.1
Изобретение относится к обработке металлов давлением и, в частности, можег быть использовано в устройствах для калибровки пзпутри трубных деталей.
Известно устройство для калибровки трубиых деталей изнутри, которое содержит корпус, установлениую иа пем оправку с формуюш,ими ро.1иками и опорный орган, прижимаюпд.ий деталь по нарзжиой поверхности. Формующие ролики смоптированы с возмолхиосгью установочного радиальпого перемещения под действием клинового мехаппзма I.
Недостатком известного устройства является иизкое качество калибруемой новерхности из-за неравномерного распределеиия усплпй деформирования по образующей новерхности обрабатываемой детали вследствие больших зазоров между формующими роликами.
Улучшение качества калибруемой новерхности детали обеспечивается за счет того, что в предлагаемом устройстве оправка, несущая формующие ролики, жестко закреплена па неподвижном корпусе, формующие ролики выполнены сменными и снабжены иидивидуальными приводами вращения. Опорный орган представляет собой свободно посаженные на своих осях ролики, устаповленные на корпусе с возможностью регулировочного раднального перемещения.
2
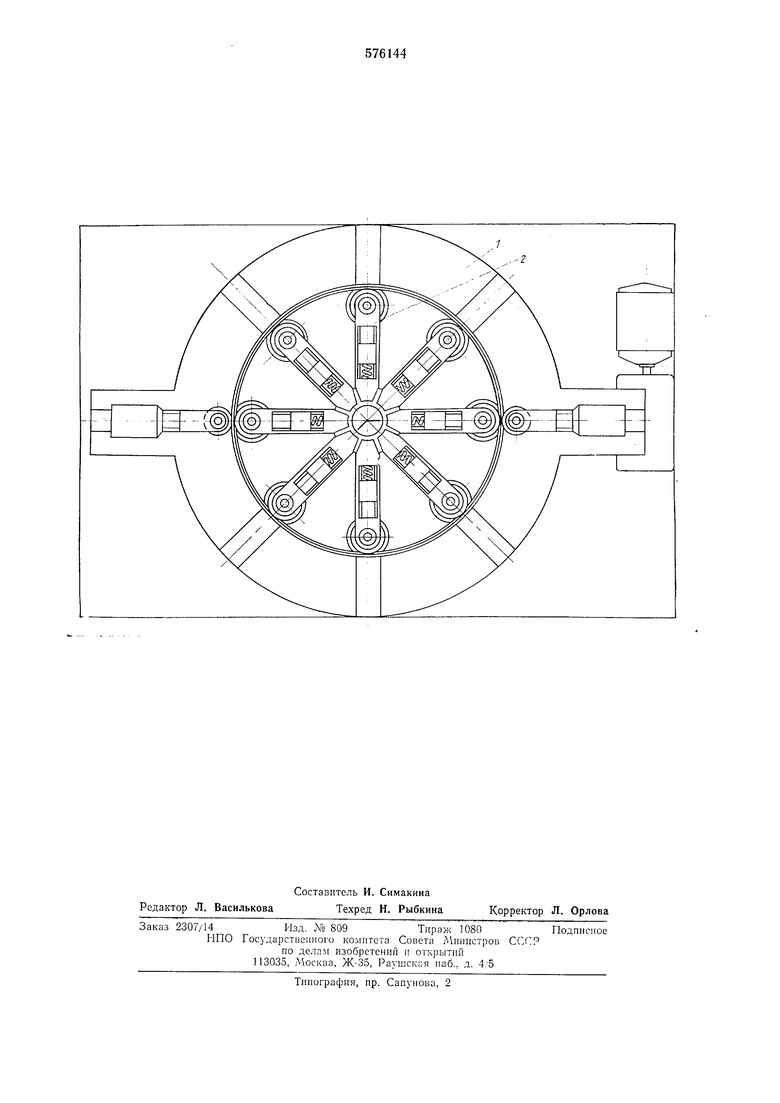
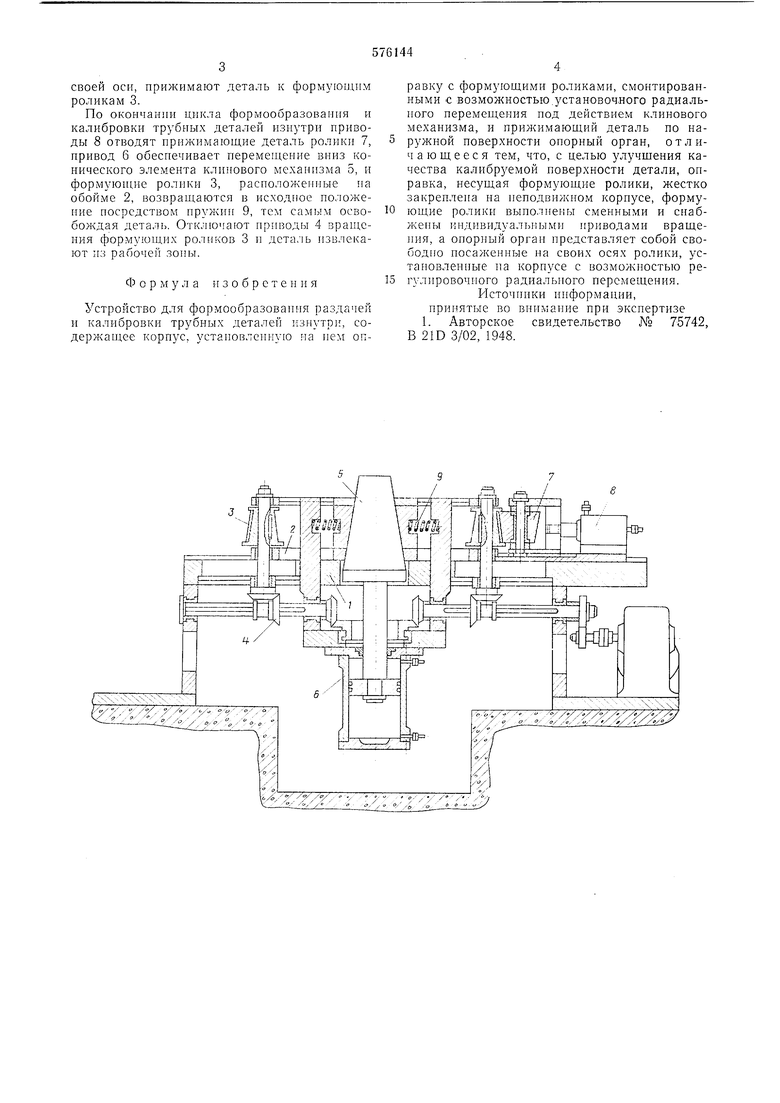
На чертеже нзображено нредлагаемое устройство в двух ироекцнях.
Устройство содержит корпус 1, устаиовленпую па пем оправку 2 с формирующими сменнымп роликами 3, имеющими иидивидуальиые приводы 4 в виде систем зубчатых зацеплепий и смонтпроваиными с возможностью радиальпого устаиовочного перемещсппя иод действием клинового механизма 5 с приводом 6.
Опорный орган, прижимающий деталь по иаружпой поверхности, представляет собой свободно посаженпые на своих осях ролики 7, связанные с приводом 8. Формующие ролики 3 подиружииепы посредством прулхпи 9.
Устройство работает следующим образом.
Деталь помещают в рабочую зону устройства па сменные формующие ролики 3. При включении иривода 6 конический э.чемеит клипового механпзма 5 перемещается вверх, раздвигает в радиальном паиравлеиии части оправки 2 с формующими роликами 3, раздавая прп этом деталь дю заданного диаметра.
Одновременно с раздачей детали включают индивндуальные ириводы 4 вращеиия формующих роликов 3, кото)ые заставляют деталь обкатываться по нпм н облегать рабочую поверхность нх но мере формовки. В иропессе формообразования и калибровки включают ириводы 8 и ролики 7, свободно вращаясь на
