Изобретение относится к металлообработке, конкретно к электрохимической обработке, и предназначено для обработки гидравлических карманов на поверхности шарообразных деталей типа шар, шаровые опоры, шаровые сферические соединения и т.д. Известно устройство из способа электрохимической обработки заготовок типа тел вращения, бандажей железнодорожных колес принятого за аналог. Способ включает обработку поверхности заготовки при постоянном токе с подачей в межэлектродный зазор электролита с использованием в качестве анода заготовки, а в качестве катода электрод-инструмента в виде кулачков [Патент RU 2301134 С2, кл. В23Н 3/00, 2006].
Недостатком приведенного аналога является невозможность обработки шарообразных деталей с гидравлическими карманами для хранения смазочного материала в шарообразных деталях в процессе их работы.
Наиболее близким прототипом предлагаемого изобретения является электрод-инструмент для электрохимической обработки поверхностей различной кривизны (пространственно-сложных), содержащий корпус с отверстиями, расположенными через равный шаг, при этом корпус образует полость, внутри которой соосно с отверстиями расположены разрезные втулки, стержневые электроды, подключенные к электрическим приводам и выполненные с возможностью свободного перемещения вдоль своей оси по внутренним поверхностям разрезных втулок для самоустанавливания по обрабатываемой поверхности. Сведения об аналоге опубликованы в [Патент RU 2338013 C25 F7/00, кл. В23Н 3/00,2008].
Приведенный прототип имеет недостаток. Устройство нельзя использовать для обработки пространственно сложных поверхностей, нельзя перемещать электрод в процессе обработки, а так же в устройстве отсутствует диагностический канал величины съема металла.
Задачей, на решение которой направлено заявляемое изобретение, является повышение производительности ЭХО шарообразных деталей. В результате достигаются следующие технические результаты: повышается производительность обработки оптимальной базировки детали; повышается надежность работы устройства за счет автоматического управления процессом.
Эта задача решается тем, что устройство для электрохимической обработки карманов для хранения масла карманов на поверхности шарообразной детали, содержит корпус с отверстиями, расположенными через равные шаги, образующий полость, заполненную гидропластом.
Внутри полости соосно с отверстиями расположены электрод-инструменты, подключенные к постоянному источнику тока. Они выполнены с возможностью настройки на заданный профиль вдоль своей оси. Устройство оснащено системой автоматической стабилизации межэлектродного зазора и управления положением электрод-инструментов. Корпус выполнен из двух частей в виде полусфер, каждая из которых состоит из двух кожухов. Пространство между которыми заполнено гидропластом содержит патрубки входа и слива электролита. В нижней части корпуса встроены три опорных стержня. Один является электродом, подключенным к положительному полюсу источника тока. Вершины стержней расположены в одной плоскости в нижней части корпуса с шагом 120° по горизонтальной плоскости. Электрод-инструменты размещены в корпусе в двух плоскостях с шагом 30°. По горизонтальной плоскости с шагом, равным одной трети радиуса обрабатываемой детали. В наружных стенках частей корпуса расположены плунжеры с винтовым приводом для воздействия на гидропласт и перемещения электрод-инструментов. Плунжеры имеют мембранный механизм осевого перемещения для фиксирования их с заданным зазором по отношению к обрабатываемой поверхности детали. Электрод-инструменты выполнены с возможностью применение сменных насадок.
В систему автоматической стабилизации межэлектродного зазора и управления положением электрод-инструментов включены: источник постоянного тока, блок управления, шаговые приводы, датчик потери постоянного тока потребления, сравнивающее устройство, источник эталонного тока и задатчики межэлектродного зазора и перемещения электрода.
Использование предлагаемого изобретения позволяет контролировать начальный зазор настройки электрода относительно поверхности детали и величину перемещения электродов на глубину карманов.
Возможно применение сменных насадок на электрод-инструмент, позволяет разнообразить геометрические формы карманов.
Задачей изобретения является получение различной формы и глубины карманов в теле шарообразных деталей для повышения износостойкости трущихся поверхностей деталей, применяемых в конструкциях шаровых опор и соединений на операциях электрохимической обработки. Таким образом, изобретение может найти применение в технологических процессах изготовления деталей с пространственно-сложными поверхностями.
