Изобретение относится к вентиляторо- строению и касается лопаточных рабочих колес.
Цель изобретения - уменьшение трудоемкости.
На чертеже представлено поэтапное изготовление рабочего колеса.
Способ изготовления лопаточного рабочего колеса включает получение цилиндрической заготовки путем вытяжки листа в виде стакана 1 с формовкой его дна 2. После чего производят в его дне пробивку отверстия 3, выполняют просечки 4 на боковой поверхности заготовки и отгибку участков между просечками с образованием лопаток 5.
После отгибки в отверстие стакана заваль- цовывают втулку 6.
Формула изобретения
Способ изготовления лопаточного рабочего колеса, включающий получение цилиндрической заготовки из листа, выполнение просечек на ее боковой поверхности и отгибку участков между просечками с образованием лопаток, отличающийся тем, что, с целью уменьшения трудоемкости, получение заготовки осуществляют путем вытяжки листа в виде стакана, производят в его дне пробивку отверстия, а после отгибки в отверстие стакана завальцовывают втулку.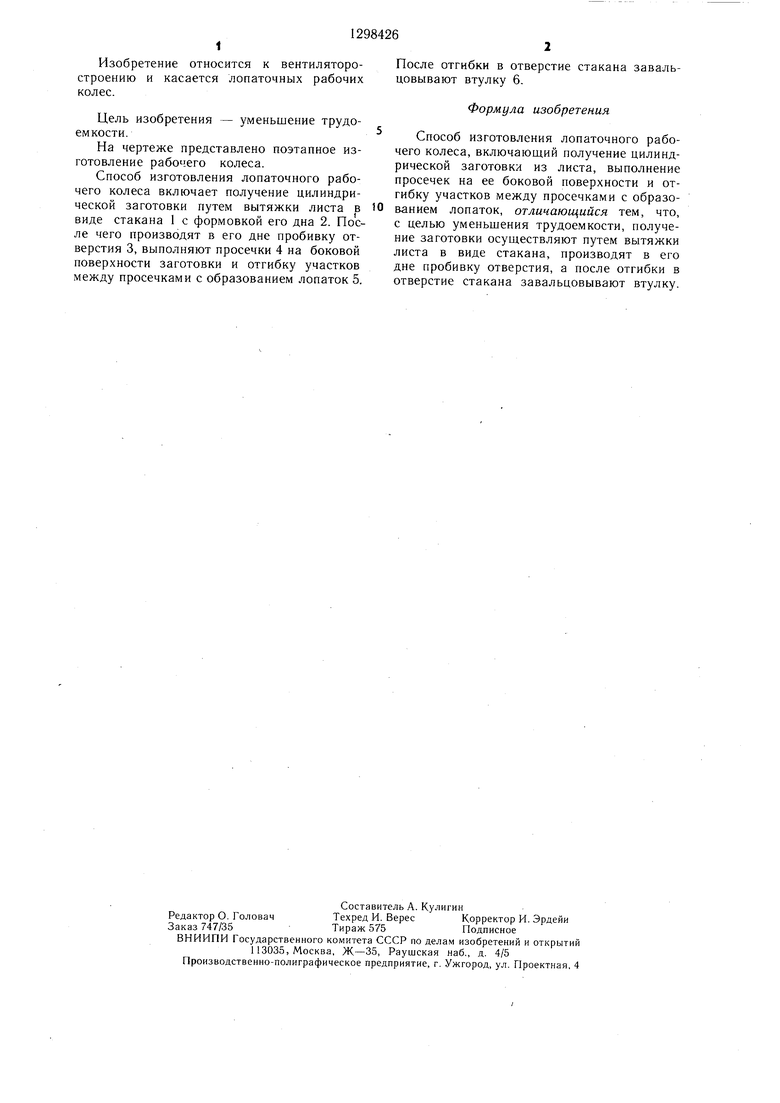
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочее колесо реверсивного вентилятора | 1989 |
|
SU1784748A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ДЛЯ КОЛЛЕКТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 1995 |
|
RU2090296C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ДЛЯ КОЛЛЕКТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 2001 |
|
RU2185918C1 |
| ЖИДКОСТНОЙ ПЫЛЕСОС С ОДНИМ ИЛИ НЕСКОЛЬКИМИ ВСАСЫВАЮЩИМИ ПАТРУБКАМИ | 2004 |
|
RU2269919C2 |
| Способ изготовления полой детали трубчатой формы типа фитинг | 1988 |
|
SU1611488A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ОСЕВЫХ ЛОПАТОЧНЫХ МАШИН (ВАРИАНТЫ) | 2007 |
|
RU2354524C2 |
| Осевой вентилятор | 1989 |
|
SU1617207A1 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ КОЛЕС | 2015 |
|
RU2594999C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТОЧНОГО ЭЛЕМЕНТА И РЕШЕТОЧНЫЙ ЭЛЕМЕНТ | 1993 |
|
RU2115179C1 |
Изобретение относится к вентиляторо- строению, позволяет уменьшить трудоемкость изготовления рабочего колеса. Заготовку в виде стакана 1 получают вытяжкой из листа. В дне стакана 1 пробивают отверстия 3, куда после отгибки завальцовывают втулку 6. Такой метод изготовления позволяет уменьшить отходы металла, повысить производительность, качество и точность изготовления. 1 ил. (Л ю г сх 1C Oi
| Патент США № 3578878, кл | |||
| Приспособление для автоматического тартания | 1922 |
|
SU416A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
