обжигают по принятой технологии.
Сокращение времени формообразова- ния обусловлено повышением толщины слоев и ускорением сушки.
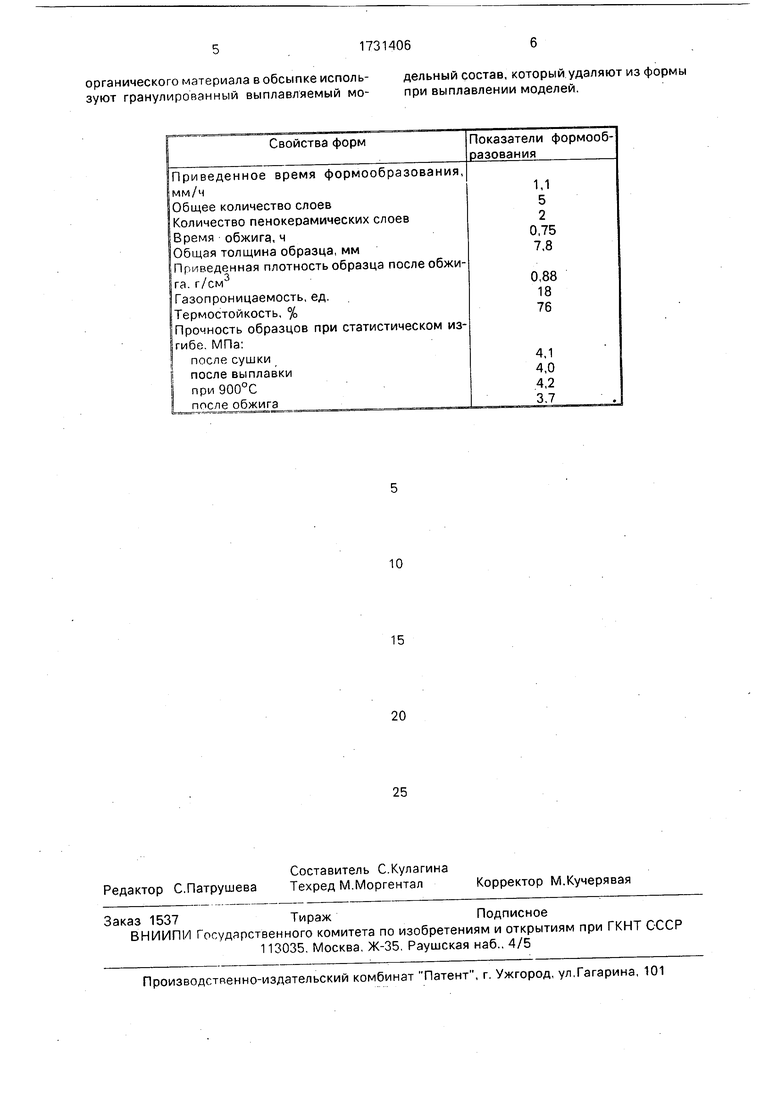
Параметры формообразования и свойства форм приведены в таблице.
Способ осуществляется следующим об- разом.
На блок выплавляемых (растворяемых, выжигаемых) моделей наносят окунанием 1-2 слоя этилсиликатной суспензии с обсыпкой каждого слоя кварцевым песком и последующей сушкой.
Этилсиликатная суспензия имеет следующий состав жидких компонентов, об.%:
Этилсиликят -1050
Вода10
Серная кислота0,8
Соляная кислота0,6
Ацетон38,6
Пылевидный кварц вводят до условной вязкости суспензии по вискозиметру ВЗ-4 58-65 с.
Наносят слой этилсиликатной (или любой другой) суспензии, обсыпают зернистым органическим материалом - выплавляемым модельным составом и высушивают.
Операцию повторяют до технологически необходимой толщины формы. Обычно достаточным для безопорной заливки является 2-3 слоя. Затем наносят слой ЭТС - суспензии с обсыпкой кварцевым песком и сушат. Модели выплавляют в горячей воде.
Зернистый чешуйчатый выплавляемый модельный состав выпускается марки ВИ- АМ-102 по ТУ 6-15-1464-84 и марки В-5к по ТУ 6-15-3005-86 и применяется для изготовления моделей точного литья. Марка ВИАМ- 102 содержит 25% парафина, по 35% буроугольного и торфяного воска и 5% три- этаноламина.
Другие марки модельного состава также могут быть получены в виде зернистого материала.
Удаление зернистого органического вещества до обжига уменьшает нагрузки на форму, практически полностью устраняет газовыделение и улучшает условия труда при обжиге.
Формы по предлагаемому способу выдерживают безопоорную заливку.
В результате снижаются трудозатраты и улучшаются условия труда, появляется возможность утилизировать вещество, улучшающее газопроницаемость форм, а также расширить возможности формы на кварцевых песках и отказаться от дорогих некварцевых материалов (например, от шамота). Таким образом повышается эффективность технологии изготовления форм и отливок.
Внедрение предлагаемого способа позволяет повысить производительность труда на 50-100% и снизить их себестоимость на 15-20%.
Формула изобретения
Способ изготовления литейных форм по выплавляемым моделям, включающий послойное нанесение покрытий и обсыпку каждого слоя зернистыми огнеупорными и органическими материалами, выплавление моделей, отличающийся тем, что, с целью снижения трудозатрат, улучшения условий труда и упрощения регенерации органического материала, в качестве зернистого
органического материала в обсыпке используют гранулированный выплавляемый модельный состав, который удаляют из формы при выплавлении моделей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных комбинированных форм по выплавляемым моделям | 1982 |
|
SU1129014A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2295419C1 |
| Способ изготовления крупногабаритных форм по выплавляемым моделям | 1986 |
|
SU1419828A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2011 |
|
RU2478453C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2302311C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1992 |
|
RU2043825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2314891C1 |
| Способ изготовления керамической оболочки для литья по выплавляемым моделям | 2018 |
|
RU2685827C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧЕК ДЛЯ ЛИТЬЯ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2547071C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2297302C2 |
Изобретение относится к способам изготовления литейных форм по выплавляемым моделям. Цель изобретения - снижение трудозатрат, улучшение условий труда и упрощение регенерации органического материала. Это достигается тем, что на блок моделей наносят 1-2 слоя суспензии и обсыпают кварцевым песком с послойной сумкой. Затем наносят промежуточные слои и обсыпают их органическим материалом - модельным составом - с послойной сушкой. Количество таких слоев определяется принятым технологическим процессом. Последний слой обсыпают кварцевым песком. 1 табл. сл С
Свойства форм
Приведенное время формообразован мм/ч
Общее количество слоев Количество пенокерамических слоев Время обжига., ч Общая толщина образца, мм Приведенная плотность образца после обга. г/см3
Газопроницаемость, ед. Термостойкость, %
Прочность образцов при статистическом гибе. МПа: после сушки
| после выплавки при 900°С
IL-пос ле обжига
Показатели формообразования
1,1
5
2
0,75 7,8
0,88 18 76
4,1 4,0 4,2 3.7
| Авторское свидетельство СССР N5833348, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Шпиндлер С.С | |||
| и др | |||
| Оболочковые формы с регулируемыми свойствами | |||
| Литейное производство, 1975 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
