13 и с помощью него перемещается в сторону обкатывающего механизма 4 с инструментом-матрицей 5, где и происходит вытяжка с утонением. Возникающие колебания пуансона гасятся ДУ, Перемещение Т с размещенным в
f
Изобретение относится к кузнеч- но-прессовому оборудованию а именно к конструкции прессов для штамповки заготовок обкатыванием.
Цель изобретения - расширение технологических возможностей пресса путем обеспечения вытяжки с утонением заготовок большой высоты.
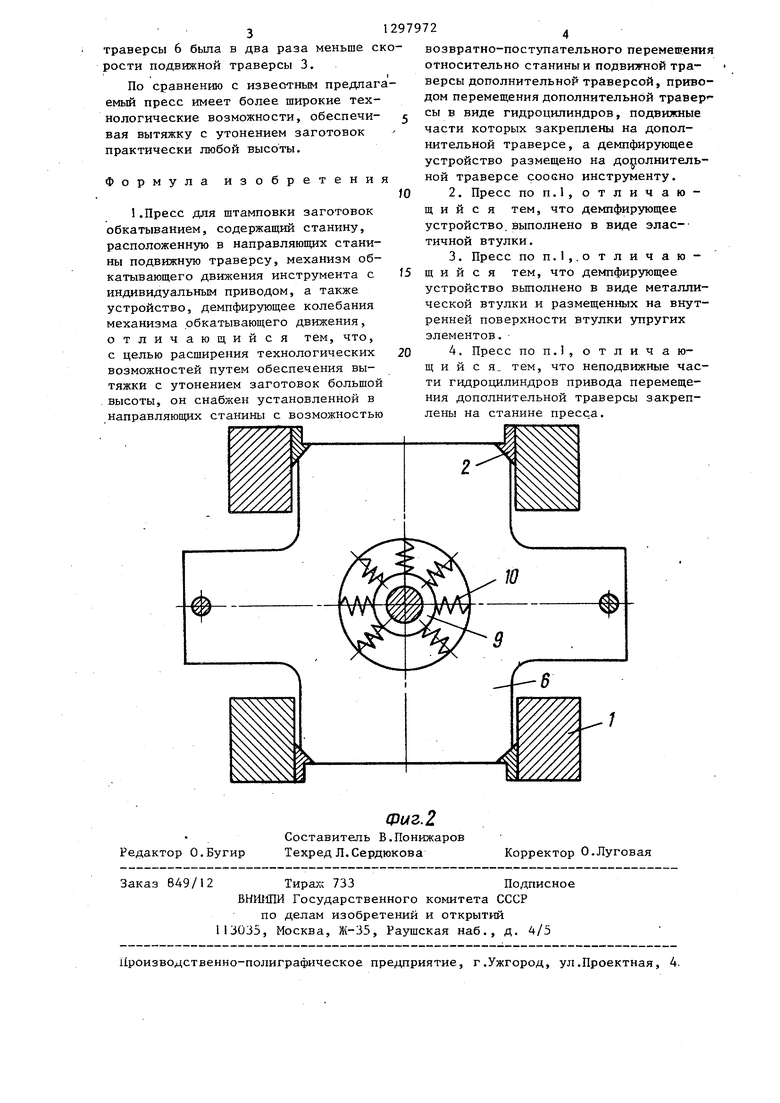
На фиг.1 изображен предлагаемый пресс, общий вид; на фиг.2 - демпфирующее устройство, выполненное в виде металлической втулки.
Пресс содержит станину 1, расположенную в направляющих 2 станины 1 подвижную траверсу 3, механизм 4 обкатывающего движения инструмента 5 с индивидуальным приводом (.не показан) , демпфирующее колебания механизма 4 устройство, установленную в направляющих 2 станины 1 с возможностью возвратно-поступательного перемещения относительно станины 1 и трайерсы 3 дополнительную траверсу 6, привод перемещения которой выполнен в виде гидроцилиндров, подвижные части 7 которых закреплены на дополнительной траверсе 6, а неподвижные на траверсе 3, при этом демпфирзто- щее устройство размещено на дополнительной траверсе 6 соосно инструменту 5 и может быть выполнено либо в виде эластичной втулки 8, либо в виде металлической втулки 9 и размещенных на внутренней поверхности втулки упругих элементов 10. На станине 1 или на дополнительной траверсе 6 крепится съемник I1. Неподвижные части 12 гидроцилиндров привода траверсы 6 могут быть закреплены на станине 1, на подвижной траверсе 3 размещен пуансон 13.