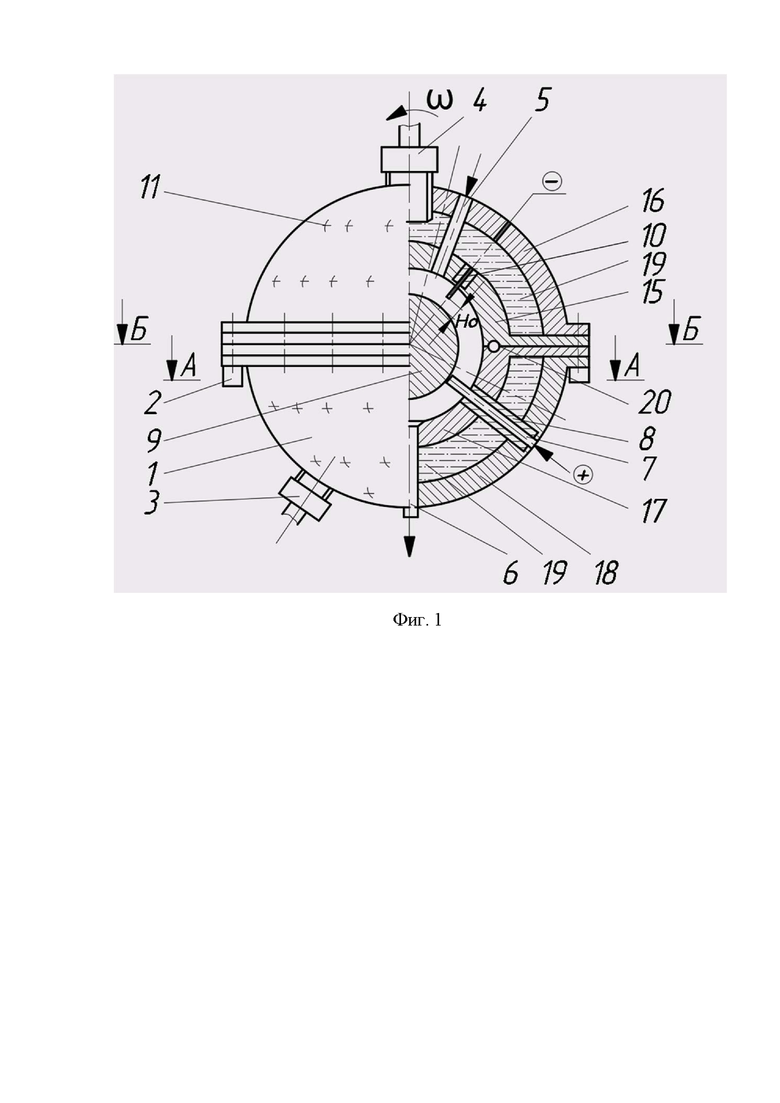
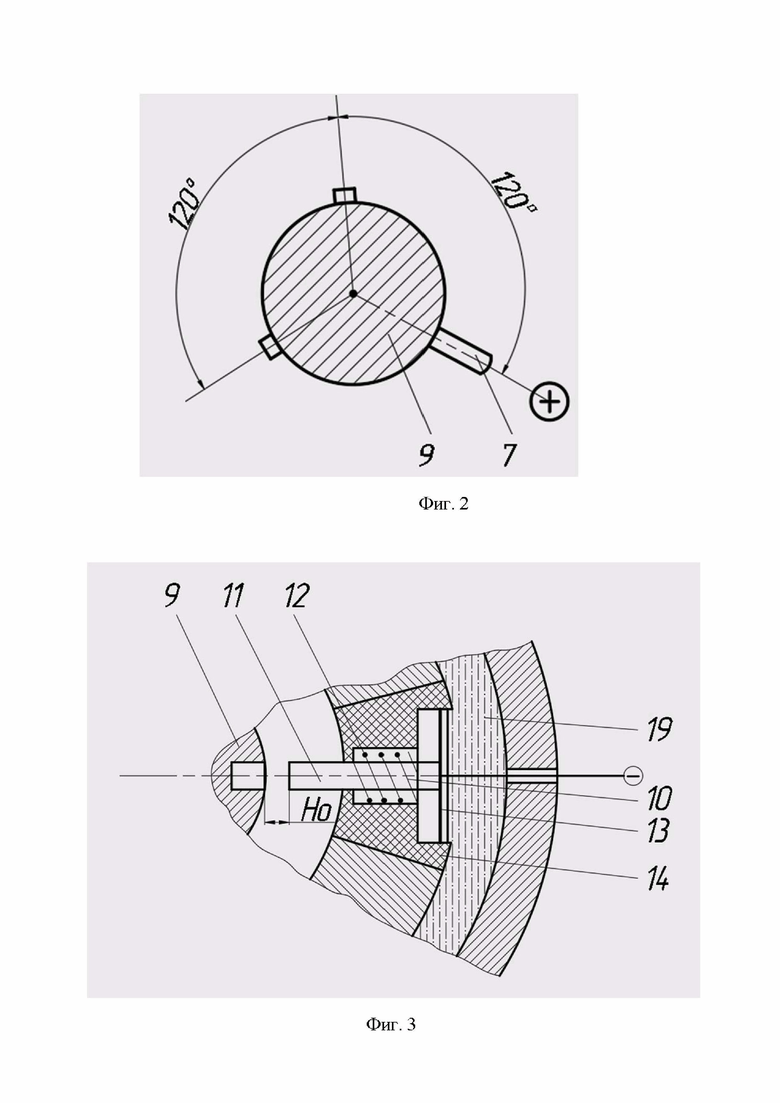
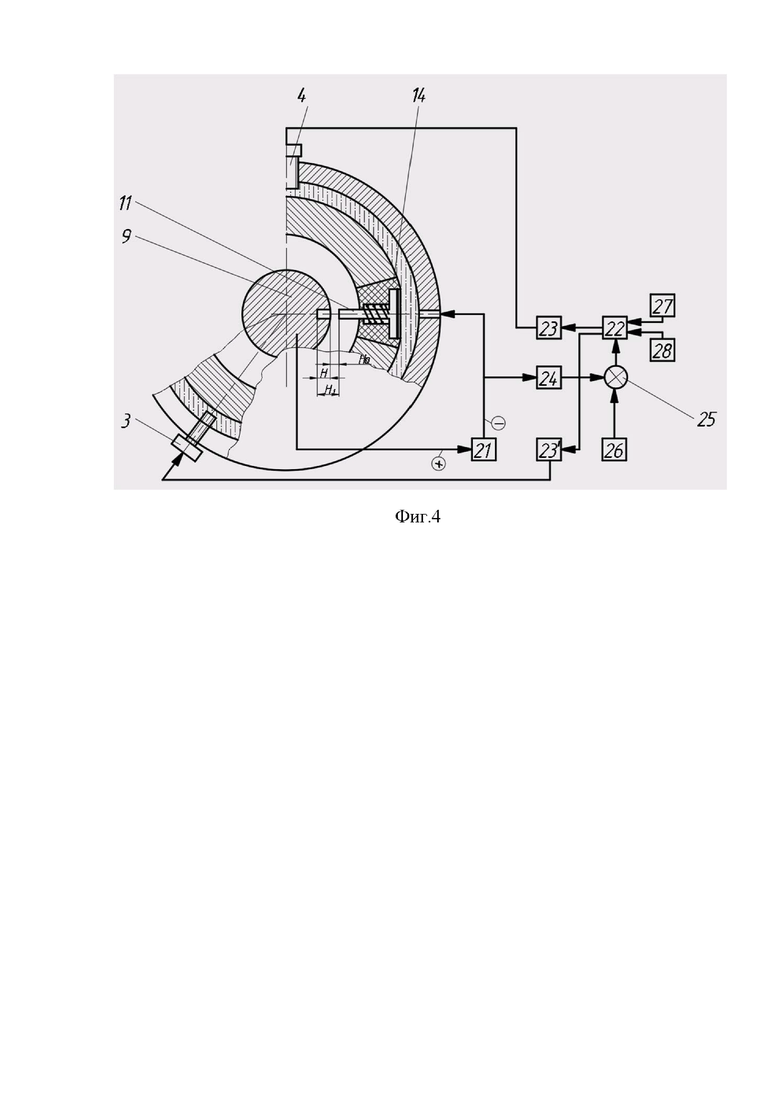
Предлагаемое изобретение иллюстрируется чертежами, на которых изображено: на фиг. 1 приведена конструкция корпуса; на фиг. 2 - разрез А-А фиг.1; на фиг. 3 показана конструкция привода электрод инструмента; на фиг. 4 показана функциональная блок схема работы системы автоматического управления (САУ).
