1
Изобретение откосится к .лектрофизл- ческиу: н электрохимическим методам обработки, в частности к электро рознониому профилированию круго 5 на металлической; связке.
Целью изобретения является повьпнсине точности профилирования за счет И(ч л10че- НИН контакта круч а с непрофильно тью электрода.
На фи1 1 изображена с.хема .пччтро- эрозионного п)офилировання на пг.- ча;1ьном этане обработки; на фн|-. 2 сс - чение А -А па фиг. I; па фп1. 3 с.хс- ма профилирования при располо кс-п1П1 электрода.
Способ осуществ. шется с,1елую1ннм образом.
Kpvi- 1 подключают к положительному полюсх , а электрод 2к от|).чцагельп(|
му полюсу источника постоянного тока (фиг. 1). Круг нлифует тореп э;1ектрода. имеющег О возвратно-посту нательное движение V.i в нлоскости вра1це1Н1Я круга. каждый двойной ход электроду задак)т врезную подачу SB Р.
Шлифование осуществляют в нре;и ла. рабочего .хода между точками ксхггакта в и г (фиг. 1). На отрезке аб нлпфование не производят, в результате чего непрофильная часть электрода вует в профи. 1ировапии и не износа наиболее выступаюн.1нх ля алмазно1-о круга. В 1езу. 1Ь ате |игз.1нч- ного износа электрода и Kpyi a на ках с различной д;|иной об.1аботки (clr наибольн1ая длина обработки; в точке ну левая, на круге образуется профил) обра: - ный н))офилю, показанному на фиг. 2.
Профилирование более )логнчно 15ы- полнять наклонным электродом.
Минимальный уго.л пак. юпа cc-.i.ii реко- .мендуется выбирать из еоо гно;не11яя
н-к
не участii|ioHcxo;U : г
очек нр(1(();|где L длина электрода; Н и h--наибольшая и наименьшая толщина электрода.
Разность (Н --h) соответствует 1 лубине профиля электрода. Выбо|) у1ма cc-.i. поясняется из рассмотрения нрямоуго.льгхя о треугольника b г , катет г е которого равен (H--h), а катет 1. (фиг. 3i. При этом угле нак.юна профиль э.лекгро- да по всей глубине пересекается гпоскос- тью среза 6 г . Это не означает, что при приближении наиболее выступающих точек профи.пя круга к этой плоскоетп среза весь профиль электрода срезан за один нро- ход по всей длине L.
Ввиду появления на круге профиля глубиной txp (фиг. 3) в процессе первоначального сошлифовывания электрода (со- щлифованная часть электрода показана тонкими щтриховыми линиями, треугольник ), по длине L электрода еще и.ме
огся неиз1 ОН е1 час :-)к м Ч .е. ;а- мас д.:|я окончате.илк) Ч) профилирования. В зависимости от oriioci; гелыичч; iiir;oca . рол.а д.шна мепят|,си
По мере vr.: б;кч ;|Я 1 1офиля па к:), гс i.mna рабпч(Ч о хо.ча ч р.аничпвастс точками в i . а c. iiMia пачкой ii | .акг наиболее выстун.-лощен точки с наихкчнч :ibic 4iaK)iiu4 ID |:|чпя . К ктрод;) , cnnaiia iO iiNOii I ah i наименее iibicTynaioineii очкя .1Я k паиболс е г., нг-лощ п;()(|)иля , 1ек П)1)да ). Фактическая час п фи.1я электро.ча. ко1г:акт| р К)П1,ая с к:) :1 роиессе проои. inpoiiainni, ограничь j iaiHTpnxoBaiini.i | т1)(),-1ьником )иг llsKJiiee точки К KoniaK i , i ,
0
0
5
0
0
5
p().t;i I . между точками, is KOTop ix г ()Д:;ой роны наиболее ияетуиающие г()чкп :po;ph.H Kjivi a К()нтакти:пчот г iiaiivieiice libiciл ча)- iiuiMH точками чро(()и,1я э.чектрг)да. а с .i:i;.- I lH стор()И1)1 иаимепе. выстхнаючые ID .KI; 11||()()иля к.)у,га KOHi aK 4i(iyi). с пам.бслее в:)К - тунаюии1 и гонками кхЫгчя э.1ект1И) la. Пред. 1агае П)1м спо. обом бы. i с11;1()ф|Г 1г:пп вап ,п) .Л 1112)()- 75- 20. Г|Л Н 40/28 Ml И)0(;-||ым медным с ержисч ым
Э К КТрОДОМ Д, оОО мм с 1 I )Ч
itbiM pe.ib6oBbiM .4po(j)H,ieM (iiiaii.i.i .
