1
Изобретение относится к станкам для обточки кольцевых изделий, например поршневых колец.
Известен станок для обработки поршневых колец, на станине которого жестко закреплена токарная головка, несущая шпиндель. Шпиндель связан с копирным устройством, обеспечивающим получение требуемого профиля кольца. Станок содержит также две фрезерные головки, механизмы для загрузки и разгрузки колец, а также механизм его зажима.
Однако при обработке комплекта колец на известном станке из-за их неравномерной установки по диаметру на части колец остается чернота (необработанные места).
На одном станке невозможно обработать минутный угол, скребковую и торсионную канавки. Эти поверхности обрабатываются на других станках, при этом каждый раз кольцо обжимается для придания ему цилиндрической формы и вследствие остаточных деформаций обработанное кольцо имеет искаженную форму.
Цель изобретения - полная токарная обработка кольца с одного установа.
Это достигается тем, что на качающемся суппорте, несущем резцы для расточки кольца, смонтированы салазки, несущие блок резцов для наружной обточки. Салазки выполнены с возможностью поступательного перемещения под углом к направлению движения суппорта и взаимодействуют с упором,закрепленным на станине.
Качающийся суппорт установлен под шпинделем и связан с закрепленным на шпинделе копиром.
Иа предлагаемом станке можно производить следующие операции по обработке чугунного поршневого кольца в условиях массового производства: копирную обточку наружного диаметра, проточку скребковой канавки и минутного угла, снятие фасок, копирную расточку внутреннего диаметра, проточку торсионной канавки. Кроме этого на станке можно фрезеровать замок.
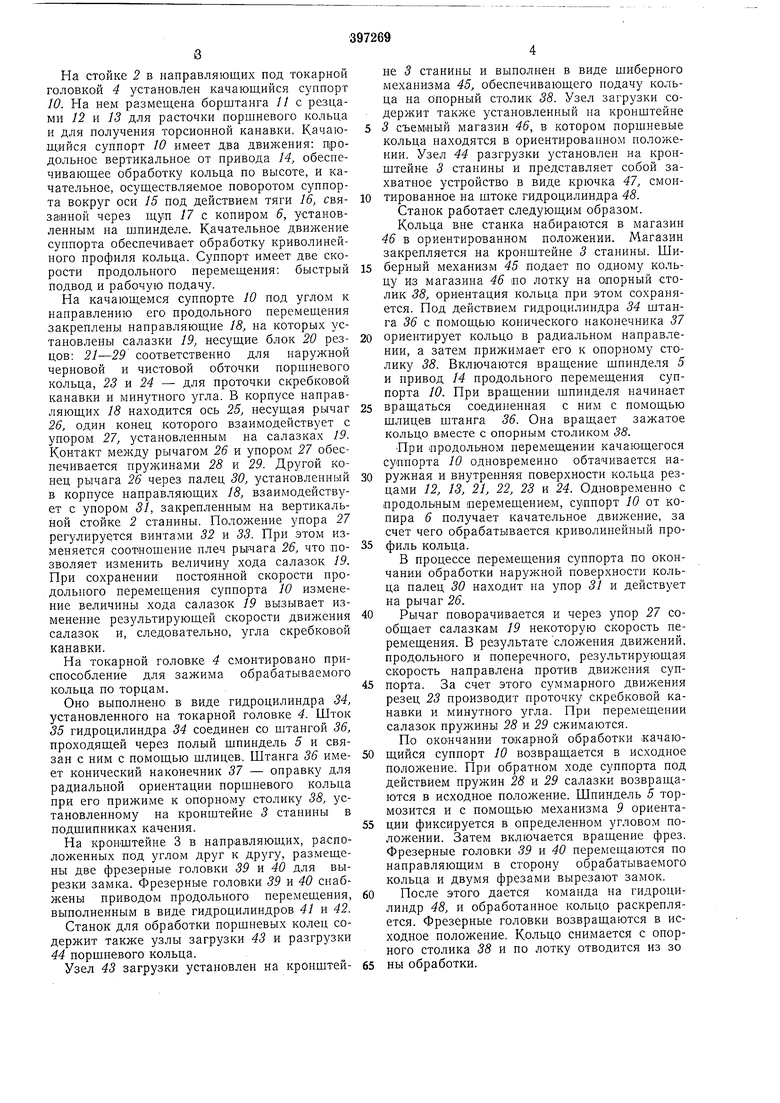
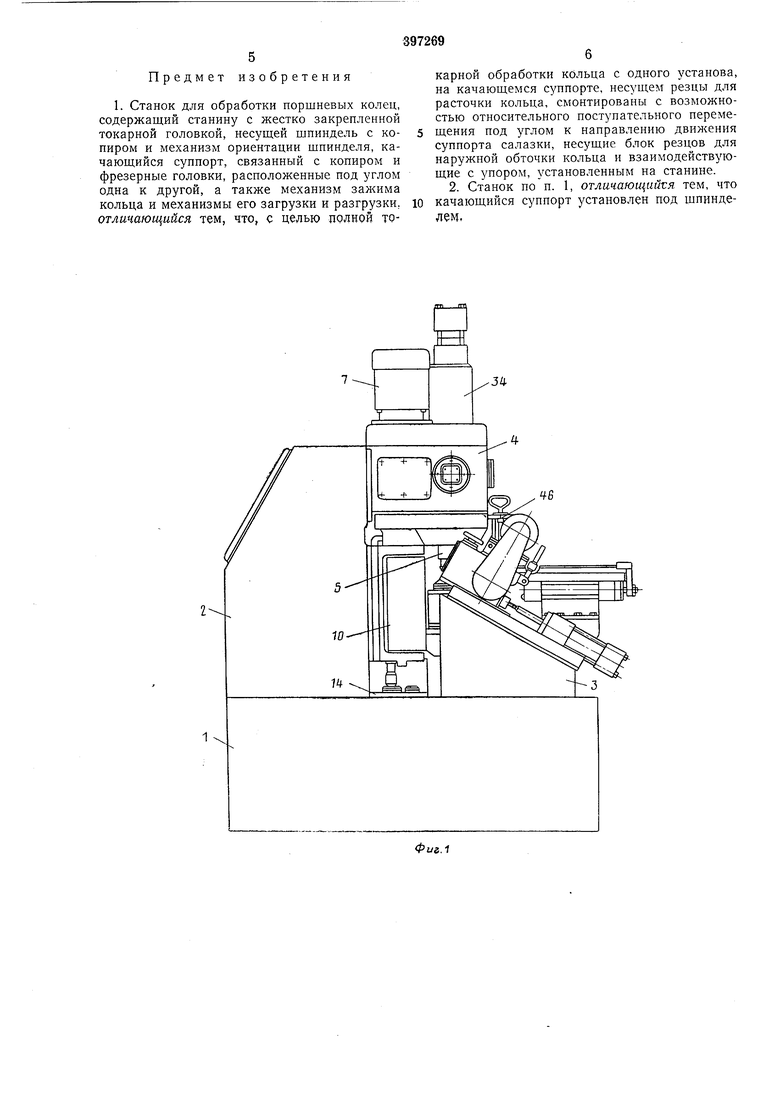
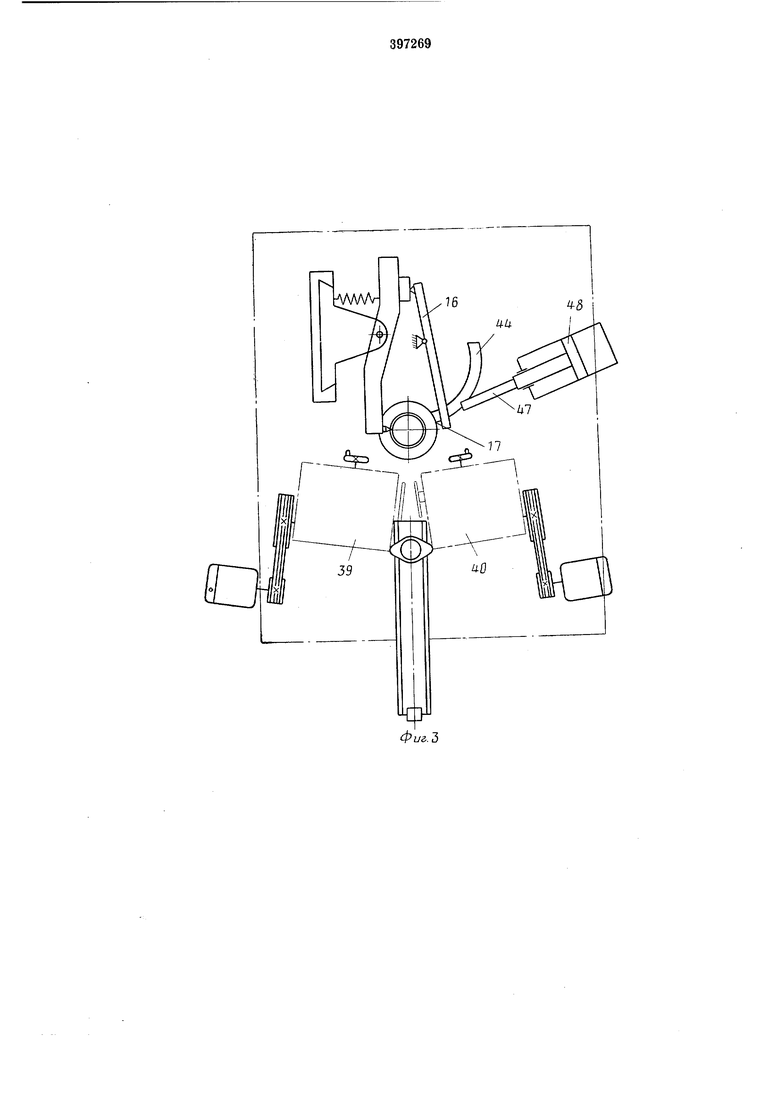
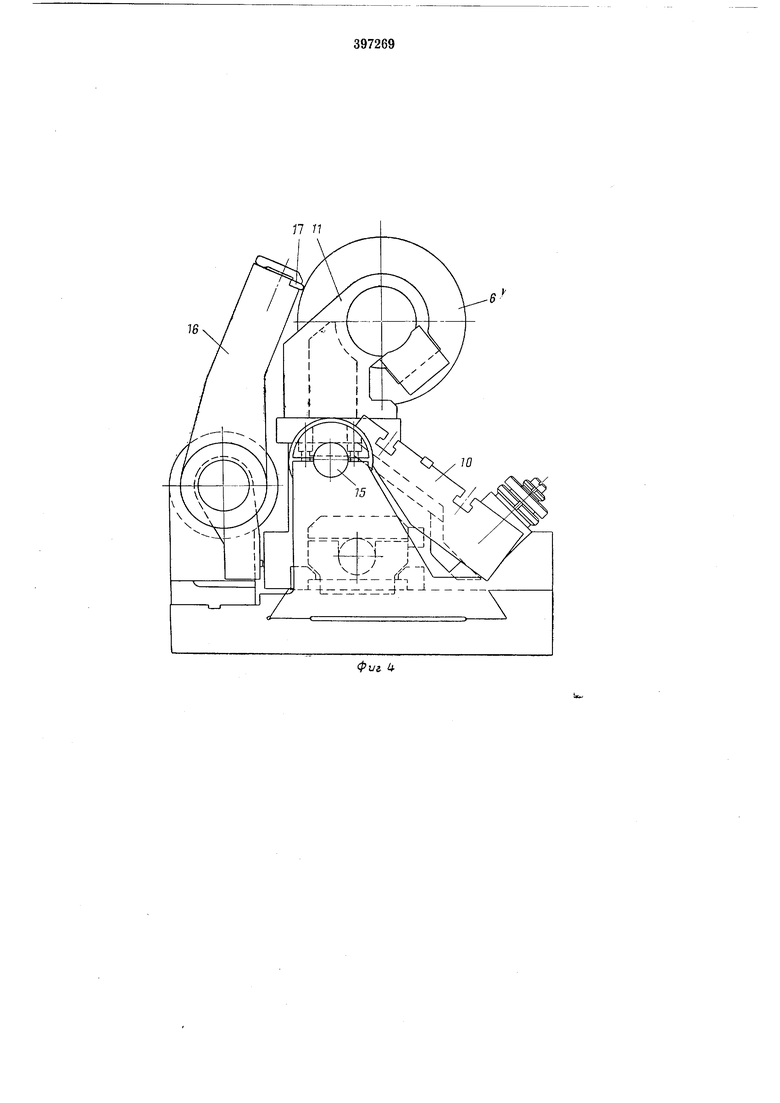
На фиг. 1 изображен описываемый станок, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - кинематическая схема суппорта;
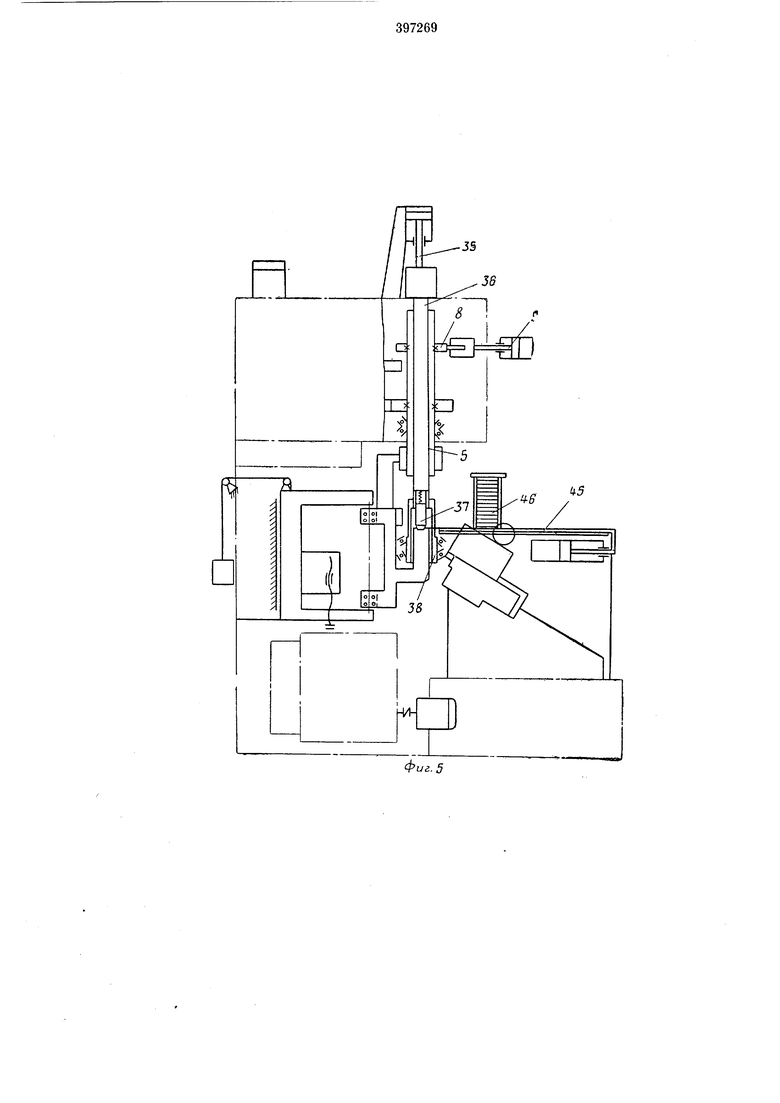
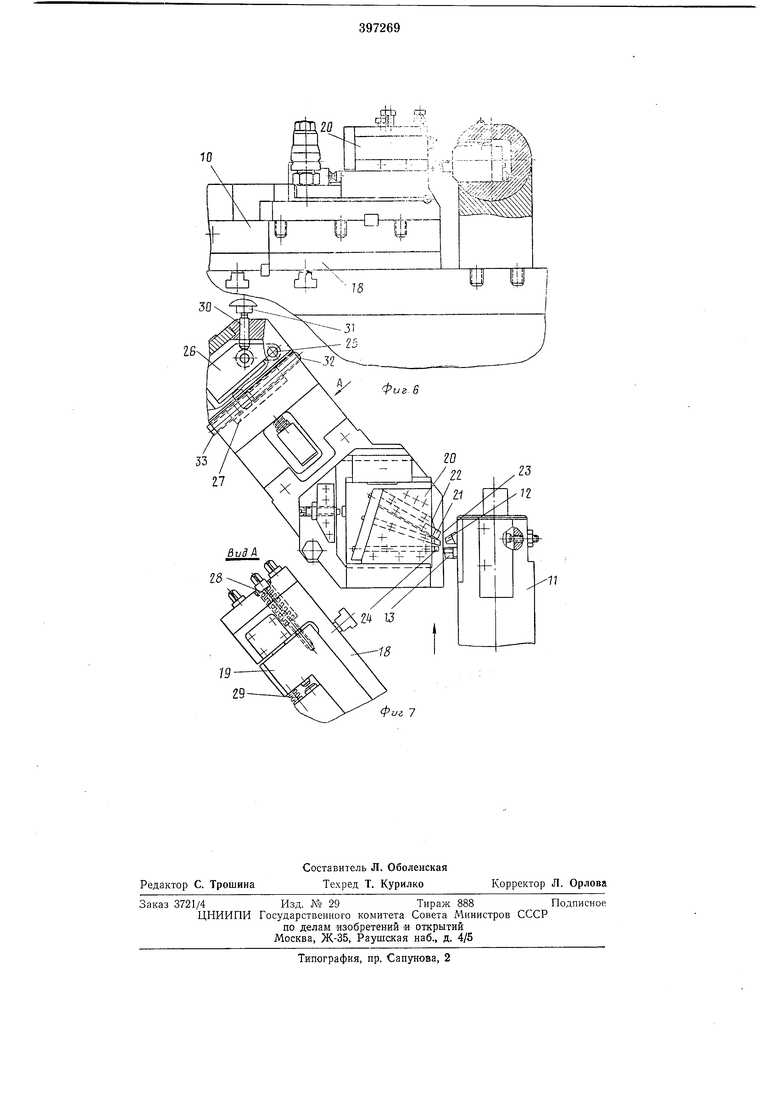
на фиг. 4 - суппорт, вид сверху; на фиг. 5- кинематическая схема станка; на фиг. 6, 7 - салазки и бортштанга.
Станина станка состоит из основания /, вертикальной стойки 2 и кронштейна 3.
На вертикальной стойке 2 смонтирована токарная головка 4, содержащая полый шпиндель 5, несущий копир 6 и снабженный приводом 7 вращательного движения. На шпинделе 5 закреплен кулачок 8, связанный с механизмом 9 ориентации шпинделя. На стойке 2 в направляющих под токарной головкой 4 установлен качающнйся суппорт 10. На нем размещена борштанга У/ с резцами 12 и 13 для расточки поршневого кольца и для получения торсионной канавкн. Качающийся суппорт 10 имеет два движения: продольное вертикальное от привода 14, обеспечивающее обработку кольца по высоте, и качательиое, осуществляемое поворотом суппорта вокруг оси 15 под действием тяги 16, связаиной через щуп 17 с копиром 6, установленным на шпинделе. Качательное