СО
00
1чЭ
Изобретение относится к Texnvi. iornH обработки фасонных изделий, иреимушествен- но из строите;1ьных материа.юв: мрамора, гранита и др.
Це, 1ь изобретения 11()В1)1111ение качесгна обработки фасонных издели путем 11)ила- ния инструментам для обдирочного и грубого ш.чифования специально . нозЕИ)- ляк)Н1ей стабилизировать и снизить пиковые значения г. 1убины |11ЛИ(}к)вания и умсиышггь за счет этсло искаже |ия нрофи, 1я издели11, возникающие при изпск с инструменюв.
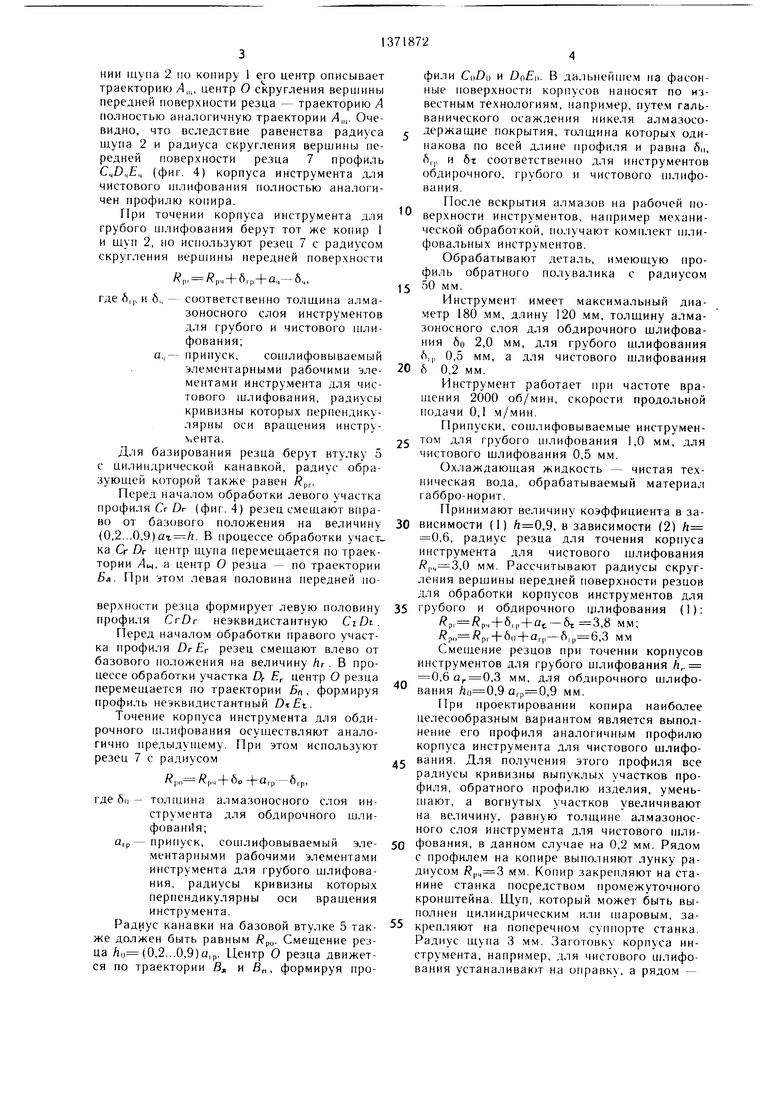
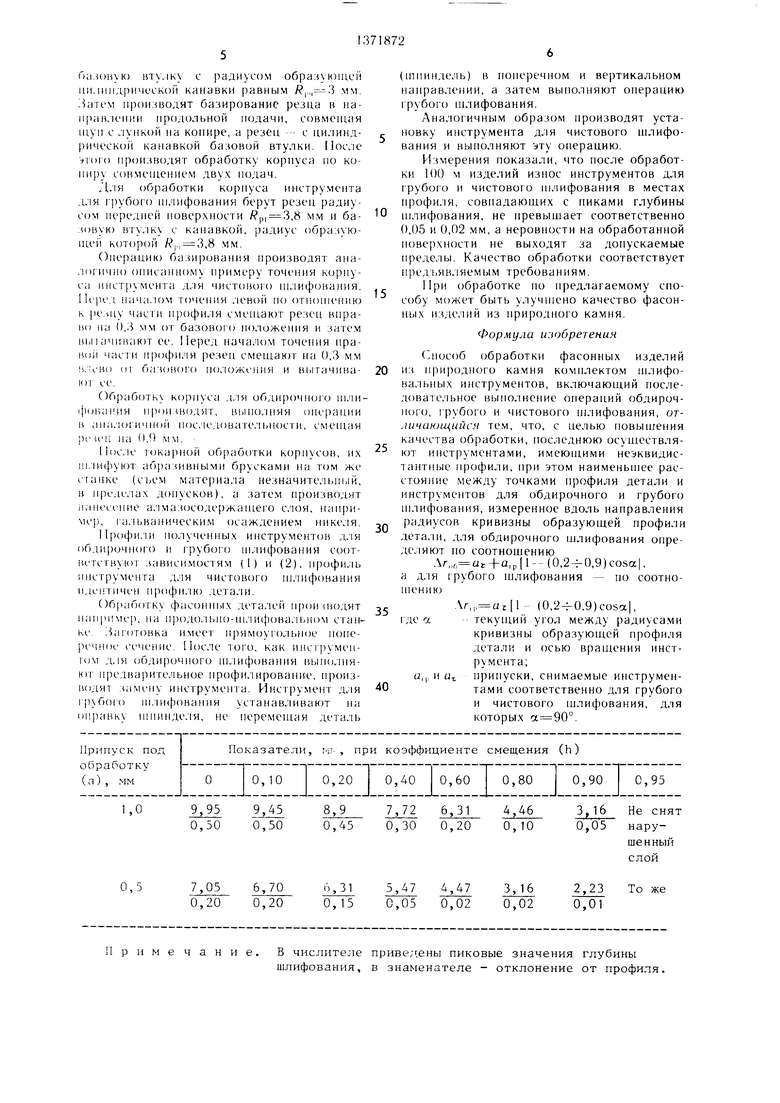
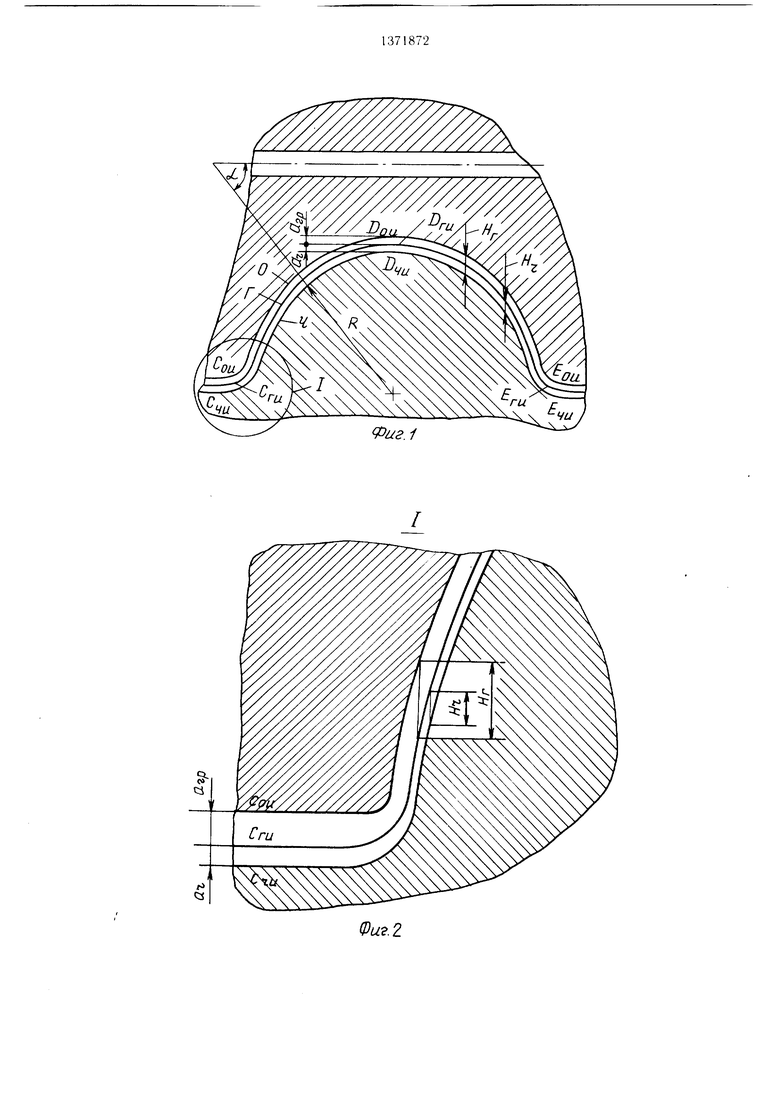
На фиг. I показаны совмещенные на одной оси нрофили дета.ли и инст)ументов для обдирочного и грубо() Н1. 1нфования; на фи|-. 2 узел 1 на фиг. 1; на . . графики зависимости 1 лубины н1,1И(|1ования (//) от длины профиля инструмен гов для грубо:D и чистового П1лифо ания; на (}зиг. 4 схема lOKapiioii обработки корнусов инст)уме1ггов.
