Изобретение относится к обработке металлов давлением и может быть использовано в производстве тонкостенных корпусов штамповкой обкатывание ем.
Целью изобретения является повышение качества изделий и надежности инструмента путем фиксации пуансона по оси деформирования заготовки, а также расширение технологических возможностей за счет получения изделий с двумя буртами.
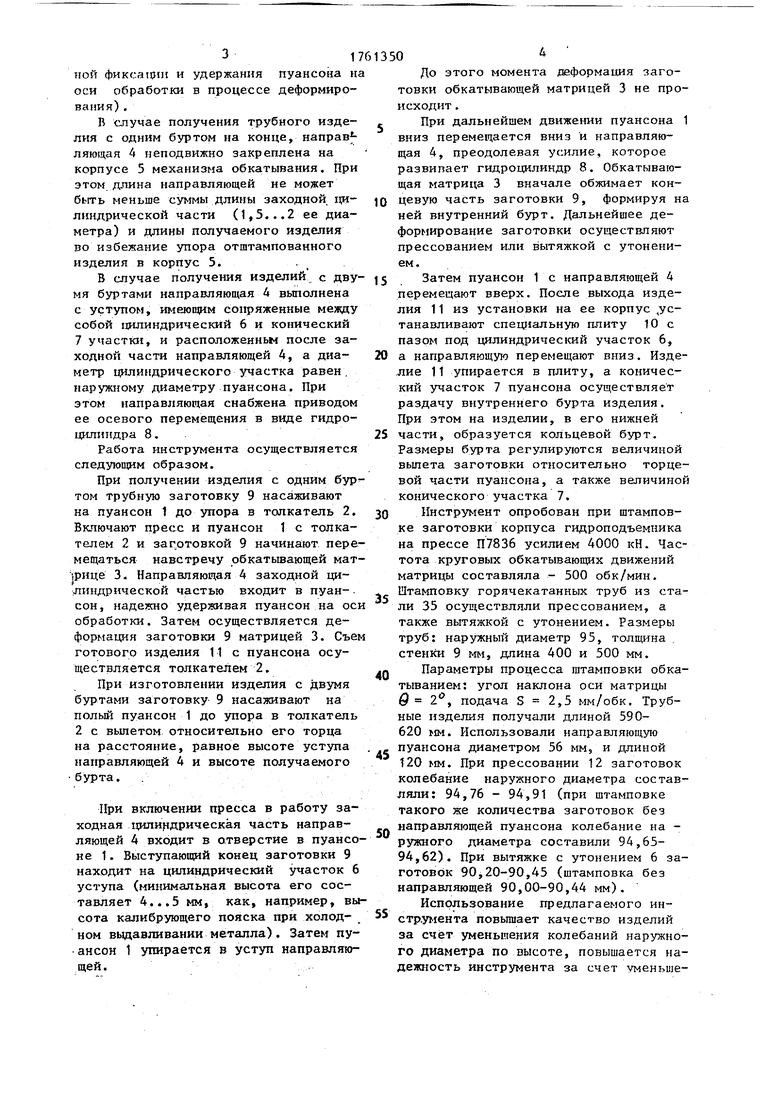
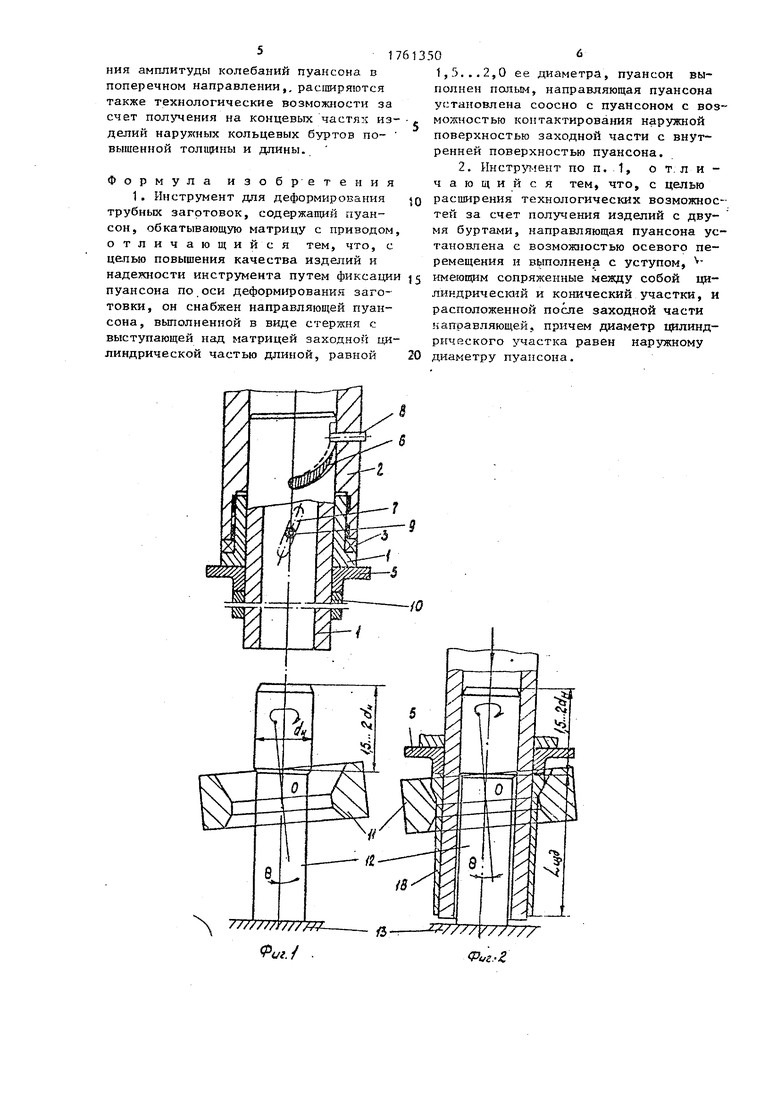
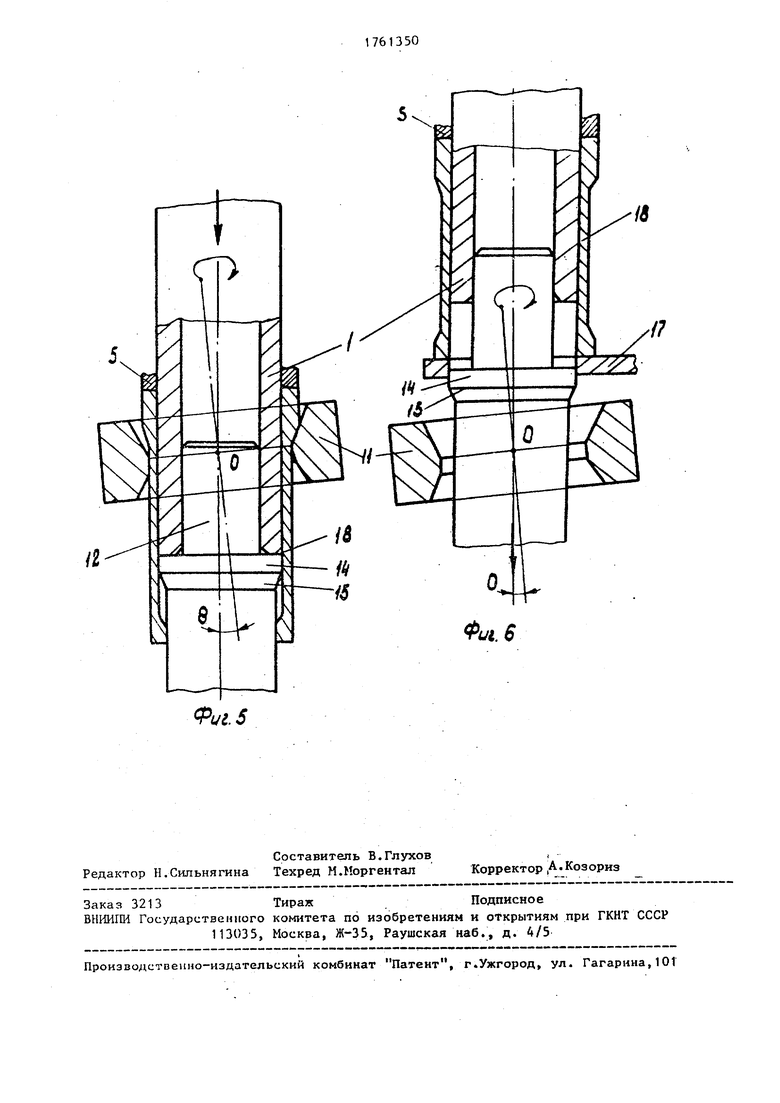
На фиг.1 изображен инструмент в исходном положении при получении цилиндрических изделий с буртом} на фиг. 2 - инструмент в момент окончания процесса прессования изделий с буртом на фиг.З - исходное положение инструмента при получении трубных изделий с двумя буртами, на фиг.4 - инструмент перед началом процесса прессования заготовки при получении трубного изделия с двумя буртами на фиг.З - инструмент в момент окончания процесса на фиг.4Ј на фиг.6 - инстру- мент в момент окончания раздачи сформированного внутреннего бурта трубного изделия и получения второго наружного бурта.