движение суппорта обеспечивает обработку криволинейного профиля кольца. Суппорт имеет две скорости продольного перемещения: быстрый подвод и рабочую подачу. На качающемся суппорте 10 под углом к направлению его продольного перемещения закреплены направляющие 18, на которых установлены салазки 19, несущие блок 20 резцов: 21-29 соответственно для наружной черновой и чистовой обточки поршневого кольца, 23 и 24 - для проточки скребковой канавки и минутного угла. В корпусе направляющих 18 находится ось 25, несущая рычаг 26, один конец которого взаимодействует с упором 27, установленным на салазках 19. Контакт между рычагом 26 и упором 27 обеспечивается пружинами 28 и 29. Другой конец рычага 26 через палец 30, установленный в корпусе направляющих 18, взаимодействует с упором 31, закрепленным на вертикальной стойке 2 станины. Положение упора 27 регулируется винтами 32 и 33. При этом изменяется соотношение плеч рычага 26, что позволяет изменить величину хода салазок 19. При сохранении постоянной скорости продольного перемещения суппорта 10 изменение величины хода салазок 19 вызывает изменение результирующей скорости движения салазок и, следовательно, угла скребковой канавки. На токарной головке 4 смонтировано приспособление для зажима обрабатываемого кольца по торцам. Оно выполнено в виде гидроцилиндра 34, установленного на токарной головке 4. Шток 35 гидроцилиндра 34 соединен со штангой 36, проходящей через полый шпиндель 5 и связан с ним с помощью шлицев. Штанга 