Изобретение относится к обработке металлов давлением и может быть использовано для резки фасонных профилей, в частности, заготовок ободов мотоциклетных колес.
Известен штамп для резки профилей, содержащий установленную в станине пресса верхнюю плиту, несущую пуансон в виде пластины, и матрицу с противоотжимом 1,
Недостатком указанного штампа является невысокое качество резки, вызванное искажением отрезаемой части профиля.
Целью настоящего изобретения является повышение качества резки.
указанная цель достигается тем, что штамп для резки профилей, содержащий установленную в станине пресса верхнюю плиту, несущую пуансон в виде пластины и матрицу с противоотжимом, снабжен профильным фиксатором с приводом его перемещения и датчиком его положения, а пуансон снабжен поддерживающим роликом, установленным в нижней его части, при этом профильный фиксатор шарнирно соединен со станиной пресса и установлен с возможностью регулировочного перемещения в направлении к
режущей кромке пуансона,а режущая кромка пуансона образована проемом, верхняя часть которого соответствует с форме разрезаемого профиля.
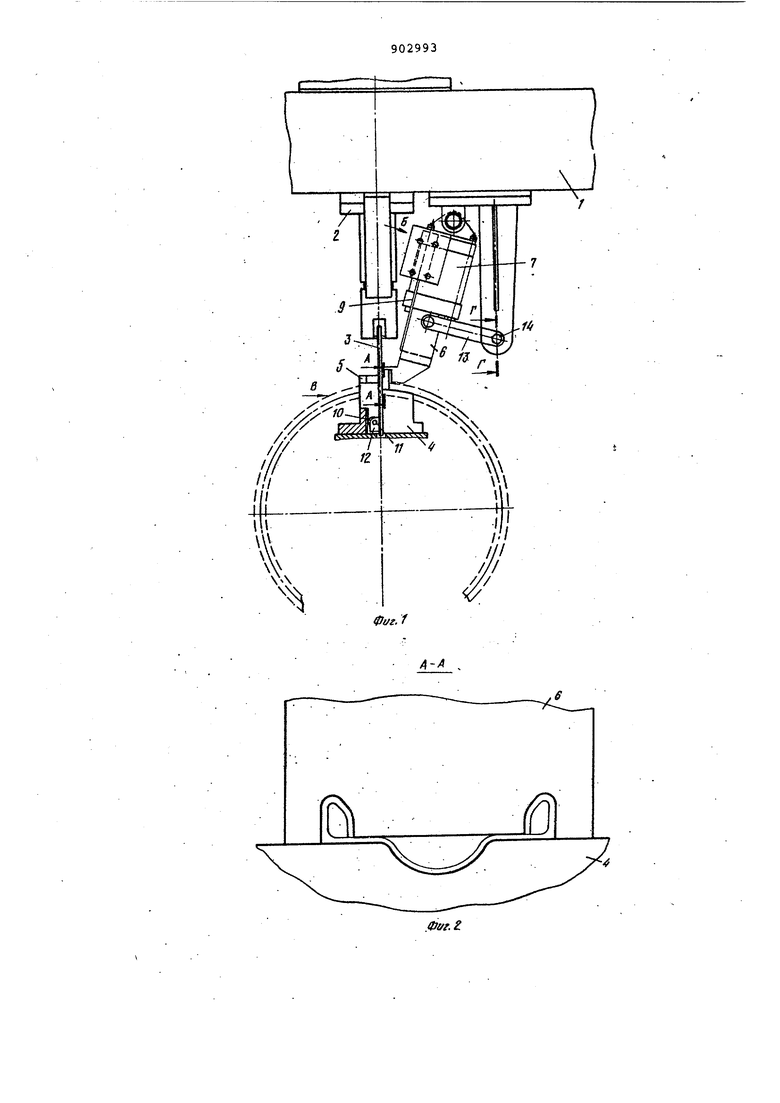
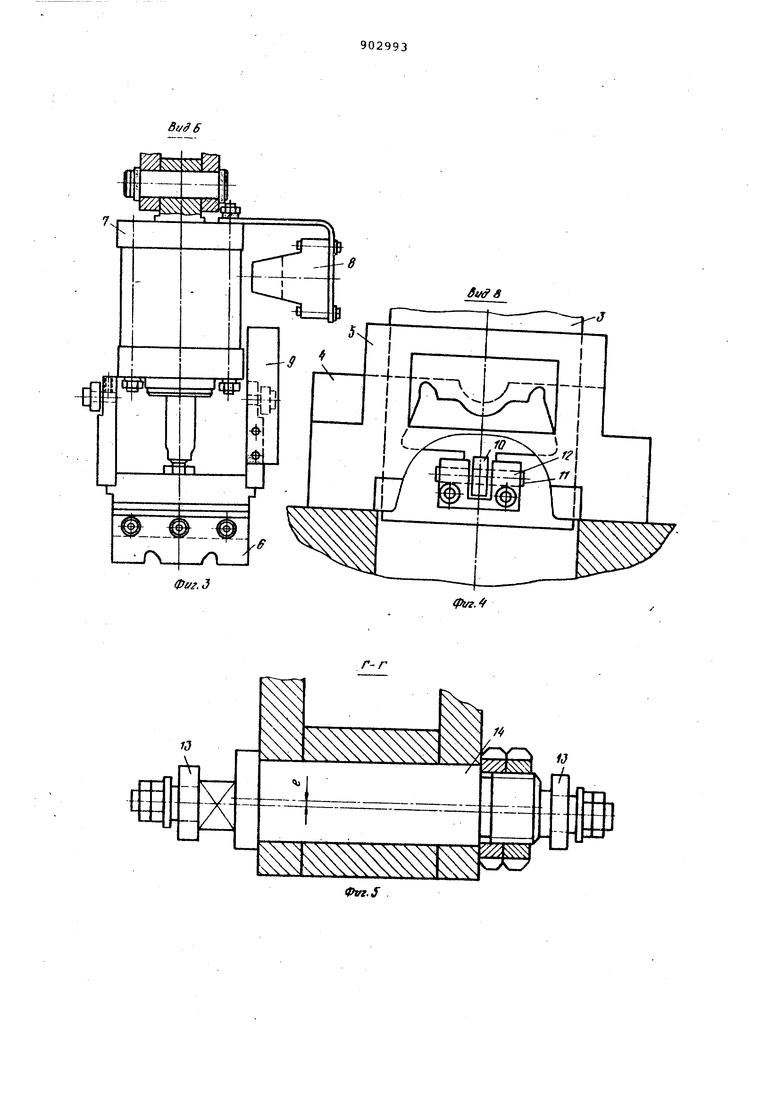
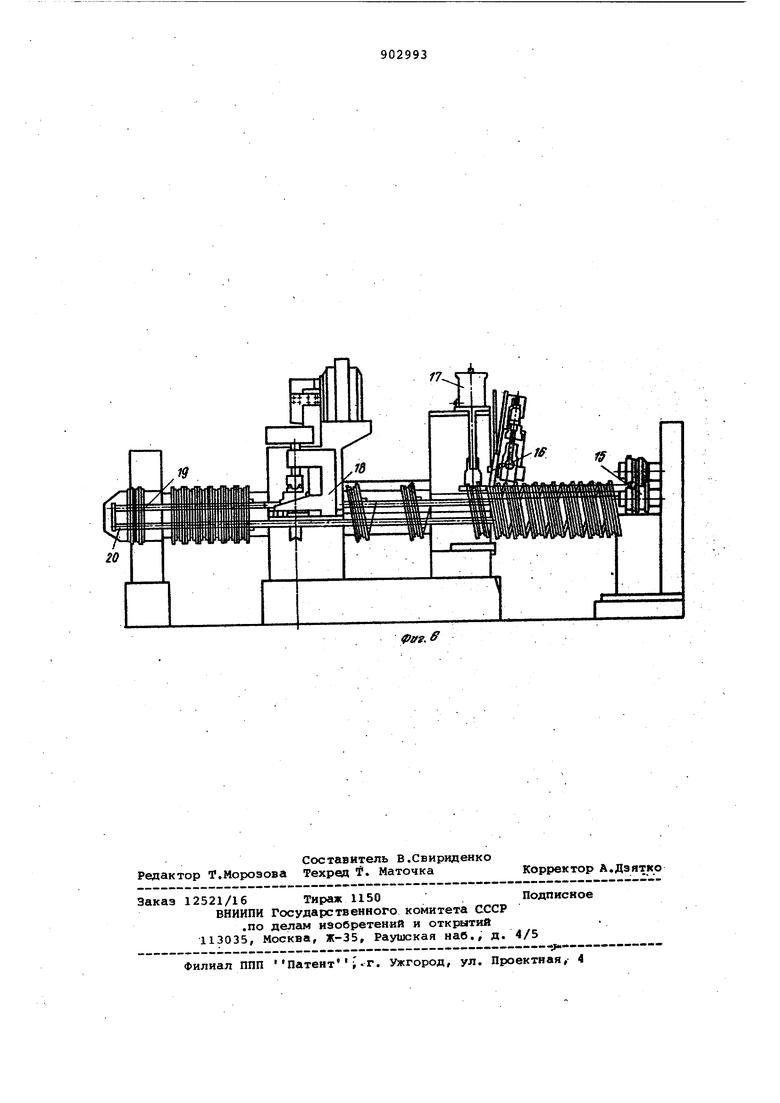
На фиг. 1 изображен общий вид штампа для резки профилей; на фиг.2 разрез А-А фиг. 1; на фиг. 3 вид В фиг. 1; на фиг. 4 - вид В фи1-. 1; на фиг. 5 - разрез Г-Г фиг. 1; на фиг. б - изображен общий вид 1 втоматической линии изготовления сбодов мотоциклетных Koneq, в которюй установлен штамп для резки
15 профилей.
