Изобретение относится к технологии ремонта хронометрических приборов, в частности деталей часовых механизмов, и предназначено для замены оси баланса часов,преимущественно в условиях ремонтных мастерских.
Цель изобретения - повышение качества ремонта часов путем сохранения характеристик баланса при замене его оси, установка двойных роликов разно го диаметра, сокращение срока ремонта часов, повышение производительности труда и снижение стоимости ремонта часов.
Способ замены оси баланса часов заключается в том, что стачиванием оси баланса с него снимают спирапь. Часть оси баланса вместе с двойным роликом отламывают пинцетом. Оставшуюся в балансе часть оси со стороны снятой спирали стачивают на наждачном круге до 0,05-0,1 мм и вьщавлина foT из баланса с усилием, которое устанавливают вращением нажимного винта, приводящего в движение пуансон, С тем же усилием вьщавливают из двойного ролика часть оси баланса, отломанной вместе с двойным роликом. Запрессовывают в баланс новую ось. На нее последовательно запрессовывают сначала двойной ролик, затем спираль для. чего нажимной винт, приводящий в движение пуансон, при необходимости поворачивают до упора.
Для осуществления способа служит устройство, в корпусе которого установлены ограничитель для регулировки минимальной длины стачиваемой оси и матрица, выполненная в форме поворотного диска с набором отверстий разного диаметра с выступами для обеспечения плотного приЛегания баланса к матрице по спицам независимо от их числа при выпрессовке (запрессовке) осей разных толщин.
Направляющая для перемещения в ней пуансона жестко соединена с корпусом. На ней шарнирно закреплена поворотная вилка,в которой установлен нажимной винт для приведения в движение пуансона, на верхней части которого с помощью винта-фиксатора установлена втулка с разрезной пружинной планкой и хоботком для закрехшения в ней баланса при снятии спирали или его частей, например, оси баланса со стороны снятой спирали при подводе оставшейся после обламывания пинцето
I-
,
15
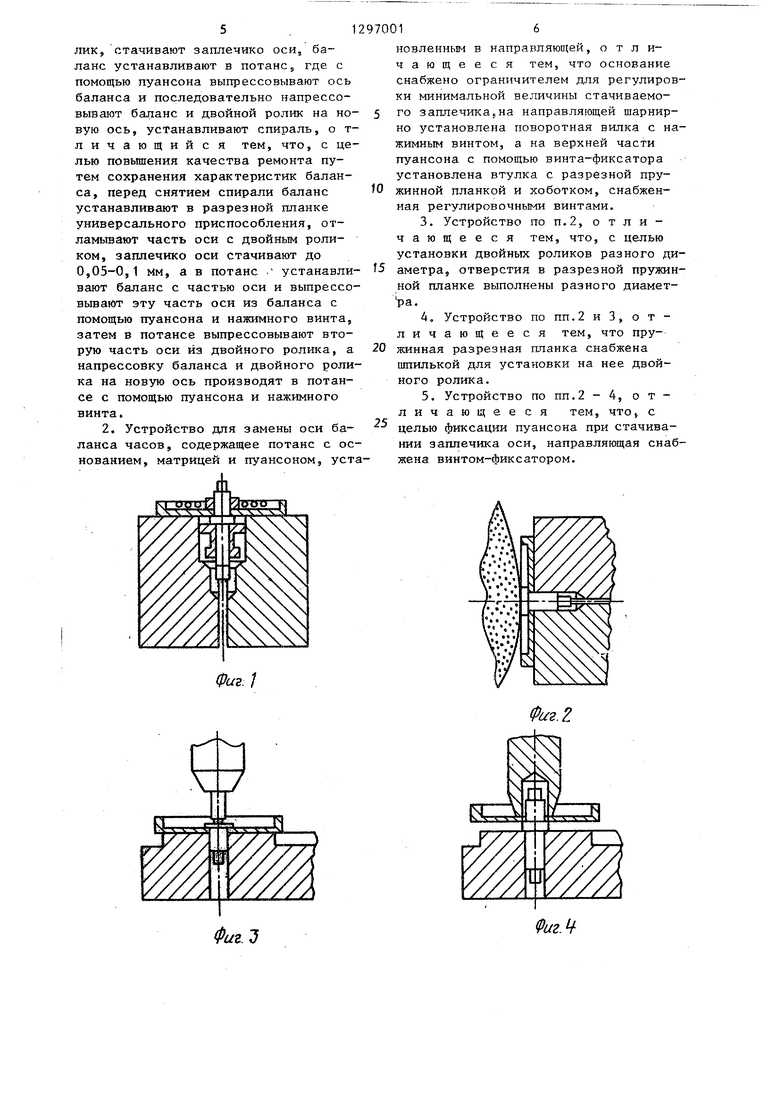
части оси к наждачному кругу для стачивания на размер, определяемый положением ограничителя в корпусе приспособления относительно наждачного круга. При этом необходимьм размер зажатия отдельных частей баланса в планке определяется положением регулировочных винтов, которыми зта планка снабжена. Кроме того, для О фиксации неподвижного положения пуансона относительно направляющей .при проведении операции стачивания оси, в направляющей пуансона имеется второй винт-фиксатор. На фиг,1 показан установленный в отверстие ппанки узел оси баланса с импульсной втулкой (двойным роликом) для снятия спирали; на фиг,2 - установленный в отверстии хоботка узел оси баланса с уже снятой спиралью для отламьтания оси Со стороны двойного ролика (показан необходимый размер стачивания оставшейся части оси баланса со сто- .