36 имеет конический наконечник 37 - оправку для радиальной ориентации поршневого кольца при его прижиме к опорному столику 38, установленному на кронштейне 3 станины в подшипниках качения. На кронштейне 3 в напр-авляю щих, расположенных под углом друг к другу, размещены две фрезерные головки 39 и 40 для вырезки замка. Фрезерные головки 39 и 40 снабжены приводом продольного перемещения, выполненным в виде гидроцилиндров 41 и 42. Станок для обработки поршневых колец содержит также узлы загрузки 43 и разгрузки 44 поршневого кольца. Узел 43 загрузки установлен на кронштейне 3 станины и выполнен в виде шиберного механизма 45, обеспечивающего подачу кольца на опорный столик 58. Узел загрузки содержит также установленный на кронштейне 3 съемиый магазин 46, в котором поршневые кольца находятся в ориентированном положении. Узел 44 разгрузки установлен на кронштейне 3 станины и представляет собой захватное устройство в виде крючка 47, смонтированное на штоке гидроцилиндра 48. Станок работает следующим образом. Кольца вне станка набираются в магазин 46 в ориентированном положении. Магазин закрепляется на кронштейне 5 станины. Шиберный механизм 45 подает по одному кольцу из магазина 46 по лотку на опорный столик 38, ориентация кольца при этом сохраняется. Под действием гидроцилиндра 34 штанга 36 с помощью конического наконечника 37 ориентирует кольцо в радиальном направлении, а затем прижимает его к опорному столику 38. Включаются вращение шпинделя 5 и привод 14 продольного перемещения суппорта 10. При вращении шпинделя начинает вращаться соединенная с ним с помощью шлицев штанга 36. Она вращает зажатое кольцо вместе с опорным столиком 38. При .