лируемой детали. Поставленная цель достигается за счет того, что систем содержит источник 1 излучения, световой поток от которого коллимируется коллиматором 2, фокусируется линзой 3, положение которой устанавливается в зависимости от контролируемой детали 28 блоком 24 управления фокусирующей линзы. Сфокусированный световой поток поступает на зеркально-отражающую поверхность полого и тонкостенного конуса 4, которая формирует его в сфокусированное световое кольцо на контролируемой поверхности детали 28, причем положение фокуса неоднозначно относительно отдельных участков поверхности по диаметру, что достигается за счет пьезокерами- ческих пластин 7, установленных на оси 6 внутри конуса 4 так, что своими растягивающимися гранями они соприкасаются с обратной поверхностью конуса 4, на которые от блока 15 управления пьезоэлементами подается соответствующее управляющее напряжение причем величина этого напряжения в каждый момент времени определяется кодом с запоминающего устройства 16, куда заложена программа управления
,
1
Изобретение относится к контрольно-измерительной технике и может быть использовано для автоматизированного контура качества внутренних поверхностей. .
Целью изобретения является повышение чувствительности и производительности контроля за счет использования сфокусированного пучка зондирующего излучения, а также совмещения опера ций контроля наличия дефектов и отклонения геометрических параметров контролируемой детали.
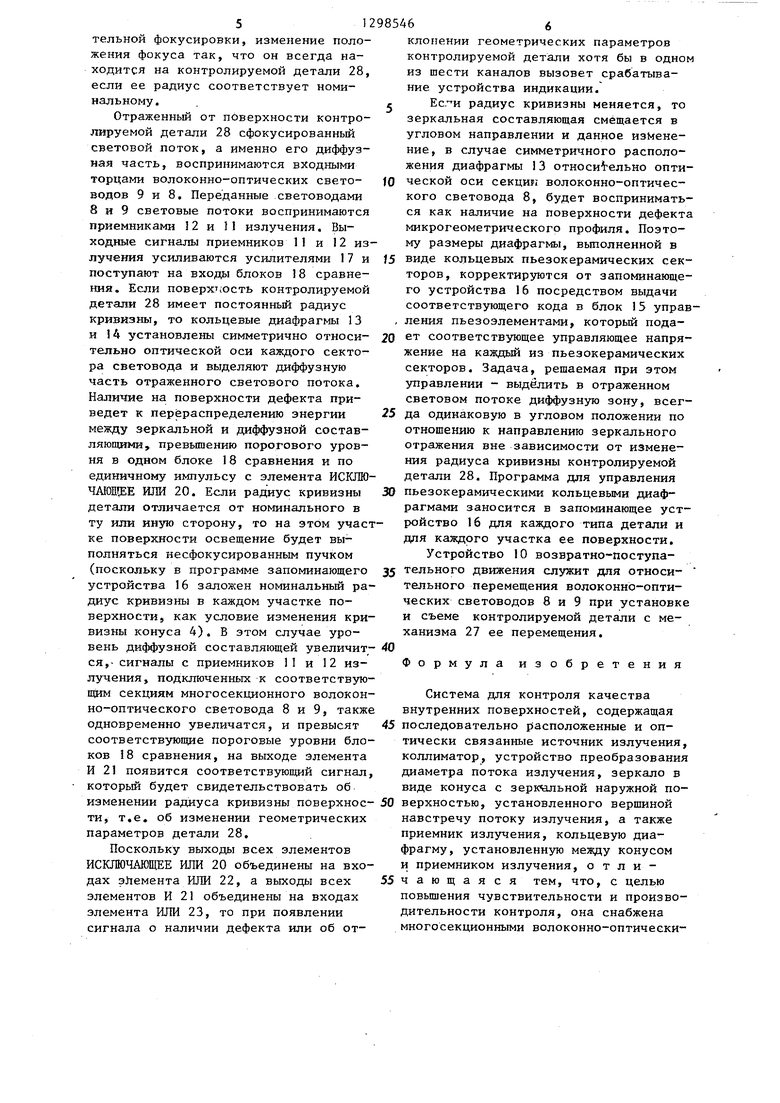
На чертеже изображена принципиальная схема системы для контроля качества внутренних поверхностей.
