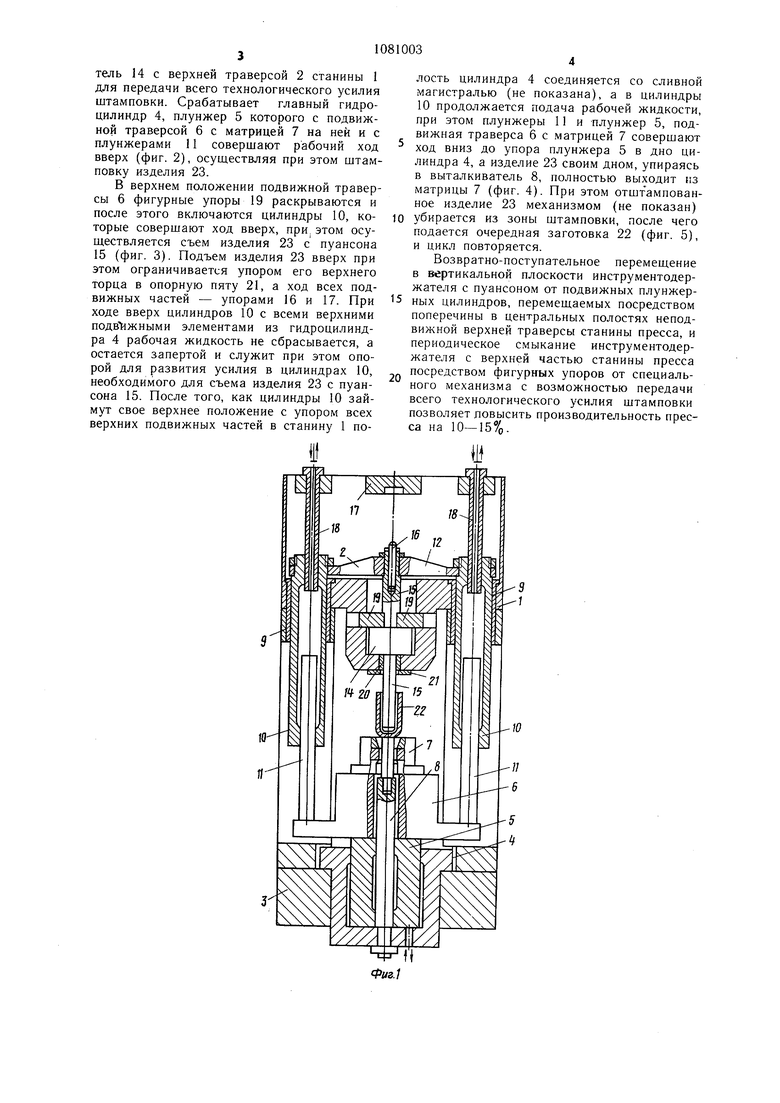
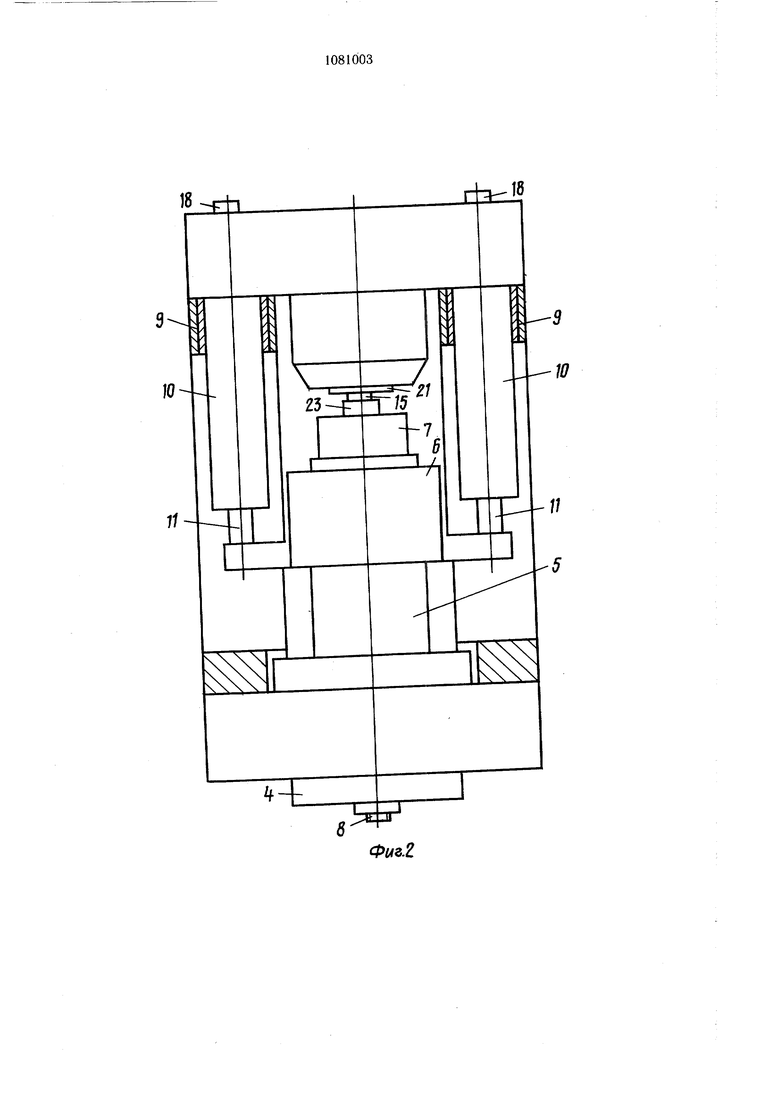
Изобретение относится к обработке металлов давлением, в частности к гидравлическим прессам для глубокой вытяжки. Известен гидравлический пресс, содержащий станину, расположенные на одной оси матрицедержатель и подвижную траверсу, соединенную плунжером с главным гидроцилиндром, установленным в неподвижной траверсе, и размещенный в центральной расточке подвижной траверсы и плунжера инструментодержатель с плунжерным цилиндром привода его холостого хода и механизмом фиксации относительно подвижной траверсы 1. Недостатком пресса является его низкая производительность, обусловленная тем, что привод холостого хода инструментодержателя расположен за неподвижной траверсой с размещенным в ней главным гидроцилиндром. Наиболее близким по технической сущности и достигаемому эффекту к изобретению является гидравлический пресс для глубокой вытяжки, содержащий станину с верхней и нижней неподвижными траверсами, на одной из которых жестко закреплен главный гидроцилиндр, имеющий полый плунжер, жестко связанную с плунжером главного гидроцилиндра подвижную траверсу с осевой полостью, размещенный в центральной полости верхней неподвижной траверсы инструментодержатель с механизмом фиксации относительно верхней неподвижной траверсы и гидроцилиндры обратного хода, плунжеры которых жестко связаны с подвижной траверсой, а также гидроцилиндры холостого хода инструментодержателя 2. Недостатком известного пресса является его низкая производительность, что обусловлено большой величиной хода плунжерного цилиндра привода холостого хода инструментодержателя, равной сумме ходов холостого и рабочего за пределами нижней неподвижной траверсы. Целью изобретения является повышение