продольном перемещении качающегося суппорта 10 одновременно обтачивается наружная и внутренняя поверхности кольца резцами 12, 13, 21, 22, 23 и 24. Одновременно с продольным перемещением, суппорт 10 от копира 6 получает качательное движение, за счет чего обрабатывается криволинейный профиль кольца. В процессе перемещения суппорта по окончании обработки наружной поверхности кольца палец 30 находит на упор 31 и действует на рычаг 26. Рычаг поворачивается и через упор 27 сообщает салазкам 19 некоторую скорость перемещения. В результате сложения движений, продольного и поперечного, результирующая скорость направлена против движения суппорта. За счет этого суммарного движения резец 23 производит проточку скребковой канавки и минутного угла. При перемещении салазок пружины 28 и 29 сжимаются. По окончании токарной обработки качающийся суппорт 10 возвращается в исходное положение. При обратном ходе суппорта под действием пружин 28 и 29 салазки возвращаются в исходное положение. Шпиндель 5 тормозится и с помощью механизма 9 ориентации фиксируется в определенном угловом положении. Затем включается вращение фрез. Фрезерные головки 39 и 40 перемещаются по направляющим в сторону обрабатываемого кольца и двумя фрезами вырезают замок. После этого дается команда на гидроцилиндр 48, и обработанное кольцо раскрепляется. Фрезерные головки возвращаются в исходное положение. Кольцо снимается с опорного столика 58 и по лотку отводится из зо ны обработки.
Предмет изобретения
1. Станок для обработки поршневых колец, содержащий станину с жестко закрепленной токарной головкой, несущей шпиндель с копиром и механизм ориентации шпинделя, качающийся суццорт, связанный с копиром и фрезерные головки, расположенные под углом одна к другой, а также механизм зажима кольца и механизмы его загрузки и разгрузки. отличающийся тем, что, с целью полной токарной обработки кольца с одного установа, на качающемся суппорте, несущем резцы для расточки кольца, смонтированы с возможностью относительного поступательного перемещения под углом к направлению суппорта салазки, несущие блок резцов для наружной обточки кольца и взаимодействующие с упором, установленным на станине. 2. Станок по п. 1, отличающийся тем, что
качающийся суппорт установлен под щпинделем.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1971 |
|
SU304060A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Способ и станок для обработки фасонных поверхностей деталей | 1975 |
|
SU543460A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1972 |
|
SU341634A1 |
| НАСТОЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК | 1994 |
|
RU2089383C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СФЕРЫ НА ДЕТАЛЯХ ИЗ МЯГКИХ И ВЯЗКИХ МАТЕРИАЛОВ | 1970 |
|
SU272773A1 |
39
U6
11 П
16
s
Фиг. 5
10
19
29
Фиг 7