Система состоит из расположенных последовательно на одной оптической оси источника 1 излучения, коллиматора 2, фокусирующей линзы 3 и конуса 4 с зеркальной наружной поверхностью
каждым пьезоэлементом, блоком 24 управления фокусирующей линзы и блоком 19 управления пороговым уровнем. Отраженный от поверхности контролируемой детали 28 световой поток воспринимается входными торцами секций волоконно-оптических световодов 8 и 9, которые расположены навстречу друг другу и ограничены кольцевыми диафрагмами 13 и 14, ,вьтолненными много- секционными из пьезокерамических пластин, которые также управляются от блока 15. Переданные световодами 8 и 9 световые потоки воспринимаются приемниками 11 и 12 излучения, сигналы с которых усиливаются усилителями 17 и поступают на входы блоков 18 сравнения, на другие входы которых поступает пороговое напряжение от блока 19. Выходы блоков 18 сравнения, соответствующие двум противолежащим секциям световодов 8 и 9 объединены на элементах 20 ИСКЛЮЧАЮЩЕЕ ИЛИ, по импульсу на выходе которого можно судить о наличии дефекта поверхности, и на элементах 2 И, по импульсу на выходе которого можно судить об изменении радиуса кривизны поверхности. 1 ил.
10
5
15
20
установленного вершиной к источнику 1 излучения, причем конус 4 вьтолнен полым и тонкостенным, опирающимся на корпус 5, в котором на оси 6 жестко установлены пьезокерамические пластины 7, вьтолненные в виде отдельных секторов и установленные так, что своими растягивающимися гранями они соприкасаются с обратной поверхностью конуса 4. Концентрично оптической оси по обе стороны в осевом направлении от конуса 4 увтановлены многосекционные волоконно-оптические световоды 8 и 9, первый из которых концент- рично охватьшает линзу 3 и коллиматор 2, а второй - конус 4,. с которым жестко связан, причем волоконно-оптические световоды 8 и 9 выполнены с возможностью осевого перемещения с помощью устройства 10 возвратно-поступательного перемещения. При этом на
3I2
выходном торце каждой секции установлены соответствующие приемники 11 и
12излучения, а входные торщ, волоконо-оптических световодов 8 и 9 расположены один навстречу другому и ог- раничены кольцевыми диафрагмами 13 и 14, выполненными многосекционными из пьезокерамических пластин, растягивающие грани которых установлены кон центрично оптической оси. На чертеже представлены шестисекционные волоконно-оптические световоды 8 и 9. Соответственно в системе используется шесть пьезокерамических пластин 7,
а каждая из кольцевых диафрагм 13 и 14 состоит также из шести секций.Таким образом, в системе независимо может выполняться контроль поверхности по шести секторам, т.е. всегда количество секций волоконно-оптических световодов 8 и 9 соответствует количеству пьезокерамических пластин 7 и количеству секций кольцевых диафрагм
13и 14.
Каждый из секторов пьезокерамических пластин 7, 13 и 14 связан с выходом блока 15 управления пьезо- элементами, вход которого соединен с выходом запоминающего устройства 16. Выход каждого из приемников 11 и 12 излучения соединен с входом соответствующего ему усилителя 17, выход усилителя связан с входом соответствующего блока 18 сравнения, установленного после каждого усилителя 17, второй вход каждого блока 18 сравнения соединен с блоком 19 управления пороговым уровнем, вход которого свя
35 ляющее напряжение, причем величина этого напряжения в каждый момент времени определяется кодом с запоминающего устройства 16, куда заложена программа управления каждым пьезоэле
зан с запоминающим устройством 16. Система, имеет шестисекционные воло- 40 ментом для каждого положения контро- конно-оптические световоды 8 и 9, два лируемой детали 28. Управление запо- усилителя 17 и два блока 18 сравнеминающим устройством 16 осуществляется от датчика 26 положения детали, жестко связанного с механизмом 27 пе- 45 ремещения детали.