производительности. Указанная цель достигается тем, что гидравлический пресс для глубокой вытяжки, содержащий станину с верхней и нижней неподвижными траверсами, на одной из которых жестко закреплен главный гидроцилиндр, имеющий полый плунжер, жестко связанную с плунжером главного гидроцилиндра подвижную траверсу с осевой полостью, размещенный в центральной полости верхней неподвижной траверсы инструментодержатель с механизмом фиксации относительно верхней неподвижной траверсы и гидроцилиндры обратного хода, плунжеры которых жестко связаны с подвижной траверсой, снабжен жестко связанной с гидроцилиндрами обратного хода подвижной поперечиной, размещенным в полостях плунжера главного гидроцилиндра и подвижной траверсы выталкивателем, жестко закрепленньш на поперечине регулируемым упором ограничения ее хода вверх и жестко связанными с верхней неподвижной траверсой полыми штангами для подвода рабочей жидкости в полость гидроцилиндроБ обратного хода, инструментодержатель жестко закреплен на поперечине, а подвижная траверса жестко связана с плунжером главного гидроцилиндра. На фиг. I изображен предлагаемый пресс, продольный разрез (в положении перед штамповкой); на фиг. 2 - то же, в конце штамповки; на фиг. 3 - то же, в крайнем верхнем положении; на фиг. 4 - то же, в положении, когда отщтампованное изделие вытолкнуто из матрицы; на фиг. 5 - то же, в положении, когда на матрицу установлена заготовка (полый полуфабрикат). Пресс содержит станину 1 с верхней 2 и нижней 3 неподвижными траверсами, на последней из которых жестко закреплен главный гидроцилиндр 4 с полым плунжером 5, жестко связанную с плунжером 5 подвижную траверсу 6 с осевой полостью, жестко закрепленную на траверсе 6 матрицу 7, размещенный в полостях плунжера 5 траверсы 6 и матрицы 7 выталкиватель 8, установлен.