Г1 бииа0,2; 5 ;. л/.чекчрол. г: ;iii;iH,:i;
вакгг посредсг1И;м i-.... ьен пак. юн io н;: ).} ) . Пр(п()и.чпр(,|Вание ос тес ifi. :ЯК)1 ча iii-x: .на.)1 С1 а:чке 31.7И В пр.ч oKiip ).. ги в;щ1пення к)ч а И) м/с и ско)о; г;1 ci o- ла 0,1 0,3 м/ мин (|и)дают нрхчнх и)) Па кажд1)й дв)й|;о11 ход элекч рода ). нк ств.чяют врезание на г.чубипу 0-,{)2 MY Момент коитакт а с Beiixiiei-i ICM- кой про(})п. 1Я э.чектрода определяю: IKJ моменту нрекра1дечия разря.чо IMJI ). ii) no 1П1Ж ;ей
(|1И.чя элект к);;а оиреде.шют ипдика гором, }г1к;нч. н; :а iHoro круа, Oiiopi (И1 базой Н(ич) иак() с. р. вча; ;я э:11Ч ч ч)да-инс грумента. .чки ипдика ора к ро.. С: де ге. о ;онтал; е - ерпип): i:p) со пмадичо :.)да. лроч-;
,(;Ч;Ч,и Л. - ICIv I ;Ч i/u: 1г;
обратный ход. Профи.1рова 1ие oeyHiecT). 1я- от 1ри вь ходном а ряжеиин 15 В источ- {ика 1 оетоя 1ного тока. В качестве (ХЗЖ ри. 1%-)Й ра:твор Ka.)Ui nipoBa - еоды. профиля дости ну а удон- летворитель 1ой для 1редварительно о 1 лифо- ания твердоег,1авиой п;1оской 1/1аи Ки.
Другими известными c jOCo6a. си)офи- лировать такой мелкоразмерный рофил) iie удавалось, тзк как рофи- ля круга )е превь 1 ает 0,1 -0.12 мм.
Предлагаемый способ позволяет полх чить глубину 0,22-0,24 мм, кроме roi o, исключает контакт круга с непрофнльпой qacTijio электрода и на этой основе повып1ает точность профплированпя и снижает изпос кр - га при профилировании.