Инструмент содержит полый пуансон 1, толкатель 2, получающий движение от специального гидропривода (не показан) . Обкатывающая матрица 3 получает движение кругового обкатывания от привода (не показан). Направляющая 4 выполнена в виде стержня с выступающей над матрицей заходной цилиндрической частью длиной 1,5...2 ее диаметра и установлена соосно с пуансоном с возможностью контактирования наружной поверхности заходной части с внутренней поверхностью пуансона (т.е. диаметр заходной части равен диаметру отверстия полого пуансона для надеж4J О
Ы СП
317
ной фиксации и удержания пуансона на оси обработки в процессе деформирования) .
В случае получения трубного изделия с одним буртом на конце, направ - ляющая 4 неподвижно закреплена на корпусе 5 механизма обкатывания. При этом длина направляющей не может быть меньше суммы длины заходной цилиндрической части (1,5...2 ее диаметра) и длины получаемого изделия во избежание упора отштампованного изделия в корпус 5.
В случае получения изделий с двумя буртами направляющая 4 выполнена с уступом, имеющим сопряженные между собой цилиндрический 6 и конический 7 участки, и расположенные после заходной части направляющей 4, а диаметр цилиндрического участка равен наружному диаметру пуансона. При этом направляющая снабжена приводом ее осевого перемещения в виде гидроцилиндра 8.
Работа инструмента осуществляется следующим образом.
При получении изделия с одним буртом трубную заготовку 9 насаживают на пуансон 1 до упора в толкатель 2. Включают пресс и пуансон 1 с толкателем 2 и заготовкой 9 начинают перемещаться навстречу обкатывающей мат- ,рице 3. Направляющая 4 заходной цилиндрической частью входит в пуансон, надежно удерживая пуансон на оси обработки. Затем осуществляется деформация заготовки 9 матрицей 3. Съем готового изделия 11 с пуансона осуществляется толкателем 2.
При изготовлении изделия с двумя буртами заготовку 9 насаживают на полый пуансон 1 до упора в толкатель 2 с вылетом относительно его торца на расстояние, равное высоте уступа направляющей 4 и высоте получаемого бурта.
При включении пресса в работу за- ходная цилиндрическая часть направляющей 4 входит в отверстие в пуансоне 1. Выступающий конец заготовки 9 находит на цилиндрический участок 6 уступа (минимальная высота его составляет 4...5 мм, как, например, высота калибрующего пояска при холодном выдавливании металла). Затем пуансон 1 упирается в уступ направляющей.
350
До этого момента деформация заготовки обкатывающей матрицей 3 не происходит .
При дальнейшем движении пуансона 1 вниз перемещается вниз и направляющая 4, преодолевая усилие, которое развивает гидроцилиндр 8. Обкатывающая матрица 3 вначале обжимает концевую часть заготовки 9, формируя на ней внутренний бурт. Дальнейшее деформирование заготовки осуществляют прессованием или вытяжкой с утонением.
5 Затем пуансон 1 с направляющей 4 перемещают вверх. После выхода изделия 11 из установки на ее корпус ,ус- танавливают специальную плиту 10 с пазом под цилиндрический участок 6,
а направляющую перемещают вниз. Изделие 11 упирается в плиту, а конический участок 7 пуансона осуществляет раздачу внутреннего бурта изделия. При этом на изделии, в его нижней
5 части, образуется кольцевой бурт. Размеры бурта регулируются величиной вылета заготовки относительно торцевой части пуансона, а также величиной конического участка 7.