роны заплечика, операция стачивания посредством наждачного круга проводится при указанной установке узла рси баланса); на фиг.З - сточенная ось в сборе с балансом (со стороны снятой спирали), установленная в одно из отверстий матрицы для выдавливания оси из баланса с помощью нажимного винта через пуансон; на фиг.4 - новая ось, установленная в это отверстие с напрессованным с помощью пуансона балансом; на фиг,5 - установка в одно из отверстий матрицы двойного ролика с отломанной частью оси ба лаяса для выдавливания ее Из двойного ролика с помощью нажимного винта через пуансон,на фиг.6 - положение двойного ролика после этой операции и узла баланса с новой осью для на- прессовки на новую ось двойного ролика и установки спирали; на фиг.7 - расположение устройства относительно опорного столика, на котором крепится наждачньй круг с приводным: электродвигателем; на фиг,8 - устройст20
25
30
35
40
45
во, обпшй вид; на фиг,9 - вид А на фиг.8; на фиг,10 - узел 1 на фиг,9; на фиг,11 - разрез А-А на фиг,10; на фиг,12 - разрез Б-Б на фиг,10; на фиг.13 - вид В на фнг,8; на фиг,14 - разрез Г-Г на фиг,13; на фиг.15 - узел II на фиг,13.
Устройство для замены оси баланса часов содержит корпус 1 с матрицей 2, направляющую 3, в которой ус10
3124 70(11
гановлен пуансон 4 с возможностью перемещения в ней, и втулку 5.
В корпусе 1 установлен ограничитель 6 с разрезной гайкой 7 для регулировки минимальной длины стачиваемой оси баланса. Матрица 2 выполнена в форме поворотного диска с набором отверстий разного диаметра с выступами для обеспечения плотного прилегания баланса к матрице по спицам независимо от их числа (1, 2, 3, 4) при выпрессовке (запрессовке) осей разных толщин.
Направляющая 3 пуансона 4 соединена скобой 8 с корпусом 1. На-ней шар-15 нирно закреплена поворотная вилка 9 с нажимным винтом 10, взаимодействующим с пуансоном 4 для приведения его в движение.
Втулка 5 пуансона 4 снабжена разрезной пружинной планкой 11 с тремя отверстиями, размер которых определяется положением регулировочных винтов 12, и хоботком 13. В торце хоботка 13 расположено отверстие, которое служит для закрепления части оси баланса и подвода ее к наждачному кругу (фиг.2) для стачивания .на размер, определяемый ограничите20
25
Ограничителем 6 с помощью раз ной гайки 7 устанавливают необход Mbrfi размер для стачивания, опреде емьт его расположением относител опорного столика, на котором креп ся наждачный круг таким образом, чтобы оставшаяся часть оси баланс после стачивания составляла по дл не не более 0,05-0,1 мм (фиг.5).