для резки профилей содержит установленную в станине 1 пресса верхнюю плиту 2, несущую пуансон 3, выполненный в виде плас20тины, и матрицу 1 с противоотжимом 5. Штамп снабжен профильным фиксатором 6 с приводом 7. В виде силового цилиндра и датчиком его положения, выполненным в виде датчика 8
25 и флажка 9. Пуансон 3 снабжен поддерживающим роликом. 1,0, установленным на оси 11 в корпусе 12 в нижней части пуансона 3. Профильный фиксатор 6 при помощи планок 13 шарнирно
30 соединен со станиной 1 пресса. Регулйровка положения профильного фиксатора 6 относительно режущей кромки пуансона 3 осуществляется осью 14, выполненный с эксцентриситетом.
Штамп для резки профилей установлен в линии для изготовления ободов мотоциклетных колес, СОСТОЯЕШЙ из механизма 15 профилирования и: завивки ленты в спираль, механизма 16 подачи, пресса 17, в станине 1 которого установлен штамп для резки профилей, сварочной машины 18, устройства калибровки 19 и шагового транспортера 20.
Работа автоматической линии для из готов ления обод он мотоциклетных колес, в которой установлен штаг-ет для резки профилей осуществляется следующим образом.
Конец рулона ленты заправляется в профилировочный механизм 15, в котором профилируется и завивается в спираль, механизм подачи 16 подает спираль в штамп пресса рубки. При подаче спираль находится в окне противоотжима 5 и опирается на свободно вращающийся ролик 10. Опираяс на ролик 10, спираль проходит с зазором над режущей кромкой матрицы 4. После подачи спирали в штамп, механизм 15 профилирования и завивки спирали И механизм для подачи 16 выключается. Шток качающегося цилинра выдвигается, и фиксатор б опускается на спираль, фиксирует наружный контур бортовых закраин и взаимодействуя с планками 13, которые, вращаясь на оси 14, подводят фиксат8р б до касания с режугцей кромкой пуансона 3 (ось 14, выполненная с эксцентриситетом, и поворот ее при установке разрешает установить определенное положение фиксатора по отношению к режущей кромке пуансона) , после чего происходит -опускание пуансона 3 и отрезка заготовки обода, причем одна часть спирали фиксируется фиксатором б, который фиксирует профиль спирали над матрицей и не дает ему изменяться на отрезаемом отрезке, другая часть спирали, которая находится в пуансоне 3 фиксируется профилем его окна. После производства реза шток цилиндра втягивается, при этом фиксатор б поднимается над отрезанным отрезком и отходит от режущей кромки пуансона 3 и при этом флажок 9, взаимодействуя с датчиком 8 и указывая на то, что фиксатор б поднят, дает команду на работу транс-портера 20, которьй передает отрезок спирали на сварочную машину 18, а ранее сваренный обод с машины 18 устанавливается в механизм калибрования 19. Этим же ходом транспорхер 20 снимает откалиброванный обод с механизма калибрования 19 и выдает его с линии,. После возврата транспортера 20 в исходное положение производится подъем пуансона 3, кото5 Рый при подъеме роликом 10 поднимает конец спрофилированной спирали над рубящей кромкой матрицы 4 с определенным зазором. Затем включается профилировочный механизм 15 и мехаQ низм для подачи 16. В дальнейшем цикл повторяется.
Использование предложенного штампа для резки профилей в автоматической линии для изготовления обо5 дов мотоциклетных колес позволит повысить качество резки, а следовательно, и качество получаемых деталей .
Формула изобретения
Штамп для резки профилей, содержащий установленную в станине пресса: верхнюю плиту, несущую пуансон в виде пластинь, и матрицу с противоотжимом, отличающийся тем, что, с целью повышения качества
резки, он снабжен профильным фиксатором с приводом его перемещения- и д атчиком его положения, а пуансон снабжен поддерживающим роликом, ус0 тановленным в нижней его части, при этом профильный фиксатор шарнирно соединен со станиной пресса и установлен с возможностью, регулировочного перемещения в направлении к режу5 мей кромке пуансона, а режущая кромка пуансона образована проемом, верхняя часть которого соответствует форме разрезаемого профиля.
Источники информации,
50 принятые во внимание при экспертизе
1. Мещерин В.Т. Атлас схем Листовая . штамповка , М., Машиностроение, 1975 г., стр. 59, рис. 98 .(ПРОТОТИП) .
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОДОВ МОТОЦИКЛЕТНЫХ КОЛЕС | 1973 |
|
SU389900A1 |
| Автоматическая линия изготовления ободьев мотоциклетных колес | 1977 |
|
SU631293A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Способ изготовления обода колеса | 1977 |
|
SU656716A1 |
| Линия для изготовления кольцевых профилированных деталей из ленты | 1982 |
|
SU1123764A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Штамп для гибки | 1988 |
|
SU1523223A1 |
| Устройство для пробивки отверстий в непрерывной заготовке спиральной формы и отрезки деталей | 1977 |
|
SU749501A1 |
| Штамп для резки коробчатого незамкнутого профиля | 1987 |
|
SU1581483A1 |
| Штамп для резки П-образных профилей | 1989 |
|
SU1620224A1 |