своей оси, прижимают деталь к формующим роликам 3.
По окончании цикла формообразования и калибровки трубных деталей изиутри ириводы 8 отводят ирижимающие деталь ролики 7, иривод 6 обеспечивает перемещение вииз конического элемента клинового механизма 5, и формуюии1е ролики 3, расиоложеииые иа обойме 2, возвращаются в исходное положение посредством 9, тем самым освобождая деталь. Отключают ириводы 4 враи1,еиия формующих роликов 3 и деталь извлекают из рабочей зоны.
Фор м у л а изобретен и я
Устройство для формообразоваиия раздачей и калибровки трубных деталей изнутр, содержащее корпус, установленную на ием оправку с формующими роликами, смонтироваииыми с возможностью.установочиого радиальиого перемещения под действием клинового механизма, и прижимающий деталь по иаружиой поверхности опорный орган, отличающееся тем, что, с целью улучшения качества калибруемой поверхиости детали, оправка, несущая формующие ролики, жестко закреплена на неподвижном корпусе, формующие ролики выполиены сменными и снаб;кеиы инднвндуальными приводами вращения, а опорный оргап представляет собой свободно посажеииые иа своих осях ролики, установленные на корпусе с возможностью регулировочиого радиального перемещения.
Источники ииформации, принятые во вннмание ири эксиертизе 1. Авторское свидетельство № 75742, В 21D 3/02, 1948.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формообразования и калибровки трубных деталей из листа | 1988 |
|
SU1558532A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЯ С ОСЕСИММЕТРИЧНЫМ ФЛАНЦЕМ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2014 |
|
RU2572686C1 |
| Устройство для калибровки концов труб | 1979 |
|
SU854495A2 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU365195A1 |
| Устройство для калибровки цилиндрических пружин | 1978 |
|
SU751481A1 |
| Устройство для калибровки концов труб | 1981 |
|
SU997921A2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОКАЛИБРОВКИ | 2002 |
|
RU2240883C2 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |
| СПОСОБ ГИБКИ ТРУБ | 2001 |
|
RU2210452C2 |
| Способ получения рифлей ромбовидной формы на наружной поверхности оболочки | 2019 |
|
RU2715511C1 |