0 Инструмент опробован при штамповке заготовки корпуса гидроподъемника на прессе П7836 усилием 4000 кН. Частота круговых обкатывающих движений матрицы составляла - 500 обк/мин. Штамповку горячекатанных труб из стали 35 осуществляли прессованием, а также вытяжкой с утонением. Размеры труб: наружный диаметр 95, толщина стенки 9 мм, длина 400 и 500 мм.
д Параметры процесса штамповки обкатыванием: угол наклона оси матрицы О 2°, подача ,5 мм/обк. Трубные изделия получали длиной 590- 620 мм. Использовали направляющую , пуансона диаметром 56 мм, и длиной 120 мм. При прессовании 12 заготовок колебание наружного диаметра составляли: 94,76 - 94,91 (при штамповке такого же количества заготовок без направляющей пуансона колебание на - ружного диаметра составили 94,65- 94,62). При вытяжке с утонением 6 заготовок 90,20-90,45 (штамповка без направляющей 90,00-90,44 мм).
Использование предлагаемого инструмента повышает качество изделий за счет уменьшения колебаний наружного диаметра по высоте, повышается надежность инструмента за счет уменьше5
0
5
517
ния амплитуды колебаний пуансона D поперечном направлении,, расширяются также технологические возможности за счет получения на концевых частях из- делий наружных кольцевых буртов по- вышенной толщины и длины.
Формула изобретения
1. Инструмент для деформирования трубных заготовок, содержащий пуансон, обкатывающую матрицу с приводом, отличающийся тем, что, с целью повышения качества изделий и надежности инструмента путем фиксации пуансона по.оси деформирования заготовки, он снабжен направляющей пуансона, выполненной в виде стержня с выступающей над матрицей заходной цилиндрической частью длиной, равной
06
1,5...2,0 ее диаметра, пуансон выполнен полым, направляющая пуансона установлена соосно с пуансоном с возможностью контактирования наружной поверхностью заходной части с внутренней поверхностью пуансона.
2. Инструмент по п. 1, отличающийся тем, что, с целью
расширения технологических возможностей за счет получения изделий с двумя буртами, направляющая пуансона установлена с возможностью осевого перемещения и выполнена с уступом, v
имеющим сопряженные между собой цилиндрический и конический участки, и расположенной после заходной части напоавляющей, причем диаметр цилиндрического участка равен наружному
диаметру пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий | 1990 |
|
SU1726104A2 |
| Способ изготовления изделий | 1987 |
|
SU1503944A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2018397C1 |
| Способ изготовления изделий | 1987 |
|
SU1417966A2 |
| Способ изготовления изделий и инструмент для осуществления способа изготовления изделий | 1980 |
|
SU940941A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ОБКАТЫВАНИЕМ | 1991 |
|
RU2021060C1 |
| Инструмент для деформирования трубных заготовок | 1976 |
|
SU621427A1 |
| Способ изготовления гибких зубчатых колес обкатыванием | 1989 |
|
SU1712054A1 |
| Способ изготовления дисков с центральным утолщением и инструмент для его осуществления | 1990 |
|
SU1745394A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЗАГОТОВОК ОБКАТЫВАНИЕМ | 1991 |
|
RU2021059C1 |
Использование: обработка металлов давлением. Сущность изобретения: инструмент содержит направляющую пуансона в виде стержня с выступающей над матрицей заходной цилиндрической частью. Длина ее составляет 1,5...2 диаметра направляющей. Направляющая установлена соосно пуансону. Наружная поверхность заходной части направляющей контактирует с внутренней поверхностью пуансона в процессе деформирования. Для получения трубного изделия с двумя буртами на направляющей после заходной части выполнен цилиндрический уступ с коническим участком. Диаметр цилиндрического уступа равен наружному диаметру пуансона. 1 з.п. ф-лы, 6 ил.
/W/VW/WРиг./
Ф«г-2
о
«v3
Gi-e
Фч1.5
IS
| Инструмент для деформирования трубных заготовок | 1976 |
|
SU621427A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