(люсоб осуп1ествляется следуюншм образом.
Обработку производят, например, па од- но1Н11инде.1Ьном нродольно-н1:1ифова,1ьном станке. 11редварите,тьиое нрофили 1ование детали, например обратног о по.чувалика, выполняют инструме1ггом для обдирочного Н1.чн(})оваиия, наименьн1ее расстояпие между точками профиля которого и окончательным нрофилем дета.чи, измереппое вдо.мь радиусов кри и1зны профи.ля детали, равно
Ar.,, u., + u,,. 1 ((),2-bO,9)c()sai.(1)
При JTOM (|)ормируется нрофпль С,,,,, /J,,,, /;V,, (фиг. 1). Затем производят замену инструмента и обрабатывают деталь инструментом для )уб)Г() шлифования, нашкшь- Hiee расстояпие между точками к()то()ого и ()К()нчател1Л1ым профилем де1али, 1гзме|нч1ное , 1Ь радиусов крп1и13Н1)1 дегали )авно
Лг,,.а.. l-(0,2-:-0,9)c()sa(2)
1ри формируется 11рофн,1Ь (.„. D ,,, Е,„ (фиг. 1).
После : то|-о производят замену нпстру- мепта п В111по.1няк)т обработку ипструментом для чистового нкчифования, формирующим окончательный профиль детали С,,,,, D ,„ /„1, (фиг. 1 ).
Г.1убипа П1.:1иф()и1ния д.1Я )лемента|)пых рабочих элементов рабочей noBepxiiociii инсгрументоЕ для грубоЕО и чистового ЕплифОЕ ЛЕИЯ (COOTBCTCTBeEiEU) //. Ei //,, фИЕ. 1 Ei 2)
ЕЕзменяется но завЕЕСимости, Eipnviep которой показан Eia фиг. 3. Коу({)фиЕЕ.ЕЕент сме1ценЕ1я EipEE cosa в форму.чах (1) и (2) /1 0,6.
Как видно из таблицы, )ациопа;Еьный диагЕазон изменения ве.ЕичиЕЕЬЕ h состав,1яет 0,2...0,9.
В таблице представ,:|енЕ)1 данЕ1ЬЕе д. Ея детали из габро-норита с нрофилем обратно1Ч) Еюлувалика, радиус которого равен 50 мм. УказанпьЕе отклонеЕЕИя от профиля ЕЮлучеЕЕЫ после обработкЕ изделий д:1иной 100 мм.
