Изобретение относится к металлографии и может быть использовано при заяивке легкоплавким или самотвердеющим веществом одного или нескольких образцов для изготовления микрошлифов.
Известны оправки для заливки шлифов, представляющие собой обоймы круглой, квадратной, эллипсовидной, прямоугольной или многогранной формы, изготовленные составными из двух соприкасающихся, нескрепленных друг с другом крестообразных частей, в которые помещают образцы и заливают легкоплавким или самотвердею-; щим веществом. Залитые образцы совместно С оправкой или только с затвердевшим веществом подвергаются дальнейшей обработке: заточке, шлифовке, полировке и исследованию.
ЛзвесЧны оправки обоймы, в которых образцы залиты плавящимся веществом, Но окончании исследования можно выплавлятъ и повторно использовать для заливки образцов, но применение не плавящихся веществ приводит к одноразовому использованию
оправок, образец с затвердевшим веществом (в дальнейшем отливка) либо вообще не извлекается из оправки, либо требует для извлечения затрат труда и времени. В процессе многоразовых заливок, заточек, шлифовок оправки истираются, уменьшают- ся по высоте ут становятся непригодными для дальнейшего использования. Металлографические исследования требуют многократных полировок и травлений, при которых образцы из оправок до завершения исследования не выплавляются/Это приводит к необходимости иметь большое количество оправок, а при разнообразии форм и размеров образцов - различные типоразмеры их.
Известная оправка выполнена составной из двух соприкасающихся не скрепленных друг с другом частей, что позволяет быстро собрать и разобрать оправку для любого количества и форм образцов. Обе части оправки одинаковы по размерам и имеют форму креста. Все четыре конца креста различной длины с одинаковой длиной
(Л
С
ч
01
СА) W Ы
боковых поверхностей в каждом конце креста. Оправка не участвует в процессах заточки, шлифовки, полировки и исследования и может быть использована для заливки образцов неограниченное количество раз. При сборке известной оправки имеется возможность подбирать множество разных длин одной пары противоположных сторон заливаемой полости путем перемещения крестовин друг относительно друга, при этом длины второй пары противоположных сторон остаются постоянными и равны длине выбранного конца креста Так как длины боковых поверхностей каждого конца креста равны между собой, а в кресте четыре конца, то при известной конструкции креста возможны только четыре конца, то при известной конструкции креста возможны только четыре варианта подбора постоянных длин второй пары боковых поверхностей полости, что сужает технологические возможности подбора оптимальной полости (площади отливки) и приводит к увеличению расхода заливаемого вещества.
Цель изобретения - расширение технологических возможностей подбора оптимальной площади отливки и снижение расхода материалов при заливке образцов.
Цель достигается тем, что обе боковые поверхности каждого конца креста выполняются различной длины, Получают восемь вариантов постоянных длин двух противо- положных сторон, т е. в два раза больше, чем в известной оправке.
Разность длин боковых поверхностей каждого конца креста выполняется равной величине смещения однаотносительно дру- гой осевых линий концов, расположенных перпендикулярно рассматриваемому, т е.
Ali 32-4; А 2 а-|-з; А A , где A Ii..A , 14 - разности длин боковых поверхностей соответствующих концов кре- ста, мм;
31-3 ..32-4 - расстояния между осевыми тиниями противоположных концов, мм.
При разности длин боковых поверхностей, не равных величине смещения осевых линий, получают крест с различной шириной концов (В), что приведет к увеличению расхода материала для изготовления крестов. Оптимальным вариантом выполнения оправки для заливки металлографических шлифов является вариант, при котором ширина концов креста одинаковая и составляет 10-20 мм, разность длин боковых поверхностей каждого конца креста равна между собой и равна половине ширины конца, т.е. ,5 В, минимальная длина боковой поверхности конца составляет 10-20 мм. При ,5 В увеличивается расход материала для изготовления креста по сравнению с крестом, о котором
Д ,5 В ПриА1 0,5В увеличивается масса креста, а длины боковых поверхностей разнятся на относительно малую величину и снижают технологическую возможность выбора оптимального варианта сопряжения
крестов при подготовке оправки под заливку образцов.
