Известны Приспособления для обточки и расточки зажимаемых по торцам поршневых колец после разрезки замков. Однако на таких приспособлениях нельзя обточку и расточку производить одновременно.
Предложенное приспособление отличается от известных тем, что в ием Применены два соосно расположенные пустотелые шпинделя. Один из шпинделей Приспособлеяин встроен в шпиндель станка, а другой вмонтирован в приспособление и имеет возможность перемещаться на некоторое расстояние вдоль оси. Причем оба шпинделя получают врашение от шпинделя станка.
Такая конструкция приспособления позволяет вести обточку и расточку колец одновременно и достигать при этом значительной, производительности.
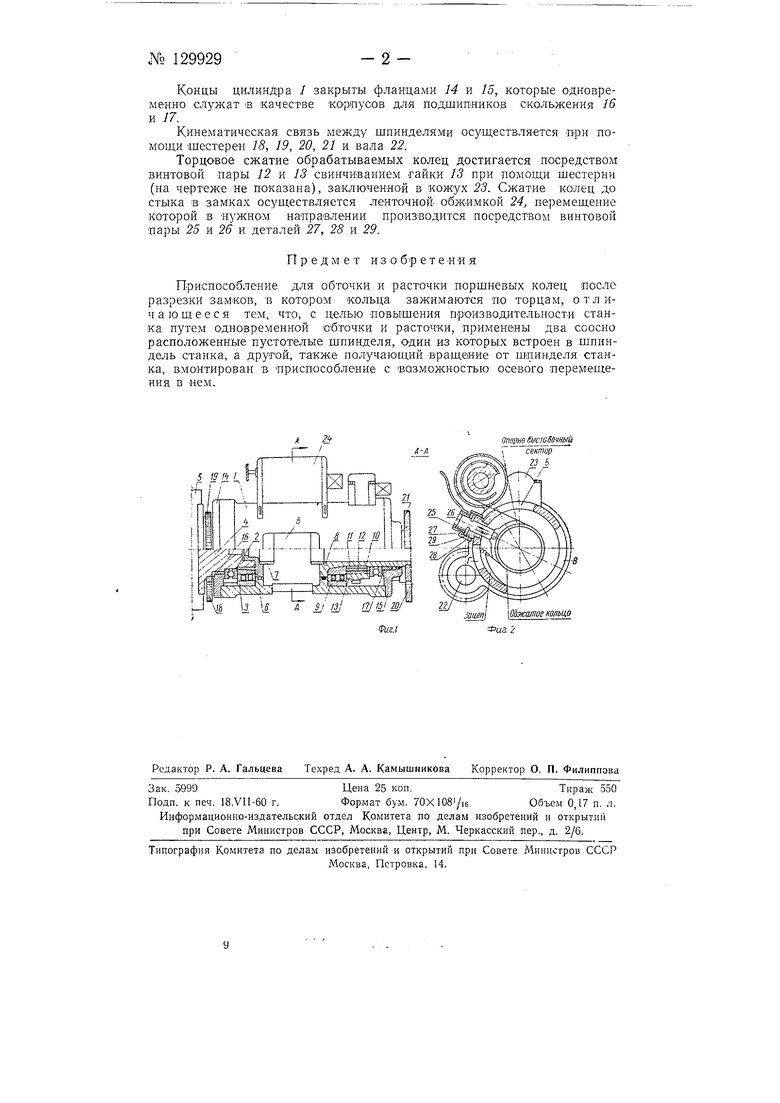
На фиг. 1 изображено предложенное приспособление с частичным осевым разрезом; на фиг. 2-то же, в разрезе по А-А на фиг. 1.
Приспособление для обточки и расточки поршневых колец представляет собой толстостенный цилиндр / с окнами Б, В и Г. Цилиндр / смонтирован посредством подшипников 2 и 5 на консоле 4 планшайбы 5.
Крепление оодшипников осуществлено посредством торцового диска 6 консоли. Диск 6 несет на себе кольцо 7, являющееся передней опорой обрабатываемых поршневых колец.
На другом конце цилиндра, смонтирован полый шпиндель 8 посредством подщияников 9 и 10. Шпиндель 8 имеет возможность перемещаться в осевом направлении на некоторую вачичину. Между подшипниками 9 vi 10 полого щпинделя 8 посредством шпонки // посажена втулка 12 с ленточной наружной резьбой. На втулку 12 навинчена гайка 13 с зубчатым венцом.
Концы цилиндра 1 закрыты фланцами 14 и 15, которые одновременно служат В качестве корпусов для подшипников скольжения 16 и 17.
Кине1матическая связь между шпинделями осуш,ествляется при помощи шестерен 18, 19, 20, 21 -л вала 22.
Торцовое сжатие обрабатываемых колец достигается посредством винтовой пары 12 и 13 свинчиванием гайки 13 при ломощи шестерни (на чертеже не показана), заключенной в кожух 23. Сжатие колец до стыка в замках осуществляется ленточной обж-имкой 24, перемещение которой в нужном направлении произ-водится посредством винтовой пары 25 и 26 и деталей 27, 28 и 29.
Предмет и з о б р е т е ii« я
Приспособление для обточки и расточки поршневых колец после разрезки замков, в котором кольца зажимаются по торцам, отличающееся тем, что, с целью повышения производительности станка путем одновременной обточки и расточки, применены два соосио расположенные пустотелые шпинделя, один из которых встроен в шпиндель станка, а другой, также получающий вращение от щпинделя станка, вмонтирован в приспособление с возможностью осевото перемещения в нем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для обжимания поршневых колец при установке их для обработки | 1959 |
|
SU129930A1 |
| Автомат для механической обработки, снабженной замком заготовки поршневого кольца | 1957 |
|
SU114347A1 |
| Устройство для обработки поршневых колец | 1976 |
|
SU589081A1 |
| Приспособление к токарному станку для закрепления на суппорте поршневых колец при изготовлении на них замков | 1931 |
|
SU32899A1 |
| ПРИСПОСОБЛЕНИЕ К ТОКАРНОМУ СТАНКУ | 1968 |
|
SU208412A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Приспособление для обработки золотниковых колец | 1937 |
|
SU53823A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
| Устройство для установки тяжелых фрез на вертикальный шпиндель с оправкой | 1991 |
|
SU1827332A1 |
| Устройство для установки тяжелых фрез на вертикальный шпиндель с оправкой | 1990 |
|
SU1703298A1 |
Й Ь 1А и 31
ttnafm КысюВочиьт
Текто;
23 В
дцеп {Оджшлое кольцо Фиг 2