При (.),2 ум(Ч1Ь1пение EIEIKOBEJX значеЕЕПЙ 1 чубиЕ1ы (|)ования Eie iipeEtEjEHiaeT 5%,
что недоста ючно д, 1я lorcj, чтобЕ Е суЕЕ1ественiEo с1Еи.зить EiH ieiK ПВНОС1 ь n3H(jca Eia участках
)абоче1Е Е1()ве)11ос I и инструмеЕЕтов, соответСТВуК)Пи1Х ПЕ1К,ЧМ, Н ElOEiblCEiTE, КаЧеСТВО Е13де, ПЕ11 за счет yMi ni iiieium Е1еровЕ1остей Eia o6)a6oT;iHHoii iioiu p.xHocTii. У.1уч|11енЕ1е ка- честЕ)а фпЕчСпруется нри /(5:0,2.
При /V/-(),n )1,Л il к ИНН Й(. Я П ИЕЕ1уСК НОД ОбpafiijTKV 1пил ру Mi-m ом для последмоЕцей операции М1Ч1Е)П1(, Чем величЕЕна EiapyHieiE- iiuE ii с,И)я, of));riy И)пичч1СЯ в камЕК нри об- раб(;тке ннст|)умен1()М лля Е1ред1)|дуп1ей (.uieраНЕЕН. реЗу.ЕЫ.ЧЕЧ- на НОЕН рХЕКНЛ П ИЗДе. ЕИЯ
осЕ июгся риски ЕЕ НС оПсс 1,Ч ЧИвается г)ебуе- мое качгчтво пр|)д к1;ин. Д,:|я онтимальпЕЛХ .Е1ачени11 /(, laHHbix (),(.. (1.8, пиковая глуГ)Е1Е)а ()Е)аЕ1ЕЕЯ ечы11аслся в ,()...2,2 раза по 1.1авненнЕо г | звес:п1..|м способо.м, д.ля KoTopoi o /(----О. ()тк.-|1)|1ение O l Е1ро{{)иля Е1ри
0 :)ТОМ сое Га(.Яе 1 дли ipyooro аЕ.:ЕЕ1(()ОВаЕи1Я
о,2...о. И), д,-1я чис ювпи)l),(). i...(),()2, что
Ei 2,.1. 10,0 ра . ;(.,п1г. чем при обработке по н: ,1 л-ст|Еом 1 111нч Г)
ПЗЕ О OEl. EeniU К(М и. ICK I ()) 111ЛИ())ОВаЛ1)НЬЕХ
. ИЕЕС Е р MCEiTOEi Д. IИ О П рс 1 К ii )1 Я нрсд. Еагас- мого способа и ;M)I; .;.1(1дя i c. iCjEy IOHUIM образом.
Обрабогку корн у СОЕ Е)Е)Н1олнякгг, например Е1утем точеЕ1ия но KOEiEEpy радиуснЕ)1МЕ1 рез- ца.мм го cMeiiH Hiit M iiucимиих OTHOCEI I е.мьЕю
Q KOIlElpa ( (ЯЕ1 .1 )
lla сЕ апЕше i.iaiii a i;; aEi. JB. iEiEUiiO i от- K)E)iTbiii KOEiEij) 1, на ..oiopoiM )Л1о. 1нен iipo- фпл1 KopiEyea инструмента д.чя ЧЕ{стоЕи)ЕЧ) ni. in(j)OE(aEiEUi и I .чим лунка радЕ1усом ,. С. копЕЕром KDiri аь: I , наЕ:ример, и.и- 5 ЛЕ1пд 1Е чес КЕИ1 2 i) /I,,,,, закрегЕ- . leHEiiiiii на нопгрс чном сснно) е 5 станка. ;5ai() ) -1 ii c u4iEiyE(i Г)азоЕ)ую . Г) с ЦП.Л i;..4 ;i)E канавкой ста- навливаюг на oi правку ). Резец 7 закреЕ - ляЕот в резцедержателе IS.
Точение Ko.Mii.ieKia корнусов ocyiEiec iBляегся с.ледующнм (образом.