Устройство для электрохимической обработки карманов шарообразных деталей содержит корпус 1, стойку 2, на которой крепятся корпус1, плунжеры 3 и 4, патрубки входа и слива электролита 5-6, три опорных стержня опоры 7 установленные в диэлектрические втулки 8 и одна из опорных стержней подключен к положительному полюсу источника питания постоянного тока, шарообразную деталь 9, узел подачи электродов 10 ,который включает электрод 11, пружину возврата12, гибкую мембрану 13 и диэлектрический корпус 14 (фиг.4), электрод инструмент 11 подключен к отрицательному полюсу источника питания 21 (фиг.4). Корпус 1 выполнен из двух сферических половин и каждая из половин состоит из двух кожухов 15-16,17-18 (фиг.1).Пространство между ними заполнено гидраопластом 19. Герметичность кожухов 15 и 17 при их монтаже обеспечивает резиновое уплотнение 20 (фиг.1).
Система автоматического управления (САУ) (фиг.4) включает источник постоянного тока 21 и блок управления 22 и шаговые привода 23 и 231, датчик потери постоянного тока потребления 24, сравнивающее устройство 25, источник эталонного тока 26 и задатчик межэлектродного зазора (МЭЗ) 27, задатчик перемещения электрода 28.
Устройство для электрохимической обработки гидравлических карманов работает следующим образом. Рассмотрим работу устройства на примере работы одного электрод инструмента. Заготовку 9 устанавливают в нижнюю часть корпуса 1 на опорные стержни 7 и один из них соединяют с положительным полюсом источником питания 21. Предварительно перед началом работы в обеих полусферах корпуса крепятся плунжеры 3,4 и узлы с электрод-инструменты 10. Электрод-инструмент 11 подключен к отрицательному полюсу постоянного источника питания. В каждую пустую полость полусфер корпуса 1 закачивают гидропласт 19 через отверстия под плунжеры 4 и ввинчивают плунжеры в кожухи 16 и 18. Между внутренними кожухами 15 и 17 устанавливают резиновую прокладку 20. Далее включают пролив с расчетной скоростью и включают источник постоянного тока 21, данная конструкция устройства не требует предварительной установки первоначального зазора Н0 (фиг.1)
В цепь источника питания 21 включен датчик потери постоянного тока потребления 24, выход которого включен на вход сравнивающего устройства 25, на второй вход которого подключен выход источника эталонного питания постоянного тока 26.
САУ начинает функционировать. Блок управления работает по закону стабилизации, т.е. поддерживает МЭЗ постоянным. При увеличении МЭЗ на величину Н ток падает на величину, которая контролируется датчиком 24, что соответствует снятию с поверхности заготовки слоя металла величиной H=H1-H0, т.е. позволяет измерить глубину съема металла. Блок управления 22 стабилизирует МЭЗ на всем цикле обработки. При изменении МЭЗ блок управления 22 подает на входы шаговых приводов 23и 231 величину силы тока пропорционально величине съема металла, зная функциональную зависимость тока от изменения МЭЗ, измеряет глубину съема металла, которая задается задатчиком межэлектродного зазора (МЭЗ) 27. Выходной сигнал блока управления 22 подключен к входам шаговых двигателей 23 и 231 которые перемещают плунжеры 3, 4 и при этом гидропласт 19 воздействует на мембрану 139(фиг.3), которая перемещает электрод- инструмент 11 на обрабатываемую деталь 9 ,на заданную величину блоком управления 22. Задатчиком перемещения электрод-инструмента 28 задается величина его перемещения (глубина гидравлического кармана).