Пресс работает следующим образом
Заготовка 14 надевается на пуансон 13 и с помощью подвижной траверсы 3 от привода пресса подается в
1297972
ней ДУ согласовывается с перемещением пуансона Т таким образом, чтобы центр ДУ в каждый момент времени совпадал с сечением пуансона, имеющим максимальную амплитуду колебаний. 3 з.п. ф-лы, 2 ил.
инструмент 5, совершающий с помощью механизма 4 обкатывающее движение относительно пуансона 13 с надетой на него заготовкой 14. По мере перемещения пуансона вниз производится вытяжка заготовки 14 с утонением, для обеспече шя вытяжки высоких заготовок пуансон 13 должен иметь большую длину. После завершения вытяжки пуансон I3 с помощью траверсы 3 перемещается вверх и готовая деталь снимается с пуансона при помощи съемника 11. Уменьшение колебаний, возникающих в пуансоне 13, обеспе- чивает демпфирующее устройство, размещенное на дополнительной траверсе 6.
Демпфирующее устройство размещают
по отношению к инструменту 5 в месте, где амплитуда колебаний пуансона достигает своего максимума, либо несколько смешают его в сторону источника возмущения, т.е. матрицы.
При колебаниях пуансона максимут амплитуды отстоит на 2/3 длины свободной части пуансона от места его заделки в подвижной траверсе до мес- та деформирования заготовки (источика возмущения). В процессе вытяжки свободная часть пуансона укорачивается, положение максимума амплитуы на пуансоне изменяется, поэтому ополнительная траверса 6 с демпфиРУющим устройством должна перемещаться, причем ее перемещение должно быть согласовано с перемещением подвижной траверсы 3 таким образом, чтобы центр демпфир ующего устройства в каждый текущий момент времени совпадал или был несколько ниже сечения пуансона с )максимальной амплитудой колебаний. Для обеспечения такого условия достаточно, чтобы
скорость перемещения дополнительной
3
траверсы 6 была в два раза меньше срости подвижной траверсы 3.
По сравнению с известным предлаг емьй пресс имеет более широкие технологические возможности, обеспечи- вая вытяжку с утонением заготовок практически любой высоты.
Формула изобретени
1.Пресс для штамповки заготовок обкатыванием, содержащий станину, расположенную в направляющих станины подвижную траверсу, механизм обкатывающего движения инструмента с индивидуальным приводом, а также устройство, демпфирующее колебания механизма обкатывающего движения, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения вытяжки с утонением заготовок большой высоты, он снабжен установленной в направляющих станины с возможностью
/
возвратно-поступательного перемещения относительно станины и подвижной траверсы дополнительной траверсой, приводом перемещения дополнительной травер - с сы В виде гидроцилиндров, подвижные части которых закреплены на дополнительной траверсе, а демпфирующее устройство размещено на дополнительной траверсе соосно инструменту.
0 2. Пресс поп.1,отличаю- щ и и с я тем, что демпфирующее устройство,выполнено в виде элас-- тичной втулки,
3. Пресс поп.1,.отличаю5 щ и и с я тем, что демпфирующее
устройство выполнено в виде металлической втулки и размещенных на внутренней поверхности втулки упругих элементов.
0 Пресс поп.1,отлича ю- щийся тем, что неподвижные части гидроцилиндров привода перемещения дополнительной траверсы закреплены на станине пресса.
Редактор О.Бугир
Фиг. 2
Составитель В.Понижаров Техред Л.Сердюкова
849/12
Тира5;с 733Подписное
БНШ1ПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4.
Корректор О.Луговая
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для деформирования трубных заготовок | 1990 |
|
SU1761350A1 |
| Устройство для получения полых изделий из трубчатых заготовок | 1990 |
|
SU1810185A1 |
| Способ обработки труб | 1990 |
|
SU1810186A1 |
| УСТАНОВКА ДЛЯ КАЛИБРОВКИ СБОРНЫХ ЗАГОТОВОК БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2319588C2 |
| Пресс для глубокой вытяжки листовых деталей | 2015 |
|
RU2619421C2 |
| Пресс для штамповки заготовок обкатыванием | 1983 |
|
SU1143496A1 |
| Гидравлический пресс для глубокой вытяжки | 1983 |
|
SU1081003A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА И ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343031C1 |
| Гидравлический пресс | 1980 |
|
SU941200A2 |
| УСТРОЙСТВО ДЛЯ ГИДРОШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2014 |
|
RU2562570C1 |

| Пресс для штамповки заготовок обкатыванием | 1983 |
|
SU1143496A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