ния, соответствующие двум протиро- лежащим секциям световодов 8 и 9. Выходы блоков 18 сравнения попарно объединены на элементах ИСКЛЮЧАЮЩЕЕ ИЛИ 20 и элементах И 21. Выходы элементов ИСКЛЮЧАЮЩЕЕ ШШ 20 объединены на элементе ИЛИ 22, выходы элементов
минающим устройством 16 осуществляется от датчика 26 положения детали, жестко связанного с механизмом 27 пе- 45 ремещения детали.
Под действием управляющего напряжения, приложенного к двум граням, пьезокерамические пластины 7 увеличиваются в размерах в направлении
И 21 объединены на элементе ИЛИ 23, 50двух других растягивающихся граней,
Один из выходов запоминающего устрой-которые в этот момент начинают приства 16 соединен с блоком 24 управ-кладьгеать усилие изнутри к соответстления фокусирующей линзой, на выходевующему участку тонкостенного конуса
которого установлен шаговый механизм4 с зеркальным покрытием, который- 25, жестко связанный с фокусирующей 55 начинает деформироваться, изменяя ралинзой 3. На входе.запоминающего уст-диус кривизны соответствующего участройства 16 установлен датчик 26 по-ка-зеркальной поверхности. Б резульложения, соединенный с механизмом 27тпте происходит, вследствие дополни0
возвратно-поступательного перемещен ия контролируемой детали 28.
Система работает следующим образом.
Световой поток источника 1 излучения, например лазера, расширяется и коллимируется коллиматором 2, фокусируется длиннофокусной линзой 3, положение которой устанавливается так, чтобы при отсутствии напряжения питания на пьезокерамических пластинах 7, т.е. когда конус 4 не изгибается, фокус линзы 3 располагался бы на максимальном для данной детали 28 радиу5 се кривизны. Перемещение линзы 3 осуществляется с помощью шагового механизма 25, управление которым осуществляется от блока 24 управления фокусирующей линзой, на вход которого поступает код от запоминающего устройства 16. Сфокусированный световой поток поступает на отражающую поверхность конуса 4, которая формирует его в сфокусированное световое кольцо на
5 контролируемой поверхности детали 28, причем положение фокуса неоднозначно относительно отдельных участков поверхности по диаметру. Для того, чтобы сфокусировать кольцевой световой
0 пучок на каждом из участков поверхности на пье.зокерамические пластины 7, установленные на оси 6 в корпусе 5, от блока 15 управления пьезоэлемен- тами подается соответствующее управ35 ляющее напряжение, причем величина этого напряжения в каждый момент времени определяется кодом с запоминающего устройства 16, куда заложена программа управления каждым пьезоэле0
0 ментом для каждого положения контро- лируемой детали 28. Управление запо-
40 ментом для каждого положения контро- лируемой детали 28. Управление запо-
минающим устройством 16 осуществляется от датчика 26 положения детали, жестко связанного с механизмом 27 пе- 45 ремещения детали.
Под действием управляющего напряжения, приложенного к двум граням, пьезокерамические пластины 7 увеличиваются в размерах в направлении
10
15
51298546
тельной фокусировки, изменение положения фокуса так, что он всегда находится на контролируемой детали 28, если ее радиус соответствует номинальному.
Отраженный от поверхности контролируемой детали 28 сфокусированный световой лоток, а именно его диффузная часть, воспринимаются входными торцами волоконно-оптических световодов 9 и 8, Переданные световодами 8 и 9 световые потоки воспринимаются приемниками 2 и 11 излучения. Выходные сигналы приемников 11 и 12 излучения усиливаются усилителями 17 и поступают на входы блоков 18 сравнения. Если поверх (ОСТЬ контролируемой детали 28 имеет постоянный радиус кривизны, то кольцевые диафрагмы 13 и 14 установлены симметрично относи- 20 тельно оптической оси каждого сектора световода и выделяют диффузную часть отраженного светового потока. Наличие на поверхности дефекта приведет к перераспределению энергии между зеркальной и диффузной составляющими, превышению порогового уровня в одном блоке 18 сравнения и по единичному импульсу с элемента ИСКЛЮ- ЧАЮПЩЕ ИЛИ 20. Если радиус кривизны детали отличается от номинального в ту или иную сторону, то на этом участке поверхности освещение будет выполняться несфокусированным пучком (поскольку в программе запоминающего устройства 16 заложен номинальный радиус кривизны в каждом участке поверхности, как условие изменения кривизны конуса 4). В этом случае уровень диффузной составляющей увеличит- 40 ся,- сигналы с приемников 11 и 12 излучения, подключенных к соответствующим секциям многосекционного волоконно-оптического световода 8 и 9, также одновременно увеличатся, и превысят соответствзпощие пороговые уровни блоков 18 сравнения, на выходе элемента И 21 появится соответствующий сигнал, который будет свидетельствовать об
клопении геометрических параметров контролируемой детали хотя бы в одном из шести каналов вызовет срабатывание устройства индикации.