В качестве электролита используется водный раствор поваренной соли (NaCl), при растворении которой в воде образуются положительные ионы натрия Na+ и отрицательно заряженные ионы хлора Cl-. При включении источника питания между инструментом-электродом и обрабатываемой деталью возникает постоянный ток, а в электролите происходят следующие химические реакции. Вода частично диссоциирует на ионы водорода и гидроксильной группы:

Анионы хлора движутся к детали, так как она является анодом, и соединяются с железом, образуя растворимый в воде хлорид железа:
 .
.
Катионы натрия движутся к катоду, получают от него недостающие электроны и образуют металлический натрий. Натрий - очень активный элемент, поэтому он сразу же реагирует с водой, образуя растворимый гидроксид натрия и газообразный водород:
 .
.
 .
.
 .
.
Гидроксид натрия и хлорид железа в водном растворе реагируют друг с другом, образуя вновь растворимую поваренную соль и нерастворимый гидроксид железа. Нерастворимое соединение выпадает в осадок и далее в реакциях не участвует:

Электрод-инструмент устанавливается с начальным МЭЗ 0,03…0,09 мм в зависимости от размеров обрабатываемой детали, физико-механических свойств обрабатываемого материала и рабочего напряжения, которое порядка 10…12 В при плотности тока 550…800 А/см2 и температуре электролита 20-25°С.
При электрохимической обработке скорость подачи электрод-инструмента 11 на шарообразную деталь V=0,20…0,28 мм/мин.
Технический результат
Разработанное устройство обеспечивает возможность быстрого формирования любых пространственно-сложных карманов на поверхности деталей типа шар, повышает качество обрабатываемой поверхности, и ведет бесконтактный контроль глубины съема в процессе обработки, что позволяет повысить производительность обработки. Применение насадок типа полусфера, конус, полуцилиндр на электрод-инструмент расширяет применение устройства.
Источники информации
1. Пат. 2301134, Российская Федерация, МПК 23H 3/00. Способ электрохимической обработки/ Заставный Е.А., Толмачев Г.А.; заявитель и патентообладатель Тольяттинский государственный университет. - № заявка: 2005126631/02; заявл. 24.08.2005; опубл. 20.06.2007, бюл. № 17 .- 3с. : ил.
2. Пат. 2338013, Российская Федерация, МПК С 25 F7/00, B23Н 3/04. Инструмент-электрод для электрохимического полирования пространственно-сложных поверхностей/ Сергеев А.В., Драчёв О.И., Сазонов Д.А. заявитель и патентообладатель Тольяттинский государственный университет. - № 2006139871/02, заявл.10.11.2006; опубл. 20.05.2008, бюл. №14.- 5с.: 2ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ПРОСТРАНСТВЕННО-СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2338013C2 |
| Устройство для электрохимической обработки ступенчатых валов | 2015 |
|
RU2623971C2 |
| Электрод-инструмент | 1978 |
|
SU865590A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| Способ высокоточной непрерывной импульсно-циклической размерной электрохимической обработки деталей осциллирующим электродом | 2020 |
|
RU2747436C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2017 |
|
RU2666658C1 |
| Устройство для электрохимической обработки | 2015 |
|
RU2623949C2 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ | 2011 |
|
RU2472874C1 |
| ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ПРОСТРАНСТВЕННО-СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2561556C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2564773C1 |
