за,2
Ю
11296895
Изобретение относится к металлографии и может быть использовано при Зсшивке легкоплавким или самоотвердевающим веществом одного или нескольких образцов для изготовления микро- шлифов .
Цель изобретения - уменьшение трудоемкости, экономия материалов и униикация оправок.
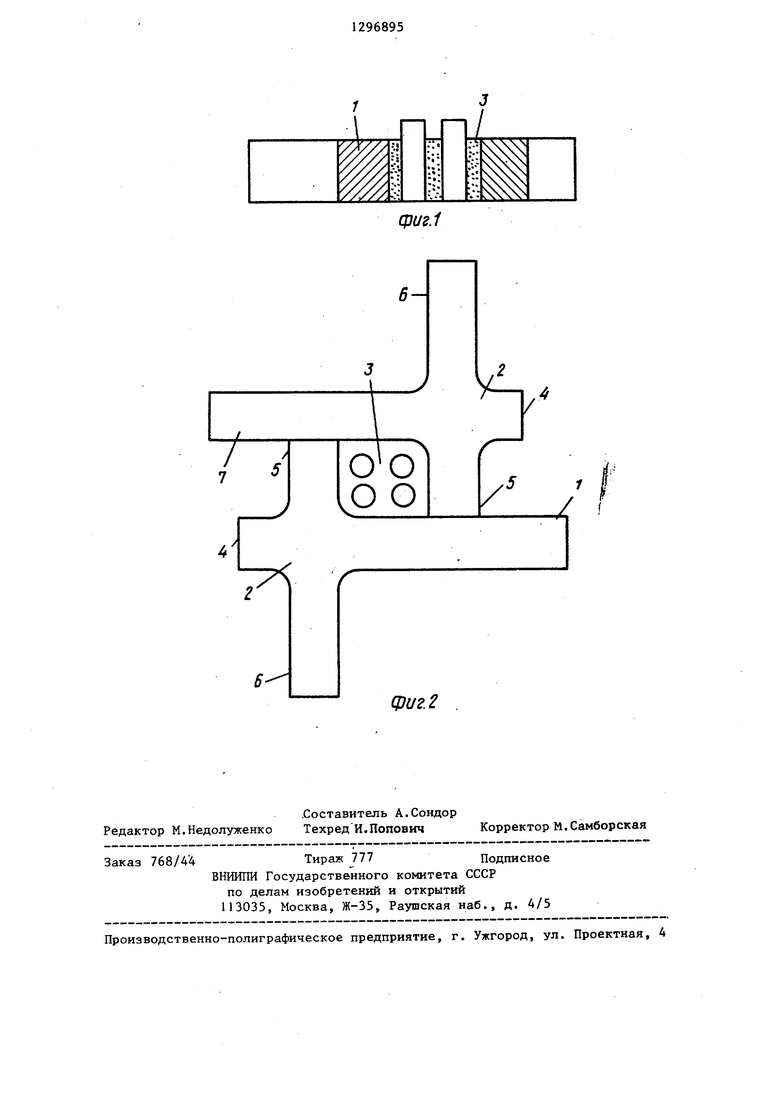
На фиг.1 изображена оправка с итыми образцами, разрез; на фиг то сверху.
Оправка 1 состоит из двух кресто- образнь1Х частей 2, сопряженных друг с другом, образцы залиты сплавом Ву- а 3.
Концы крестов имеют различную длину: наименьший конец 4 - 10 мм, 5 - 20 мм, 6 - 30 мм и 7 - 40 мм.
Обе части оправки изготовлены из металла. Они одинаковы по размерам, меют форму креста. Дпины всех четырех концов креста отличны друг от
15
20
ус о
друга, что обеспечивает при заливке необходимого количества образцов подбор оптимальной площади основания отливки, необходимой для минимального расхода заливаемого вещества.