Ес.и радиус кривизны меняется, то зеркальная составляющая смещается в угловом направлении и данное изменение, в случае симметричного расположения диафрагмы 13 относительно оптической оси секция волоконно-оптического световода 8, будет восприниматься как наличие на поверхности дефекта микрогеометрического профиля. Поэтому размеры диафрагмы, вьтолненной в виде кольцевых пьезокерамических секторов, корректируются от запоминающего устройства 16 посредством выдачи соответствующего кода в блок 15 управления пьезоэлементами, который подает соответствующее управляющее напряжение на каждый из пьезокерамических секторов. Задача, решаемая при этом управлении - выделить в отраженном световом потоке диффузную зону, всег25 да одинаковую в угловом положении по отношению к направлению зеркального отражения вне зависимости от изменения радиуса кривизны контролируемой детали 28. Программа для управления
30 пьезокерамическими кольцевыми диафрагмами заносится в запоминающее устройство 16 для каждого типа детали и для каждого участка ее поверхности. Устройство 10 возвратно-поступа35 тельного движения служит для относи- тельного перемещения волоконно-оптических световодов 8 и 9 при установке и съеме контролируемой детали с механизма 27 ее перемещения.
Формула изобретения
Система для контроля качества внутренних поверхностей, содержащая 45 последовательно расположенные и оптически связанные источник излучения, коллиматор, устройство преобразования диаметра потока излучения, зеркало в виде конуса с зеркяальной наружной по- изменении радиуса кривизны поверхнос- 50 верхностью, установленного верщиной ти, т.е. об изменении геометрических навстречу потоку излучения, а также
приемник излучения, кольцевую диафрагму, установленную между конусом и приемником излучения, о т л и - 55 чающая ся тем, что, с целью повьш1ения чувствительности и произвопараметров детали 28,
Поскольку выходы всех элементов ИСКЛЮЧАЮЩЕЕ ИЛИ 20 объединены на входах элемента ИЛИ 22, а выходы всех элементов И 21 объединены на входах элемента ИЛИ 23, то при появлении сигнала о наличии дефекта или об отдительности контроля, она снабжена многосекционными волоконно-оптически0
5
0 0
клопении геометрических параметров контролируемой детали хотя бы в одном из шести каналов вызовет срабатывание устройства индикации.
Ес.и радиус кривизны меняется, то зеркальная составляющая смещается в угловом направлении и данное изменение, в случае симметричного расположения диафрагмы 13 относительно оптической оси секция волоконно-оптического световода 8, будет восприниматься как наличие на поверхности дефекта микрогеометрического профиля. Поэтому размеры диафрагмы, вьтолненной в виде кольцевых пьезокерамических секторов, корректируются от запоминающего устройства 16 посредством выдачи соответствующего кода в блок 15 управления пьезоэлементами, который подает соответствующее управляющее напряжение на каждый из пьезокерамических секторов. Задача, решаемая при этом управлении - выделить в отраженном световом потоке диффузную зону, всег5 да одинаковую в угловом положении по отношению к направлению зеркального отражения вне зависимости от изменения радиуса кривизны контролируемой детали 28. Программа для управления
0 пьезокерамическими кольцевыми диафрагмами заносится в запоминающее устройство 16 для каждого типа детали и для каждого участка ее поверхности. Устройство 10 возвратно-поступа35 тельного движения служит для относи- тельного перемещения волоконно-оптических световодов 8 и 9 при установке и съеме контролируемой детали с механизма 27 ее перемещения.