Изобретение относится к электрохимической обработке гидравлических карманов в шарообразных деталях. Устройство содержит корпус с отверстиями, расположенными через равные шаги, образующий полость, заполненную гидропластом. Внутри полости соосно с отверстиями расположены электрод-инструменты. Устройство оснащено системой автоматической стабилизации межэлектродного зазора и управления положением электрод-инструментов. Корпус выполнен из двух частей в виде полусфер, каждая из которых состоит из двух кожухов, пространство между которыми заполнено упомянутым гидропластом, и содержит патрубки входа и слива электролита. В нижней части корпуса встроены три опорных стержня, один из которых является электродом, подключенным к положительному полюсу источника тока. Вершины стержней расположены в одной плоскости в нижней части корпуса с шагом 120° по горизонтальной плоскости. Электрод-инструменты размещены в корпусе в двух плоскостях с шагом 30° и по горизонтальной плоскости с шагом, равным одной трети радиуса обрабатываемой детали. В наружных стенках частей корпуса расположены плунжеры с винтовым приводом. Электрод-инструменты выполнены с возможностью применения сменных насадок. Изобретение обеспечивает возможность формирования любых пространственно-сложных карманов на поверхности деталей типа шар при повышении производительности обработки и качества обрабатываемой поверхности за счет осуществления бесконтактного контроля глубины съема, а также повышение надежности работы устройства за счет автоматического управления процессом. 1 з.п. ф-лы, 4 ил.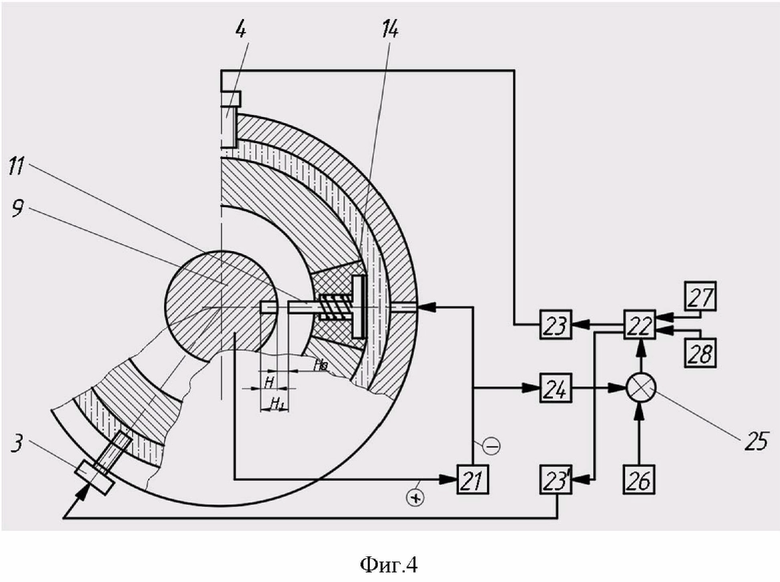
1. Устройство для электрохимического формирования гидравлических карманов на поверхности шарообразной детали, содержащее корпус с отверстиями, расположенными через равные шаги, образующий полость, заполненную гидропластом, внутри которой соосно с отверстиями расположены электрод-инструменты, подключенные к постоянному источнику тока и выполненные с возможностью настройки на заданный профиль вдоль своей оси, отличающееся тем, что оно оснащено системой автоматической стабилизации межэлектродного зазора и управления положением электрод-инструментов, при этом корпус выполнен из двух частей в виде полусфер, каждая из которых состоит из двух кожухов, пространство между которыми заполнено упомянутым гидропластом, и содержит патрубки входа и слива электролита, при этом в нижней части корпуса встроены три опорных стержня, один из которых является электродом, подключенным к положительному полюсу источника тока, причем вершины стержней расположены в одной плоскости в нижней части корпуса с шагом 120° по горизонтальной плоскости, а электрод-инструменты размещены в корпусе в двух плоскостях с шагом 30° и по горизонтальной плоскости с шагом, равным одной трети радиуса обрабатываемой детали, при этом в наружных стенках частей корпуса расположены плунжеры с винтовым приводом, выполненные с возможностью воздействия на гидропласт и перемещения электрод-инструментов, имеющих мембранный механизм осевого перемещения, для фиксирования их с заданным зазором по отношению к обрабатываемой поверхности детали, причем электрод-инструменты выполнены с возможностью применения сменных насадок.
2. Устройство по п. 1, отличающееся тем, что система автоматической стабилизации межэлектродного зазора и управления положением электрод-инструментов включает источник постоянного тока, блок управления, шаговые приводы, датчик потери постоянного тока потребления, сравнивающее устройство, источник эталонного тока и задатчики межэлектродного зазора и перемещения электрода.
| ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ПРОСТРАНСТВЕННО-СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2338013C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2301134C2 |
| Электрод-инструмент для электрической обработки | 1989 |
|
SU1710239A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 0 |
|
SU400431A1 |
| CN 210306113 U, 14.04.2020 | |||
| JP 63084823 A, 15.04.1988. | |||