ные с возможностыо осевого перемещения в направляющих 9 станины 1 гидроцилиндры 10 обратного хода, плунжеры 11 которых жестко связаны с траверсой 6, жестко связанную с гидроцилиндрами 10 подвижную поперечину 12, к которой посредством хвостовика 13 жестко прикреплен инструментодержатель 14 с пуансоном 15, размещенный в центральной полости траверсы 2. На поперечине 12 жестко закреплен регулируемый упор 16 ограничения ее хода вверх, а на траверсе 2 - неподвижный упор 17 и полые щтанги 18 для. подвода рабочей жидкости в полость гидроцйлиндров 10. Механизм фиксации инструментодержателя 14 относительно траверсы 2 выполнен в виде установленных на траверсе 2 с возможностью горизонтального перемещения фигурных упоров 19. В нижней части траверсы 2 жестко закреплена неподвижная втулка 20 с опорной пятой 21, служащей съемником отштампованного изделия. Позицией 22 на чертеже обозначена заготовка, позицией 23 - готовое изделие. Пресс работает следующим образом. Заготовка 22 (фиг. 5) механизмом (не показан) устанавливается дном вниз на матрицу 7. После этого цилиндры 10, поперечина 12 с инструментодержателем 14 и пуансоном 15 соверщают ход вниз под действием собственной массы, при этом инструментодержатель 14 своим нижним торцом контактирует с верхней траверсой 2 станины 1, а пуансон 15 входит в заготовку 22 (фиг. 1). Приводом мехайизма (не показан) синхронно перемещают фигурные упоры 19 к центру, тем самым смыкается инструментодержатель 14 с верхней траверсой 2 станины 1 для передачи всего технологического усилия штамповки. Срабатывает главный гидроцилиндр 4, плунжер 5 которого с подвижной траверсой 6 с матрицей 7 на ней и с плунжерами 11 совершают рабочий ход вверх (фиг. 2), осуществляя при этом штамповку изделия 23.