Формула изобретения
Способ электроэрозионного нрофилпров;;- ния кругов на металлической связке, при котором профи;гь на рабочей повер.чпосги круга образуют электродом заданног) профг;- ля вс;1едствие не)а ио 1ерног() износа i iv:-;i на участках контакта с э/1ектр()дом. т.иится тем. что. с це. 1ыо по1 Ы1пения точ- 1 11роф11лирования, электроду сообша- озвратно-ноступательное движение в ()стп вращения круга и располагают род под уг. юм к нап 1авлению воз- г -пост патс. ьпого движения. и)и этом Рабочий ход в пределах коп- а с профи/11)Ной частью э, 1ектрода межочками, в котор|)1х с одной стороны наи- е выст пи1О1иг;е точки нрофиля круга а1 ги 1у1от с наименее выступающими точIпрофиля электрода, а с другой сто- . п:: -:мснее В1)1ст паюпи е точки нрофиля а Koii; ак гируюг с наибо.1ее выступаюII;:) чрофпля электрода.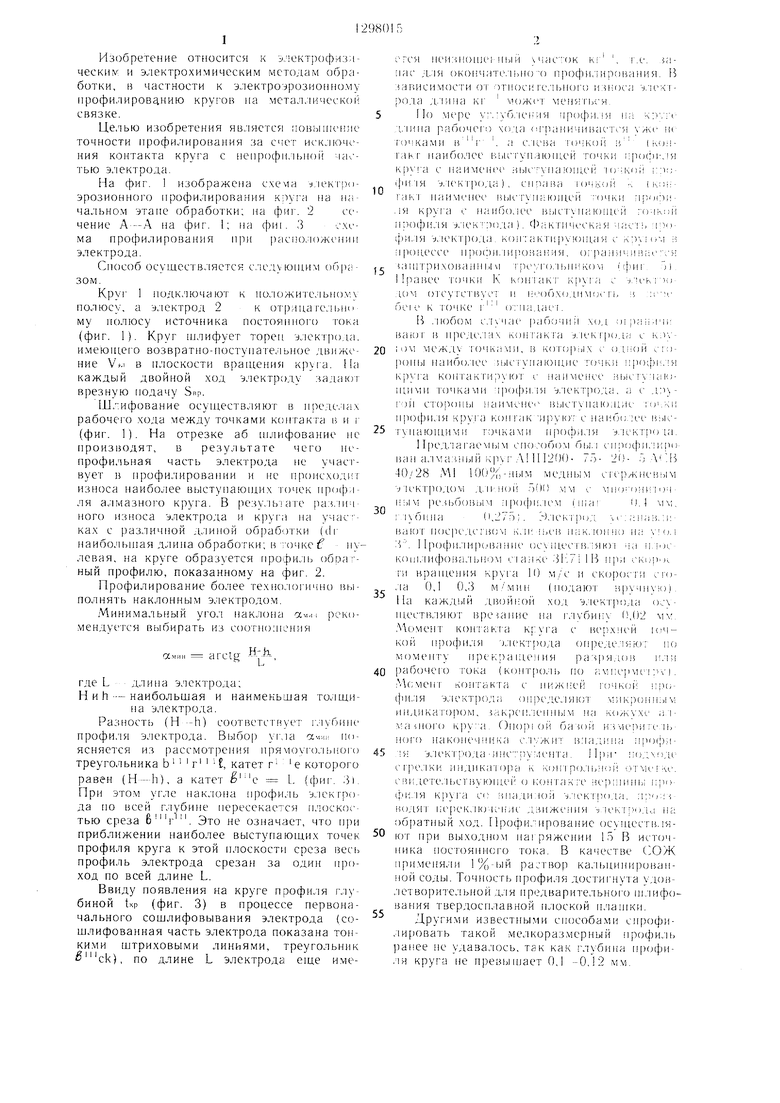
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления комбинированных профилей и устройство для его осуществления | 1988 |
|
SU1519902A1 |
| Рама биполярного электролизера | 1985 |
|
SU1330213A1 |
| Устройство для обработки воздуха в двигателе внутреннего сгорания | 1985 |
|
SU1341366A1 |
| Способ обработки фасонных изделий из природного камня комплектом шлифовальных инструментов | 1985 |
|
SU1371872A1 |
| Устройство для определения однород-ности стекломассы | 1974 |
|
SU508489A1 |
| Устройство управления генератором импульсов при электроэрозионной обработке | 1985 |
|
SU1298016A1 |
| Способ дуговой сварки неплавящимся электродом | 1988 |
|
SU1532229A1 |
| Штангенциркуль | 1949 |
|
SU86744A1 |
| Профилегибочный агрегат | 1985 |
|
SU1282933A1 |
| Ингалятор | 1988 |
|
SU1519704A1 |
-Ь
С
Sa
П
Фиг. 2
лЗЛ
Фи.&. З
Длина р а Sow го хода за
предыдуи4ий проход
2