Il|iii обраГ Е КС корпуса инстру.мсЕП а для
ЧШ ТОВОЕЧ) НЕ. 1Е((|)1ВаН1 Я берут ВТу. Жу 5 с 1ЕИли1Ед( Е1ческоГ| канаЕ1Кой, радЕ1ус образуюЕцей
5 котг)рой раЕнч ,.. Радиус 1 кругленЕ1я верН1ИНЫ нередЕ(еЕ1 mtEu-pxEEtjc i EI резца также
должеЕЕ бьЕть ранен /,,,,. Для базирования
ре.ЗЦа Ei На ЕраЕ ЛеН1ЕЕ Е1рОДОЛЕ НОЙ НОДаЧЕЕ
ЕцуЕ 2 coBMenuiEoi с .лункой, выЕюлнепной Eia к()ЕЕИ)е, а резец Eipii JTOM устаЕЕавливают
0 и закреплиЕот в )езцедержателе так, чтобы ОЕ1 бе.з зазора i.o;;Eri в ни.лиЕЬТрическую канавку базовой Eiry.iKEi Г). Базирование в на- нраЕ1леЕЕИи ЕЮЕЕеречной нодачи не Е1редстав- ляет трудностей, так как один из диаметров какого-либо BbECTyEia или ВНВДИЕЕЫ профиля
5 KopEiyca может 6i)iTEj принят за базовый и легко ЕЕзмереЕ. После вЕ)1полнения базирования гЕроизводят обработку профЕ1ля, например, совмеЕцеЕ) двух подач. При движеНИИ щупа 2 по копиру 1 его центр описывает траекторию Л,„, центр О скругления вершины передней поверхности резца - траекторию А полностью аналогичную траектории Н,ц. Очевидно, что вследствие равенства радиуса щупа 2 и радиуса скругления верщипы передней поверхности резца 7 профиль СчОчЯ,, (фиг. 4) корпуса инструмента для чистового 1илифования полностью аналогичен профилю копира.
При точении корпуса инструмента для грубого шлифования берут тот же копир 1 и щуп 2, но используют резец 7 с радиусом скругления вершины передней поверхности
/,„ ., + б,р+а,-б„
где 6,р и 6„ - соответственно толщина алмазоносного слоя инструментов для грубого и чистового шлифования;
а,|- припуск, сошлифовываемый элементарными рабочими элементами инструмента для чистового шлифования, радиусы кривизны которых перпендикулярны оси вращения инструмента.
Для базирования резца берут втулку 5 с цилиндрической канавкой, радиус образующей которой также равен ,.
Перед началом обработки левого участка профиля Сг Dr (фиг. 4) резец смещают вправо от базового положения на величину (0,2...0,9)аг /г. В процессе обработки участка Сг Dr центр щупа пере.мещается но траектории /4н, а центр О резца - по траектории Бя. При этом левая половина передней поверхности резца формирует левую половину профи.1я CrDr неэквидистантную CiDi. Перед началом обработки правого участка профиля Dr ЕГ резец смещают влево от базового положения на величину Лг. В процессе обработки участка Д- Е центр О резца перемещается по траектории Бп, формируя профиль неэквидистантпый DtEt.
Точение корпуса инструмента для обдирочного шлифования осуществляют аналогично предыдущему. При этом используют резец 7 с радиусом
,, /,ч + 6с. +агр-бгр,
где бг| толщина алмазоносного слоя инструмента для обдирочного шлифования;
а,р-припуск, сош. жфовываемый элементарными рабочими элементами инструмента для грубого шлифования, радиусы кривизны которых перпендикулярны оси вращения инструмента.
Радиус канавки на базовой втулке 5 также должен быть равным R,. Смещение резца Ло (0,2...0,9)«,р. Центр О резца движется по траектории В, и Вп, формируя нро0
фили CtiDi,) и D{}E(}. В дальнейшем на фасонные поверхности корпусов наносят по известным технологиям, например, путем гальванического осаждения никеля алмазосо- с держащие покрытия, толщина которых одинакова по всей длине профиля и равна бц, 6||, и бт соответственно для инструментов обдирочного, грубого и чистового шлифования.