В верхнем положении подвижной траверсы 6 фигурные упоры 19 раскрываются и после этого включаются цилиндры 10, которые совершают ход вверх, при, этом осушествляется съем изделия 23 с пуансона 15 (фиг. 3). Подъем изделия 23 вверх при этом ограничивается упором его верхнего торца в опорную пяту 21, а ход всех подвижных частей - упорами 16 и 17. При ходе вверх цилиндров 10 с всеми верхними подвТижными элементами из гидроцилиндра 4 рабочая жидкость не сбрасывается, а остается запертой и служит при этом опорой для развития усилия в цилиндрах 10, необходимого для съема изделия 23 с пуансона 15. После того, как цилиндры 10 займут свое верхнее положение с упором всех верхних подвижных частей в станину 1 полость цилиндра 4 соединяется со сливной магистралью (не показана), а в цилиндры 10 продолжается подача рабочей жидкости, при этом плунжеры 11 и плунжер 5, подвижная траверса 6 с матрицей 7 совершают
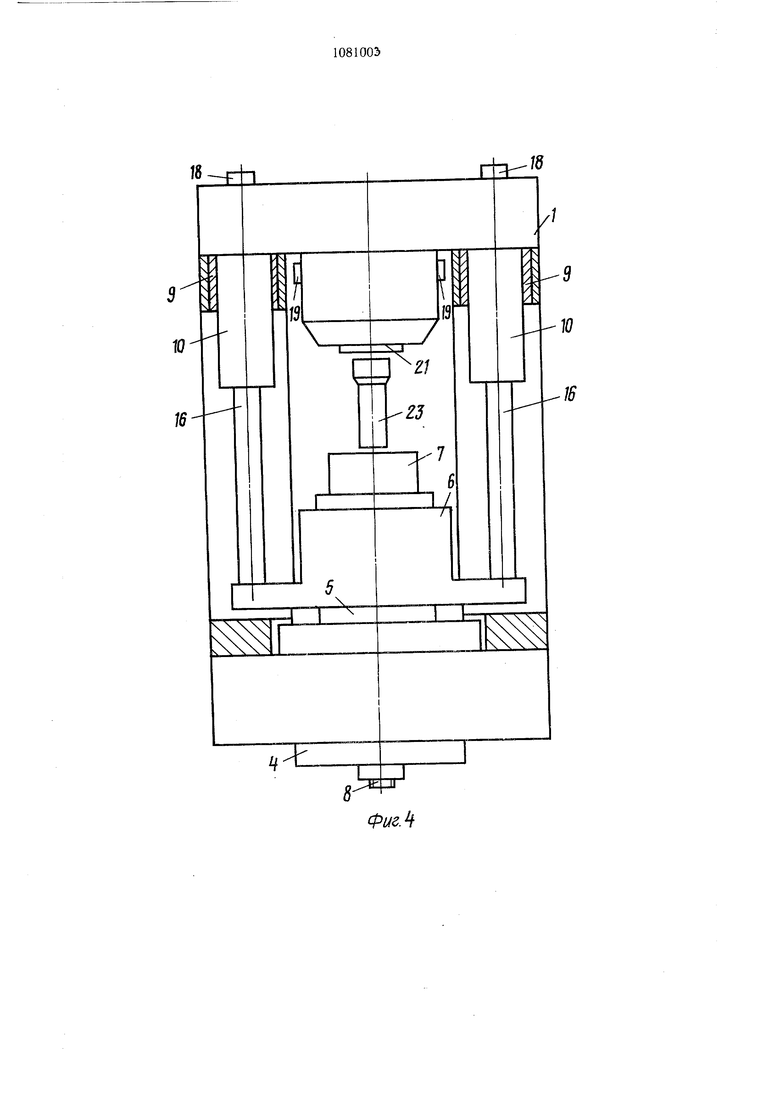
ход вниз до упора плунжера 5 в дно цилиндра 4, а изделие 23 своим дном, упираясь в выталкиватель 8, полностью выходит из матрицы 7 (фиг. 4). При этом отштампованное изделие 23 механизмом (не показан)
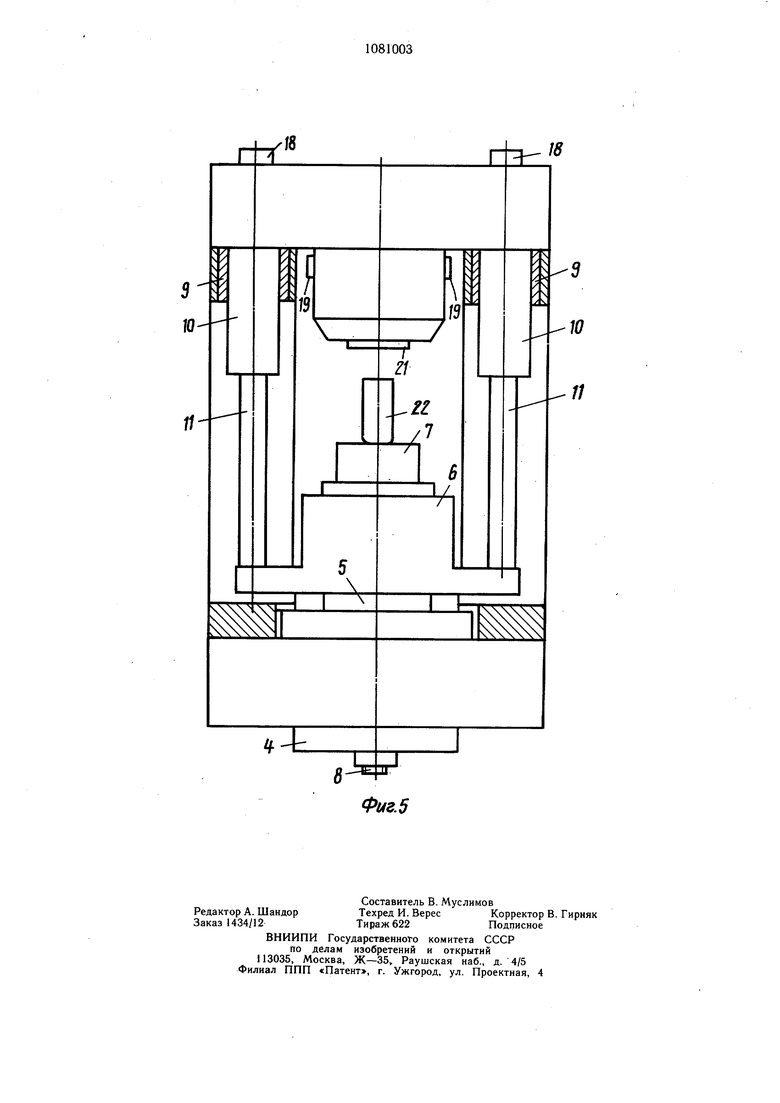
убирается из зоны штамповки, после чего подается очередная заготовка 22 (фиг. 5), и цикл повторяется.
Возвратно-поступательное перемешение в вертикальной плоскости инструментодержателя с пуансоном от подвижных плунжерных цилиндров, перемешаемых посредством поперечины в центральных полостях неподвижной верхней траверсы станины пресса, и периодическое смыкание инструментодержателя с верхней частью станины пресса посредством фигурных упоров от специального механизма с возможностью передачи всего технологического усилия штамповки позволяет повысить производительность пресса на 10-15%.
