Изобретение относится к обработке металлов давлением, в частности к горячей можГт бГ - Р - -баритных
.:
дГг---; ::-
Цель изобретения - расширение технологических возможностей за счет обеспечения штамповки деталей с отношением
ГоТо и сА °Р цилиндрического и сферического участков не менее О 7
зо вГи я коэффициента исполь изГовления трудоемкости
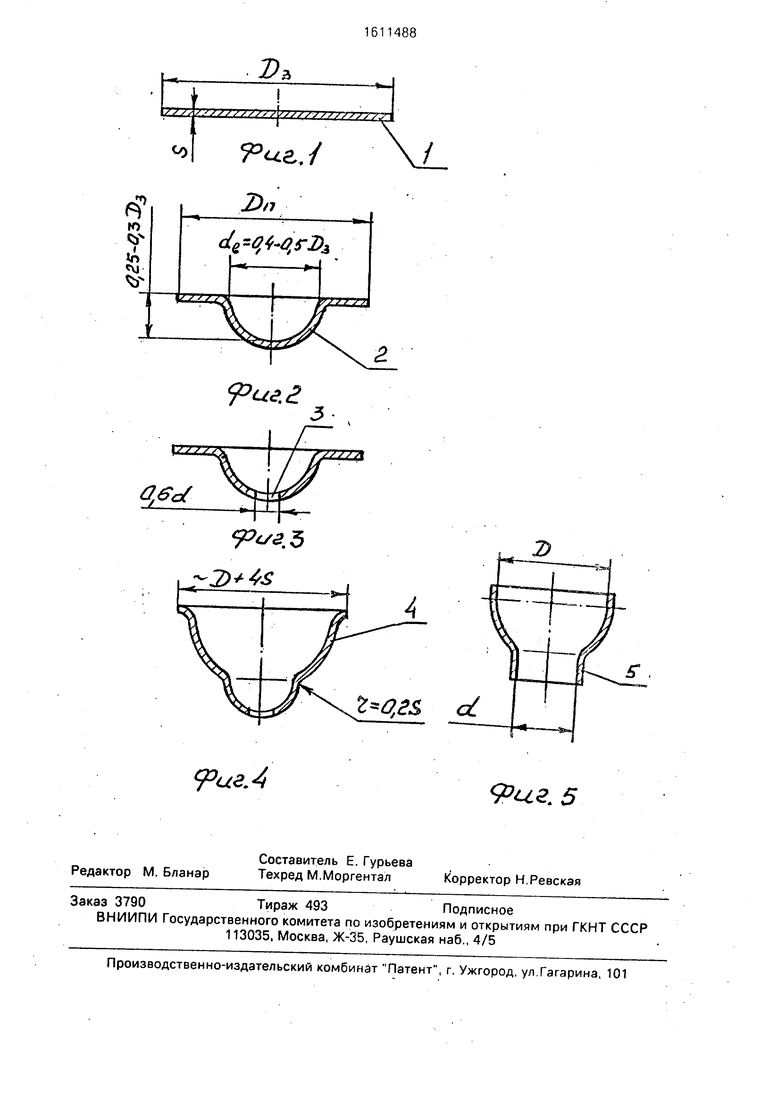
ская 1аг,то J исходная металлическая заготовка в виде плоского листа в форме круга; на фиг. 2 - плоская загоговка с выпуклостью; на фиг. 3 - то же в донной части пробито отверстие: на фи; 4 зТго товка с выпуклостью и сферической .
OD 00
ностью; на фиг. 5 - деталь трубчатой формы типа фитинг.
i Из листа стали газовой резкой вырезают заготовку 1 диаметром Оз и толщиной S (фиг. 1) и подают в нагревательную печь. Заготовку нагревают до температуры пластической деформации. Затем нагретую заготовку свободно размещают на матрице и При соосном их расположении штампуют выпуклость 2 диаметром db 0,4-0,5 Da и |-лубиной 0,25-0,3 Оз (фиг. 2) на гидравличе- жом прессе. В остывшей заготовке выреза- от газовой резкой в донной части шпуклости 2 отверстие 3 диаметром 0,6d внутренний диаметр открытого торца ци- 1индрической ступени детали) (фиг. 3). По- Ьле этого заготовку подают в нагревательную Иечь. Нагретую заготовку вновь свободно ;размещают на матрице и проводят вытяжку Периферийных участков заготовки, фор- ируя при этом полусферу 4 диаметром ; (D-b4S) (фиг. 4) с участком сопряжения с 1выпучиной 2 по торообразной поверхности с радиусом кривизны, равным 0,25.
За второй ход ползуна пресса проводят формирование цилиндрической части 5 фитинга отбортовкой боковой стенки до цилиндрической формы. При этом свободное размещение заготовки на матрице позволяет избежать значительных технологических припусков на большом диаметре и усилий, необходимых для удержания заготовки на матрице.
Получают полую деталь трубчатой формы типа фитинг с цилиндрическим и сферическим участками, сопряженными по торообразной поверхности. При этом отношение диаметров на открытых торцах цилиндрического и сферического участков не менее 0,7.