После вскрытия алмазов на рабочей поверхности инструментов, например механической обработкой, получают комплект фовальных инструментов.
Обрабатывают деталь, имеющую профиль обратного полувалика с радиусом 5 50 мм.
Пнструмент имеет максимальный диаметр 180 мм, длину 120 мм, толщину алмазоносного слоя для обдирочного шлифования 6о 2,0 мм, для грубого шлифования ft,p 0,5 мм, а для чистового шлифования 0 6 0,2 мм.
Инструмент работает при частоте вра- 1ления 2000 об/мин, скорости продольной подачи 0,1 м/мин.
Припуски, сошлифовываемые инструмен- 5 том для грубого шлифования 1,0 мм, для чистового щлифования 0,5 мм.
Охлаждающая жидкость - чистая техническая вода, обрабатываемый материал габбро-норит.
Принимают величину коэффициента в за- 0 висимости (1) ,9, в зависимости (2) Л 0,6, радиус резца для точения корпуса инструмента для чистового шлифования ,0 мм. Рассчитывают радиусы скругления верщины передней поверхности резцов для обработки корпусов инструментов для 5 грубого и обдирочного шлифования (1):
,p-j-at-бг 3,8 мм;
+ б(| + а||,-б,,3 мм
Смещение резцов при точении корпусов инструментов для грубого шлифования Н 0,,3 мм, для обдирочного шлифования ,9 ,9 мм.
При проектировании копира наиболее целесообразным вариантом является выполнение его профиля аналогичным профилю корпуса инструмента для чистового шлифо- 5 вания. Для получения этого профиля все радиусы кривизны выпуклых участков профиля, обратного профилю изделия, уменьшают, а вогнутых участков увеличивают на величину, равную толщине алмазоносного слоя инструмента для чистового шли- 0 фования, в данном случае на 0,2 мм. Рядом с профилем на копире выполняют лунку радиусом мм. Копир закрепляют на станине станка посредством промежуточного кронштейна. Щуп, который может быть выполнен цилиндрическим или шаровым, за5
крепляют на поперечном суппорте станка. Радиус щупа 3 мм. Заготовку корпуса инструмента, например, для чистового щлифования устаналивают на оправку, а рядом -
na.ioHVK) iny.iKV с радиусом образующей ии.ишдрической канавки равным ,,, 3 мм. Латем производят базирование резца в на- пран.к нии продольной подачи, совмещая inyi: с :1унк()й на копире, а резец - с ци.чинд- )ической канавкой базовой втулки. Поеме ()Г() произвсхчят обработку корпуса по ко- пп1)у совмеп1ением дву.х подач.
Д.,1Я обработки корпуса инструмепта для грубого шлифовапия берут резеп радиусом передпей повер.хпости , 3,8 мм и базовую 1)тулку с капавкой, радиус образую- lueii которой /,.,3,8 мм.
Операцию базирования производят ана- .шгичио описанному примеру точепия корпуса инструмепта для чистового П1.1ифования. Перед пача.юм точепия .чевой по OTHoini iuiK) к резцу чаети профиля смеп1ак)т резеп вправо на 0,3 мм от базового положения и затем В1)11ампнают ее. Перед началом точепия ipa- lioii час1и профиля резеп емен1ак)т на 0,3 мм li.ieiu) (II базового по, 1ожен11Я и вытачивают ее.
Обработку корцуеа д.1я обдирочного HIJIH- фоиаипя п|)опзводят, В1)111о.:1пяя oiiepaiutn li апало1ичпой последовательпости, емепи1я рс- leii па О,Я м.м.
niKMe гокарпой об)аботки корпусов, их in.iMi|)yiOT абразивпыми брусками па том же ггапке (съем материала незначительный, в пределах допусков), а зате.м п)оизводят ||а11ееепие а. 1мазосодержап1его слоя, например, гальваническим осаждением нике.1я.