Если четыре конца креста имеют одинаковую длину, то все четыре варианта сопряжения идентичны, при равенстве трех концов возможны два различных варианта сопряжения, при равенстве двух концов - три варианта, если все концы имеют различную длину - четыре варианта, что обеспечит максимальный диапазон возможности подбора оптимальной площади, так как при каждом варианте сопряжения можно установить множество площадей заливки, при этом две противоположные стороны прямоугольной полости остаются постоянной длины (равные длине выбранного конца креста), другие стороны путем перемещения крестовин относительно друг друга изменяются до величины, необходимой для получения компактного объема, заключающего один или несколько образцов и требующего минимального расхода заливаемо го вещества.
-
5
0
Пример 1. При составлении полости для четырех образцов диаметром 6,5 мм и получении отливки оптимального размера ;сопрягают концы 5 и 7 одного креста с концами 5 и 7 другого, при этом торец конца 5 одного креста прилегает к боковой поверхности конца 7 другого креста. Получают полость площадью 20x20 мм.
П р и м е р 2. Для заливки щести образцов этого же диаметра кресты раздвигаются путем скольжения торцов концов 3 по боковьш поверхностям концов 7 до получения площади 20x28 мм.
П р и м е р 3. Заливку, например, девяти образцов с оптимальной площадью отливки, равной 28x30 мм, можно получить сопряжением концов 6 и 7, при этом торцы концов 6 прилегают к боковым поверхностям концов 7,
П р и м е р 4. При заливке одного образца рационально сопрягать концы 4 и 5, т.е. Нсшменьшие.
В предлагаемой оправке можно заливать любое количество образцов раз7 личной формы и размеров при высокой компактности их расположения и минимальном расходе вещества на заливку. Она проста в изготовлении, технологична, не участвует в процессах заточки, щлифовки., полировки, исследования и может быть использована для запивки образцов неограниченное количество раз.
40
45
50
Формула изобретения
1.Оправка для заливки образцов, включающая корпус, состоящий из двух частей с полостью дпя получения отливки с залитым образ1;ом, отличающаяся тем, что, с целью уменьшения трудоемкости, экономии материалов и унификации оправок,«части корпуса имеют форму крестовины.
2.Оправка поп.1,отличаю- щ а я с я тем, что концы крестовин выполнены различной длины.
.Составитель А.Сондор Редактор М.Недолуженко Техред И. Попович Корректор М.Самбор екая
Заказ 768/4 4Тираж J77Подписное
ВНИИПИ Государствеиного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
фиг.1
Сриг2
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для заливки образцов | 1990 |
|
SU1753333A1 |
| Способ изготовления металлографическихшлифОВ | 1977 |
|
SU836558A1 |
| Литейная форма | 1982 |
|
SU1101329A1 |
| ОПРАВКА ПРОШИВНОГО СТАНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2683169C1 |
| Способ изготовления отливок в неразъемных литейных керамических формах по удаляемым моделям | 1981 |
|
SU996064A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТОГО МАГНЕТИТА | 2004 |
|
RU2280712C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ СТАЛЬНЫХ ОТЛИВОК | 2014 |
|
RU2576386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ | 1992 |
|
RU2041766C1 |
| АНОД-ПРОТЕКТОР | 2011 |
|
RU2480537C1 |
| Литейная форма для отливки железнодорожной крестовины | 1977 |
|
SU749541A1 |
Изобретение относится к области металлографии для заливки образцов легкоплавким или самотвердеющнм веществом для изготовления шлифов и позволяет уменьшить трудоемкость процесса и унифицировать оправки. Корпус оправки выполнен из двух крестообразных частей, при этом концы крестовин выполнены различной длины. 1 з.п. ф-лы,/2 ил. (Л
| Смирнов Н.А | |||
| Современные методы анализа и контроля продуктов производства | |||
| М.: Металлургия, 1980, с | |||
| Аппарат для передачи изображений на расстояние | 1920 |
|
SU171A1 |
| Богомолов Н.А | |||
| Практическая металлография | |||
| М.: Высшая школа, 1978, с | |||
| Насос | 1917 |
|
SU13A1 |
| Миронова В.А., Миронов Р.П | |||
| К методике заливки биологических объектов для электронно-микроскопического исследования | |||
| - Архив анатомии, гис- | |||
| тологии и эмбриологии, Л., 1978, т | |||
| LXXV, № 11. | |||