П р и м е р. Из листа стали (размером 28Х 1600Х 8000 мм) газовой резкой вырезают плоские круглые заготовки 1 диаметром Оз 1570 мм (фиг. 1) и подают в нагревательную печь. Заготовку нагревают до температуры пластической деформации (около 1050°С). Затем нагретую заготовку свободно размещают на матрице и при соосном их расположении формируют штамповкой выпуклость 2 диаметром бьвнутр. 680 мм (фиг. 2) на гидравлическом прессе усилием 1600 т силы. В остывшей заготовке вырезают газовой резкой в донной части выпуклости 2 отверстие 3 диаметром 408 мм (фиг. 3). После этого заготовку подают в нагревательную печь и нагревают до температуры примерно 1150°С. Нагретую заготовку
вновь свободно размещают на матрице и при соосном с ней расположении на указанном прессе из оставшейся после формирования полусферы 2 части заготовки
формируют штамповкой полусферу 4 с внут- ренниг диаметром 980 мм (фиг. 4).
За второй ход ползуна пресса проводят формирование цилиндрической части 5 фитинга отбортовкой боковой стенки до цилиндрической формы. При этом свободное размещение заготовки на матрице позволяет избежать значительных технологических припусков на большом диаметре и усилий, необходимых для удержания заготовки на
матрице. Получают фитинг, представляющий собой патрубок, выполненный в виде полусферы 4 большего диаметра Ос 1200 мм (где Dr. Овнутр. + 2 б стенки) и сопряженной с ней цилиндрической части 5 диаметром d 720
мм (фиг. 5).
После остывания полученного изделия, осуществляют обработку торцов фитинга для последующего присоединения соответствующих диаметров. При этом отходы металла незначительны.
Формула изобретения
Способ изготовления полой детали
трубчатой формы типа фитинг из круглой листовой заготовки, включающий штамповку выпуклости на центральном участке листовой заготовки, пробивку отверстия, его отбортовку до цилиндрической формы и вытяжку периферийных участков листовой заготовки с формированием сферической поверхности и получением переходного элемента между участками с торообразной поверхностью, отличающийся тем,
что, с целью расширения технологических возможностей путем обеспечения штамповки деталей с соотношением диаметров на открытых торцах цилиндрического и сферического участков не менее 0,7, а также повышения коэффициента использования металла, вытяжку периферийных участков листовой заготовки осуществляют перед отбортовкой отверстия, в процессе пробивки получают отверстие диаметром, равным 0,6
внутреннего диаметра открытого торца цилиндрического участка деталим, выпуклость штампуют с внутренним диаметром 0,4-0,5 и глубиной 0,25 - 0,3 диаметра листовой заготовки, а радиус кривизны переходного элемента с торообразной поверхностью не превышает 0,2 толщины листовой заготовки.
Ч)
./
2)/;
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242320C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| СПОСОБ ШТАМПОВКИ-ВЫТЯЖКИ ОБОЛОЧЕЧНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ ПЛАСТИЧНОЙ СРЕДОЙ | 2019 |
|
RU2710616C1 |
| Способ изготовления полых изделий из листовой штучной заготовки | 1987 |
|
SU1690908A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ПОЛУСФЕРИЧЕСКОЙ ФОРМЫ ИЗ ТРУДНОДЕФОРМИРУЕМОГО ТИТАНОВОГО СПЛАВА ВТ6-С | 2016 |
|
RU2635210C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУСФЕР ИЗ ЛИСТОВОГО МЕТАЛЛА | 2001 |
|
RU2212970C2 |
| СПОСОБ ШТАМПОВКИ-ВЫТЯЖКИ ОБОЛОЧЕЧНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ ПЛАСТИЧНЫМ МЕТАЛЛОМ | 2016 |
|
RU2623510C1 |
| Способ штамповки-вытяжки оболочечных листовых деталей пластичной средой | 2022 |
|
RU2786498C1 |
Изобретение относится к обработке металлов давлением, в частности к горячей штамповке крупногабаритных деталей, и может быть использовано в газовой, химической, и нефтяной отраслях промышленности, например при производстве переходников для магистральных газопроводов. Цель изобретения - расширение технологических возможностей за счет обеспечения штамповки деталей с отношением диаметров на открытых торцах цилинрического и сферического участков не менее 0,7, а также повышение коэффициента использования металла и снижение трудоемкости изготовления. В центральной части круглой листовой заготовки штампуют выпуклость. Внутренний диаметр выпуклости равен 0,4-0,5, глубина 0,25-0,3 диаметра листовой заготовки. Затем в выпуклость пробивают отверстие. Диаметр отверстия равен 0,6 внутреннего диаметра открытого торца цилиндрического участка (У) детали. Затем осуществляют вытяжку периферийных У заготовки. Получают У большего диаметра со сферической поверхностью, при этом У сопряжены по торообразной поверхности. Радиус кривизны торообразной поверхности не превышает 0,2 толщины исходной листовой заготовки. Затем производят отбортовку отверстия. Получают У меньшего диаметра цилиндрической формы. Отношение диаметров на открытых торцах цилиндрического и сферического У не менее 0,7. Изобретение снижает трудоемкость изготовления, повышает надежность изделия и снижает эксплуатационные затраты. 5 ил.
.г
2г- of