Пр.)фили полученных инструментов д, 1я обдирочног о и грубого Н1лифовапия соот- нететнуюг зависимостям (I) и (2), профи.чь ипструмента для чистового П1лифонания пдеитпчеп рофилк) детали.
Об)абогку фасоппых дета. ам 11рои 1и)дят па11|1имер, па 11родо;1ьно-1п.ти(})ова,:1ьном сгап- К1 . .Заготовка пмеет прямоу1Ч)льное попе- jic iHoc 1 ечение. После loi o, как инсгрумеп- юм для (я )дирочпого Н1,1и()ования iibino,:i}m- к)г предварительное профилирование, производят замепу ипструмепга. Инструмепт для грубою нмифования устанавливают на оправку шпинделя, не переметая деталь
0
5
0
5
0
(1ппиндель) в поперечпом и вертикальном направлении, а затем вьцюлняют операцию грубого нлифования.
Апалогичпым образом производят установку инструмента для чистового шлифования и выполняют эту операцию.
Измерения показали, что после обработки 100 м изделий износ инструментов для г рубого и чистового П1лифования в местах профиля, совпадающих с пиками глубины П1лифования, не превышает соответственно 0,05 и 0,02 мм, а неровпости на обработанной новерхности не выходят за допускаемые пределы. Качество обработки соответствует пред1Л1вляемым требовапиям.
При обработке по предлагаемому способу может быть улучп1ено качество фасонных изделий из природного камня.
Формула изобретения
(люсоб обработки фасонных изделий из при|)одного ка.мпя комплектом 1плифо- вальпых инструментов, включающий после- дова1ельное вы11олне те операций обдирочного, грубого и чистового шлифования, от- личающийся тем, что, с целью гювьииения качества обработки, последнюю осуществляют инструментами, имеюншми неэквидистантные профили, при этом наименьшее расстояние между точками профиля детали и инструментов для обдирочного и грубого шлифования, измеренное вдоль направления радиусов кривизны образующей профили детали, для обдирочного шлифования опре- де;1яют по соотношению
Лл„,аг:+а,р(1-- (0,2-4-0,9)cosa|, а для грубого шлифования - по соотно- шеник;
.г,, (0,2-f-0,9)cosa|, где а -- текущий угол между радиусами кривизны образующей профиля детали и осью вращения инструмента;
ti,|,, и 0. припуски, снимаемые инструментами соответственно для грубого и чистового шлифования, для которых ot 90°.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |
| Шпиндельная головка для копирной обработки деталей | 1988 |
|
SU1516234A1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ | 1973 |
|
SU379320A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288816C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2283734C1 |
| СПОСОБ ОБРАБОТКИ ФАСОННОЙ ВОЛНИСТОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ СТРОГАНИЕМ | 2010 |
|
RU2456130C2 |
| Станок для обработки поршней | 1976 |
|
SU656744A1 |
| Способ строгания бронзовой плиты | 2019 |
|
RU2699350C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288829C1 |

Изобретение относится к области обработки фасонных изде:1ий из 11риродно1Ч) ка.мня комплектом нJлифoвaльныx инструментов. Целью изобретения является новьз 1нение качества обработки. На детали последовательно выполняют операции обдироч ного, грубого и ч-истового шлифования. Обработку осуществ.тют инструментами, имеющими неэквидистантные про(})и. 1и, а рас- стоя)1ие между точками профиля детали и инструментами для обдирочного и грубого нктифования, измеренное вдоль }1аправления радиусов кривизны образуюи1ей профиля детали, для обдирочного Н1,пифования опре- де.чяют по выражению Лг„г, а,, + а,
Г1 р и м е ч а и и е.
В числителе приведены пиковые значения глубины шлифования, в знаменателе - отклонение от профиля.
Фиг 2
во
Сг(сг,с:г- .Н,мм Ю
8
Л-J
20
О
г(
иг.
| Паровозная паровая машина с изменяемым ходом поршня | 1924 |
|
SU936A1 |
| N° ГР 01822036095, Инв | |||
| номер ВНТИЦентра 02860029046, ИСМ АН Украинской ССР.- Киев | |||
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