Перед операцией стачивания с п мощью винтов 15 и 16 жестко фикси ют неподвижное положение пуансона относительно втулки 5 и направляю щей 3 :
От электродвигателя (26 В), по ключенного через трансформатор о общей сети 220 В, приводят в дейс вие наждачный круг и стачивают за крепленную в торце хоботка оставш юся часть оси баланса до установл ного ограничителем 6 размера (не более 0,05-0,1 мм).
Сточенную ось в сборе с баланс устанавливают в одном из отверсти матрицы 2 со стороны снятой спира ли. Освобождают поворотом винтов 15 пуансон для возможности его пе мещения относительно направляющей Поворотом нажимного винта 10 чере
лам 6, положение которого регулирует-30 пуансон 4 вьщавливают из баланса - ся с помощью разрезной гайки 7. На верхней плоскости разрезной планки 11 выполнены три отверстия для установки двойного ролика разных размеров рри снятии спирали с баланса.
Для возможности запрессовки импульсного камня в двойной ролик планка 11 снабжена шпилькой 14.
Кроме того, втулка 5 пуансона 4 снабжена винтом 15 для фиксации не- подвижного положения на пуансоне 4, t -который фиксируется винтом 16 относительно направляющей при проведении стачивания оси.
Устройство работает следующим образом.
Двойной ролик с балансом и спиралью устанавливают в одно из отверстий пружинной планки 11. Необходимый размер зажатия двойного ролика определяют поворотом регулировочных винтов 12. С закрепленного таким образом баланса снимают спираль. Затем ось с балансом устанавливают в отверстие в торце хоботка 13 и снова прижимают планкой 11 при помощи винтов 12. Пинцетом отламывают ось со .стороны двойного ролика.
ось и запрессовывают в него новую ось.
После того, как баланс с новой осью проверен на радиальное и торц 35 вое биение, для чего его устанавл вают в циркуль-восьмерку, и эти п раметры качества ремонта и сохран ния характеристик часового механи ма находятся в норме, аналогичным тем поворотом .нажимного винта, де ствующего на пуансон, выпрессрвыв часть отломанной оси из двойного лика. Таким образом используют на жимной винт в последующих последо вательно проводимых операциях зам оси баланса, а именно, запрессовк двойно1 о ролика и спирали в балан на новую ось.
Для запрессовки в двойной роли импульсного камня последний устан ливают на щпильку 14 и насаживают камень на двойной ролик.
45
50
Формула изобретен
1. Способ замены оси баланса ч сов, заключающийся в том, что с ланса снимают спираль, двойной ро
0
5
0
5
Ограничителем 6 с помощью разрея- ной гайки 7 устанавливают необходи- Mbrfi размер для стачивания, определи- емьт его расположением относительно опорного столика, на котором крепится наждачный круг таким образом, чтобы оставшаяся часть оси баланса после стачивания составляла по длине не более 0,05-0,1 мм (фиг.5).
Перед операцией стачивания с помощью винтов 15 и 16 жестко фиксируют неподвижное положение пуансона 4 относительно втулки 5 и направляющей 3 :
От электродвигателя (26 В), подключенного через трансформатор от общей сети 220 В, приводят в действие наждачный круг и стачивают закрепленную в торце хоботка оставшуюся часть оси баланса до установленного ограничителем 6 размера (не более 0,05-0,1 мм).
Сточенную ось в сборе с балансом устанавливают в одном из отверстий матрицы 2 со стороны снятой спирали. Освобождают поворотом винтов 15 пуансон для возможности его перемещения относительно направляющей. Поворотом нажимного винта 10 через
0 пуансон 4 вьщавливают из баланса
пуансон 4 вьщавливают из баланса
ось и запрессовывают в него новую ось.
После того, как баланс с новой осью проверен на радиальное и торцо- вое биение, для чего его устанавливают в циркуль-восьмерку, и эти параметры качества ремонта и сохране - ния характеристик часового механизма находятся в норме, аналогичным путем поворотом .нажимного винта, действующего на пуансон, выпрессрвывают часть отломанной оси из двойного ролика. Таким образом используют нажимной винт в последующих последовательно проводимых операциях замены оси баланса, а именно, запрессовки двойно1 о ролика и спирали в баланс на новую ось.
Для запрессовки в двойной ролик импульсного камня последний устанавливают на щпильку 14 и насаживают камень на двойной ролик.