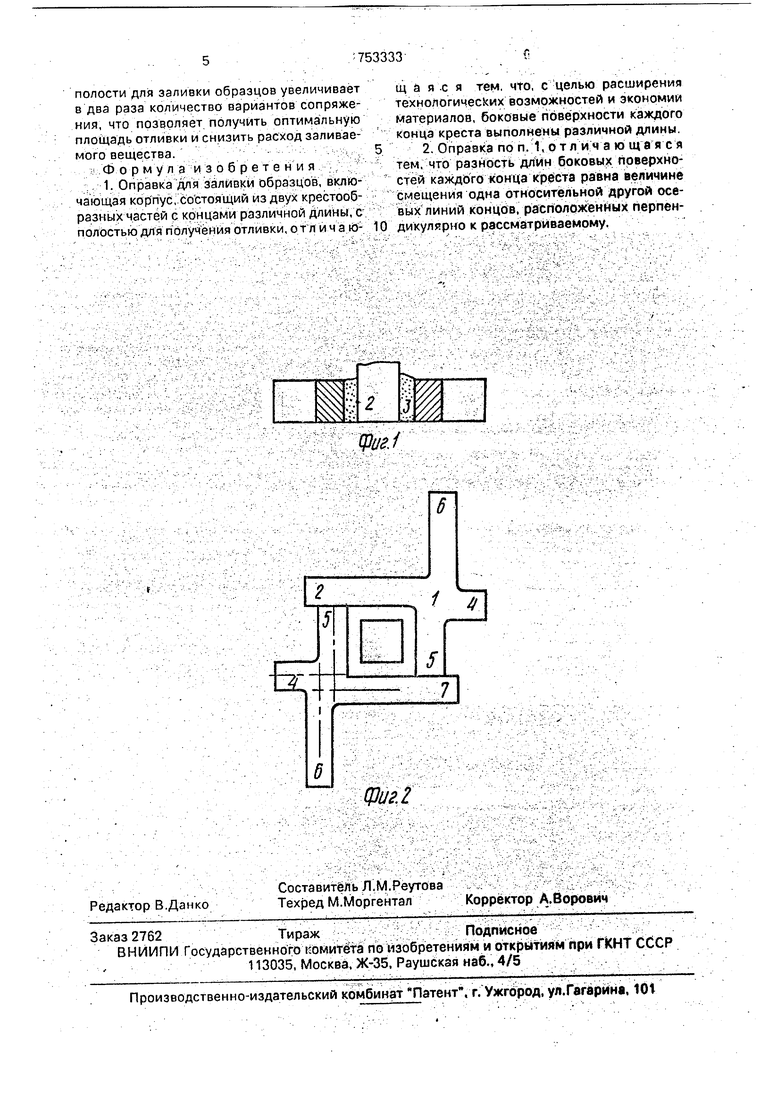
На фиг.1 изображена оправка с залитым образцом, разрез; на фиг 2 - то же, вид сверху.
Оправка составлена из двух крестовин 1, сопряженных одна с другой, при заливке образца сплавом 3 Вуда
При пояснении составления заливаемой полости концы крестовин обозначены
следующим образом 4-наименьшим конец с длиной боковых сторон 10 и 15 мм; 5 - следующий с длиной сторон 20 и 25 мм; б - следующий с длиной сторон 30 и 35 мм; 7 - следующий со сторонами 40 и 45 мм.
П р и м е р 1. При составлении полости для образцов с поперечным сечением 15x15 мм (фиг 2) и получении отливки оптимального размера сопрягают концы 5 и 7 одного креста с концами 5 и 7 другого, при этом
постоянной длиной двух противоположных сторон полости является боковая поверхность конца 5, равная 25 мм, переменной - поверхность конца 7,длину которого подбираем равной примерно длине поверхности
конца 5 (25 мм).
Получают полость площадью 25x25 мм, а отливку с толщиной залитого вещества вокруг образца 15 мм.
Пример 2. Для заливки образца или
пакета образцов размером 20x30 мм возможны два варианта сопряжения:
1.Сопрягают концы 5 и 7, при этом постоянной стороной полости будет сторона конца 5, переменной - конца 7. Получают
отливку с толщиной слоя заливаемого вещества по переменной стороне, равной 2,5 мм, по постоянной - выбранную от нуля до максимально возможной.
2.Сопрягают концы б и 7, постоянная сторона конца 6, переменная - конца 7. Получают отливку с толщиной слоя по переменной стороне 5 мм, по постоянной - ноль и более, т.е. во в.тором варианте получают больший расход заливаемого вещества, чем
в первом. Выбирают вариант, учитывающий технологический фактор изготовления и исследования изготавливаемых шлифов.
Использование крестов с различной длиной боковых поверхностей при сборке
полости для заливки образцов увеличивает в два раза количество вариантов сопряжения, что позволяет получить оптимальную площадь отливки и снизить расход заливаемого вещества.
Формула изобретения 1. Оправка для заливки образцов, включающая корпус, состоящий из двух крестообразных частей с концами различной длины, с полостью для получения отливки, отличаю0
щ а я с я тем, что, с целью расширения технологичесЫх возможностей и экономии материалов, боковые поверхности каждого конца креста выполнены различной длины 2. Оправка по п. 1, отличающаяся тем. что разность длин боковых поверхностей каждого конца креста равна величине смещения одна относительной другой осевых линий концов, расположенных перпендикулярно к рассматриваемому.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для заливки образцов | 1984 |
|
SU1296895A1 |
| Литейная форма | 1982 |
|
SU1101329A1 |
| Способ изготовления неразъемных литейных керамических форм по удаляемым моделям | 1979 |
|
SU865489A1 |
| ФОРМА ДЛЯ ЛИТЬЯ ПОГРУЖЕНИЕМ | 1991 |
|
RU2021876C1 |
| Устройство для получения слепков с рабочей поверхности твердых тел и способ его изготовления | 1980 |
|
SU996848A1 |
| Способ центральной отливки прокатных валков и установка для его осуществления | 1978 |
|
SU710151A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 1992 |
|
RU2048955C1 |
| Способ изготовления керамическойфОРМы | 1978 |
|
SU827246A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ СТАЛЬНЫХ ОТЛИВОК | 2014 |
|
RU2576386C1 |
Изобретение предназначено для заливки легкоплавким или самотвердеющим веществом одного или нескольких образцов для изготовления микрошлифов. Оправка сЬстрйтч :из ву 1йртро ра$ных ча.стей с концами различной длины и полрсти для получения отливки. Боковые поверхности каждого конца креста выполнены различной длины, разность длин которых равна величине смещения осевых линий двух противоположных концов, расположенных пер- пен д и кул ярмо к раесматрй баем ому; Предложенная оправка проста в изготовлении и удобна в процессе эксплуатации, может быть использована неограниченное количество раз для завивки образцов любой формы и размеров. 1 з.п. ф-лы, 2 ил.
1
./
4 5
| Оправка для заливки образцов | 1984 |
|
SU1296895A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