18
11
Фиъ2
18
WF
,
/5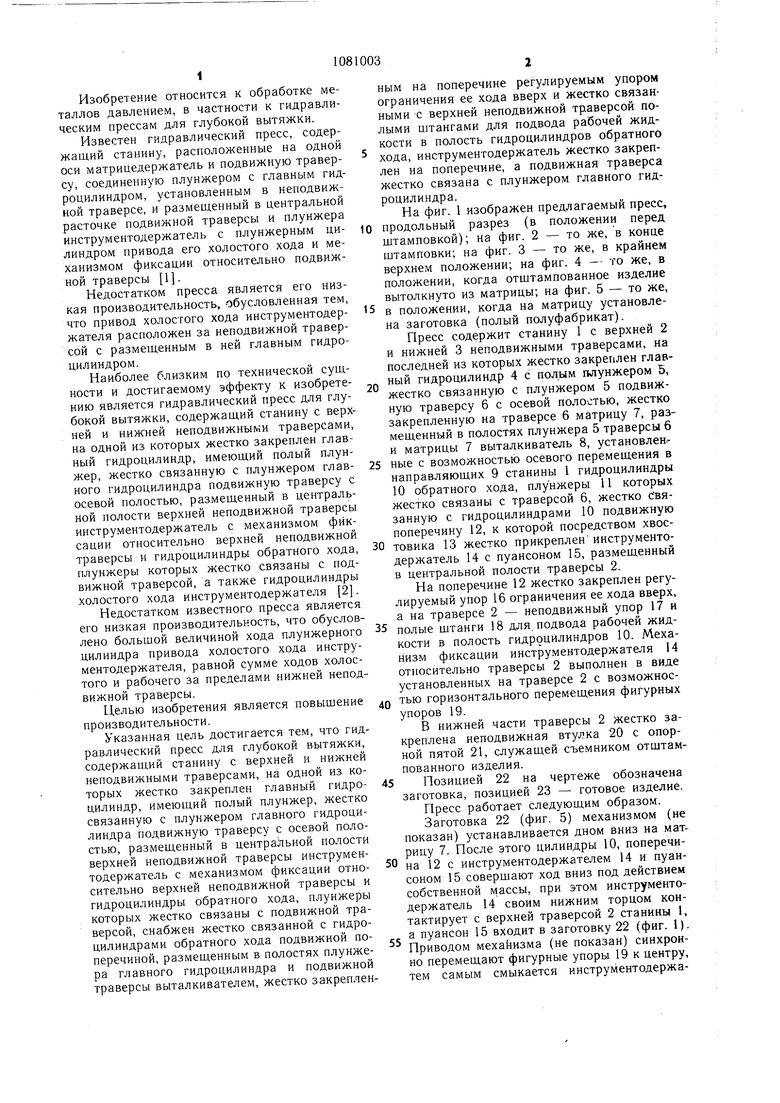
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический пресс | 1981 |
|
SU963881A1 |
| Гидравлический пресс для глубокой вытяжки | 1979 |
|
SU912543A2 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| Гидравлический пресс для глубокойВыТяжКи | 1979 |
|
SU846308A1 |
| Гидравлический пресс для глубокой вытяжки | 1982 |
|
SU1043033A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1992 |
|
RU2053127C1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ СПЕЦИАЛИЗИРОВАННЫЙ ПРЕСС | 1996 |
|
RU2110406C1 |
| Вертикальный гидравлический пресс | 1983 |
|
SU1098830A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1991 |
|
RU2006367C1 |
| Гидравллический пресс | 1977 |
|
SU701028A1 |
ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ, содержащий станину с верхней и нижней неподвижными траверсами, на одной из которых жестко закреплен главный гидроцилиндр, имеющий полый плунжер, жестко связанную с плунжером главного гидроцилиндра подвижную траверсу с осевой полостью, размещенный в центральной полости верхней неподвижной траверсы инструментодержатель с механизмом фиксации относительно верхней неподвижной траверсы и гидроцилиндры обратного хода, плунжеры которых жестко связаны с подвижной траверсой, отличающийся тем, что, с целью повышения производительности, он снабжен жестко связанной с гидроцилиндрами обратного хода подвижной поперечиной, размещенным в полостях плунжера главного гидроцилиндра и подвижной траверсы выталкивателем, жестко закрепленным на поперечине регулируемым упором ограничения ее хода вверх, жестко связанными с верхней неподвижной траверсой полыми штангами для подвода рабочей жидкости в полость гидроцилиндров обратФ ного хода, инструментодержатель жестко засл креплен на поперечине, а подвижная траверса жестко связана с плунжером главного гидроцилиндра.
.
;.f-i//y / fxv
0
23
//IZ
T
TE 31 0W2.J
16
16
ФиеЛ
1010
| I | |||
| Мюллер Э | |||
| Гидравлические прессы для изделий из цветных металлов | |||
| М., Машгиз, 1962, с | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Гидравлический пресс | 1981 |
|
SU963881A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| (прототип) . | |||