Формула изобретения
1. Способ замены оси баланса часов, заключающийся в том, что с баланса снимают спираль, двойной ро5 . 1
лик, стачивают заплечико оси, баланс устанавливают в потанс, где с помощью пуансона выпрессовывают ось баланса и последовательно напрессовывают баланс и двойной ролик на новую ось, устанавливают спираль, о т- личающийся тем, что, с целью повышения качества ремонта путем сохранения характеристик баланса, перед снятием спирали баланс устанавливают в разрезной планке универсального приспособления, отламывают часть оси с двойным роликом, заплечико оси стачивают до 0,05-0,1 мм, а в потанс . устанавливают баланс с частью оси и выпрессовывают эту часть оси из баланса с помощью пуансона и нажимного винта, затем в потансе выпрессовывают вторую часть оси из двойного ролика, а напрессовку баланса и двойного ролика на новую ось производят в потансе с помощью пуансона и нажимного винта.
2, Устройство для замены оси баланса часов, содержащее потанс с основанием, матрицей и пуансоном, уста- жена винтом-фиксатором.
2970016
новленным в направляющей чающееся тем, чт снабжено ограничителем д ки минимальной величины
5 го заплечика,на направля но установлена поворотна жимным винтом, а на верх пуансона с помощью винта установлена втулка с раз
0 жинной планкой и хоботко ная регулировочными винт
3. Устройство ио п.2 чающееся тем, чт установки двойных ролико
t5 аметра, отверстия в разр ной планке выполнены раз ра.
А, Устройство по ПП.2 личающееся тем
20 жинная разрезная гшанка шпилькой для установки н ного ролика.
5. Устройство по ПП.2
25
личающее ся те целью фиксации пуансона нии заплечика оси, напра
970016
новленным в направляющей, о т л и- чающееся тем, что основание снабжено ограничителем для регулировки минимальной величины стачиваемо5 го заплечика,на направляющей шарнир- но установлена поворотная вилка с нажимным винтом, а на верхней части пуансона с помощью винта-фиксатора установлена втулка с разрезной жинной планкой и хоботком, снабженная регулировочными винтами.
3. Устройство ио п.2, отличающееся тем, что, с целью установки двойных роликов разного диt5 аметра, отверстия в разрезной пружинной планке выполнены разного диамет- ра.
А, Устройство по ПП.2 и 3, о т - личающееся тем, что пру20 жинная разрезная гшанка снабжена шпилькой для установки на нее двойного ролика.
5. Устройство по ПП.2 -4, отжена винтом-фиксатором.
личающее ся тем, что с целью фиксации пуансона при стачивании заплечика оси, направляющая снабФиг: /
.
Фиг.:
Фиг.
Фигб




Изобретейие относится к технологии ремонта хронометрических приборов и позволяет сохранить характеристики баланса при замене его оси. С закрепленного в отверстии пружинной планки 11 баланса снимают стачиванием его оси спираль. Отламьшают часть оси баланса, установленной в отверстии хоботка 13, вместе с двойным роликом. Стачивают оставшуюся часть оси баланса до размера 0,05-0,1 мм, устанавливаемого ограничителем 6 с помощью разрезной гайки 7. Затем ось с балансом устанавливают в отверстии матриш | 2 потанса и поворотом нажимного винта 10 через пуансон 4 вьадавливают ось из баланса и запрессовывают в него новую ось. Подобным образом выпрессовыра- ют из двойного ролика часть отломанной оси, после чего на него насаживают импульсньй камень. 2 с., 3 з.п. ф-лы, 15 ил. с б (Л
1Г-Ш+ 4
У////Л
m
дид
/
Т
fc
12
X
11
4 jjAii..
rr
-12
Фаг. Ю
Л-Л
6-6
f
WA
Z/
ZiL
Фиг. 11
Фиг. 12
бидВ
Ъ
Фиг. П
Фиг. 15
Составитель П.Карманов Редактор И.Касарда Техред А.Кравчук °PP ;|;°P J °P° 1
778/50 Тираж 371 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Проичводственно
-полиграфическое предприятие , г.Ужгород, ул.Проектная,4
| Харитончук А.П | |||
| Справочная книга по ремонту часов | |||
| М.: Легкая индустрия, 1983, с.111, рис.83 | |||
| Шамонова Л.В | |||
| Ремонт наручных часов | |||
| М.: Легкая и пищевая промышленность, 1982, с.68. |