Формула изобретения
дительности контроля, она снабжена многосекционными волоконно-оптическими световодами, расположенными между диафрагмой и приемником излучения, первый из световодов концентрично охватывает коллиматор и линзу, а второй - конус, с которым жестко связан, причем волоконно-оптические световоды выполнены с возможностью осевого перемещения относительно друг друга, (п-1) приемником излучения и (п-1) диафрагмой, где п - число секций световодов, при этом на выходном торце каждой секции установлен соответствующий приемник излучения, входные же торцы волоконно-оптических световодов расположены навстречу друг другу, а ограничивающие их кольцевые, диафрагмы изготовлены многосекционными из пьезокерамических пластин, растягивающиеся грани которых расположены концентрично оптической оси, бло- ком управления пьезоэлементами, блоком управления пороговым уровнем, запоминающим устройством, п усилителями, п устройствами сравнения,12. элементами ИСКЛЮЧАЮЩЕЕ ИЛИ,1 г элемента- ми И, двумя элементами ИЛИ и устрой- ством индикации, каждый из секторов пьезокерамических пластин электрически связан с выходом блока управления пьезоэлементами, вход которого со- единен с выходом запоминающего устРедактор С.Патрушева Заказ 876/41
Составитель Е.Глазкова
Техред М.Ходанич Корректор М.Демчик
Тираж 678Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ройства, выход каждого из приемников излучения соединен с входом усилителя, на выходе которого установлено устройство сравнения, второй вход которого связан с выходом блока управления пороговым уровнем, вход которого соединен с запоминающим устройством, а к выходам каждых двух устройст сравнения, установленных на выходных торцах противолежащих друг к другу секций двух волоконно-оптических световодов, подключен элемент ИСКЛЮЧАЮЩЕЕ ИЛИ и элемент И, причем выходы всех элементов ИСКЛЮЧАЩЕЕ ИЛИ объе- динены на элементе ИЛИ, выход которого связан с входом устройства индикации, а выходы элементов И также объединены на элементе ИЛИ, выход которого связан с входом устройства индикации, устройство преобразования диаметра потока излучения выполнено в виде фокусирующей линзы, с возможностью перемещения ее вдоль оптической оси потока излучения, а конус - полым и тонкостенным, причем в полой части конуса установлены пьезокера- мические пластинки, выполненные в виде отдельных секторов так, что своими растягивающимися гранями они соприкасаются с конической поверхностью.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля качества наружной резьбы | 1991 |
|
SU1803735A1 |
| Устройство для контроля качества поверхности цилиндрических отверстий | 1987 |
|
SU1422005A1 |
| Устройство для контроля качества поверхности цилиндрических отверстий | 1989 |
|
SU1714351A1 |
| Устройство для контроля качества поверхности цилиндрических отверстий | 1980 |
|
SU938010A1 |
| Способ контроля качества наружной резьбы и устройство для его осуществления | 1987 |
|
SU1527560A1 |
| Способ оптического контроля качества преформы | 2020 |
|
RU2754028C1 |
| Устройство для контроля параметров шероховатой поверхности | 1989 |
|
SU1652815A1 |
| Устройство для диагностики подшипников качения | 1986 |
|
SU1401324A1 |
| Устройство для испытания материалов на истирание | 1986 |
|
SU1330566A1 |
| Способ изготовления волоконных брэгговских решеток в нефоточувствительных волоконных световодах | 2016 |
|
RU2610904C1 |
Изобретение относится к контрольно-измерительной технике. Целью изобретения является повышение чувствительности и производительности контроля за счет использования сфокусированного пучка зондирующего излучения , а также совмещения операций контроля наличия дефектов и отклонения геометрических параметров контро12 /; 00 СП 4 о ffu пластинап

| Устройство для контроля качества обработки отверстий деталей | 1976 |
|
SU577399A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
