Изобретение относится к машиностроению и может быть использовано для отде- лочно-упрочняющей обработки поверхностей деталей машин, например, на предприятиях авиастроения, автомобилестроения, станкостроения.
Цель изобретения - повышение качества обработки путем исключения микрорезания.
На фиг. 1-3 показан предлагаемый инструмент в трех проекциях.
Инструмент содержит державку 1 и алмазный наконечник 2 с рабочими участками, образованными цилиндрами разного радиуса RI и R2, образуюш,ие которых пересекаются под прямым углом, а их оси перпендикулярны оси инструмента, при этом образующие цилиндров смещены относительно друг друга вдоль оси державки 1, причем образующая цилиндра меньшего радиуса смещена в направлении оси цилиндра большего радиуса в пределах 0,001-0,005 от большего радиуса.
При обработке поверхностей вращения предлагаемый инструмент устанавливают так, чтобы образующая меньшего цилиндра совпала с образующей детали, ось большего цилиндра совпала с направлением касатель
ной к обрабатываемой поверхности, а ось державки 1 прошла через точку или ось вращения детали.
При обработке плоских поверхностей инструмент устанавливают так, чтобы ось большего цилиндра совпала с направлением подачи.
Применение предлагаемого инструмента позволяет повысить качество обработки за счет исключения микрорезания и стабилизации получаемой шероховатости поверхности детали, повысить стойкость инструмента за счет улучшения теплоотвода в державку, упростить его изготовление.
Формула изобретения
1.Инструмент для выглаживания по авт. св. № 1050855, отличающийся тем, что, с целью повышения качества обработки путем исключения микрорезания, образующие цилиндров смещены относительно друг друга вдоль оси инструмента.
2.Инструмент по п. 1, отличающийся тем, что образующая цилиндра меньшего радиуса смещена в направлении оси цилиндра большего радиуса.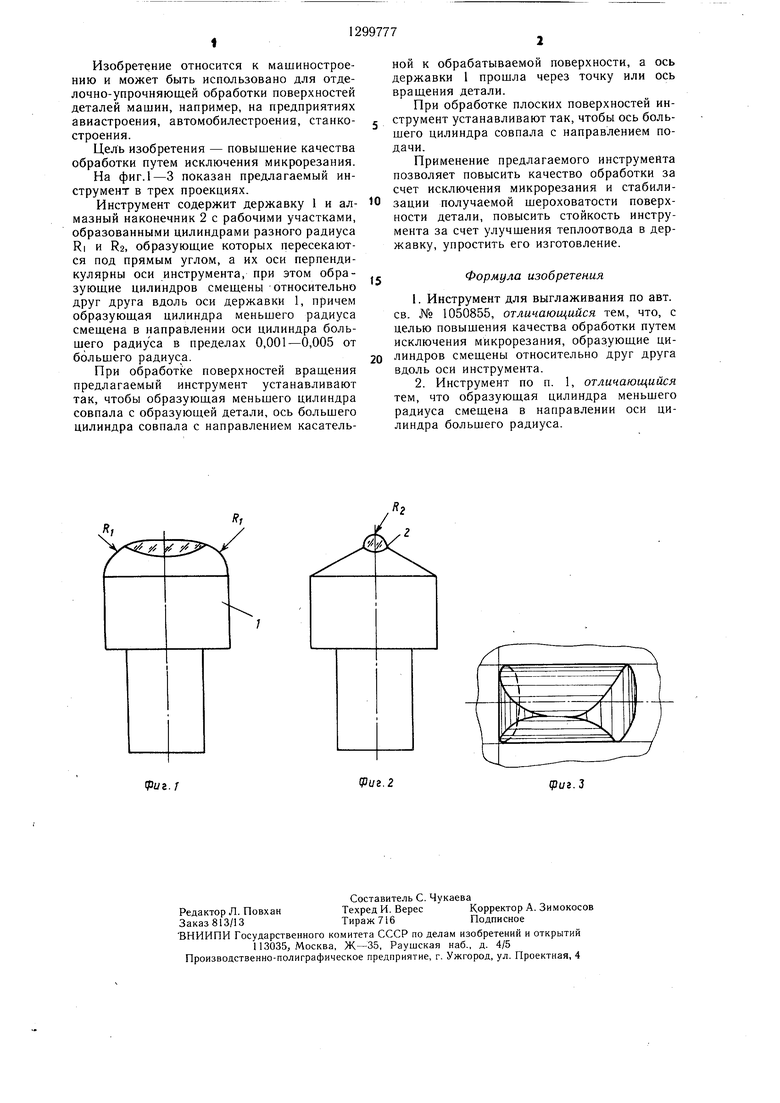
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для выглаживания | 1988 |
|
SU1593930A1 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| СПОСОБ ВЫБОРА ОПТИМАЛЬНЫХ РЕЖИМОВ ШЛИФОВАНИЯ ДЕТАЛИ | 2013 |
|
RU2569606C2 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| Инструмент для выглаживания | 1985 |
|
SU1278191A1 |
| ЭКСПРЕСС-СПОСОБ ВЫБОРА ПАРАМЕТРОВ ШЛИФОВАНИЯ ОБРАБАТЫВАЕМОГО МАТЕРИАЛА МИКРОРЕЗАНИЕМ ЕДИНИЧНЫМ ЗЕРНОМ В МЕТАЛЛИЧЕСКОЙ СВЯЗКЕ | 2014 |
|
RU2597444C2 |
| Устройство для алмазного выглаживания | 1977 |
|
SU975361A1 |
| Инструмент для выглаживания | 1981 |
|
SU1050855A1 |
| Устройство для обработки внутренних торцовых поверхностей корпусных деталей | 1986 |
|
SU1466914A1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2283734C1 |
Изобретение относится к области машиностроения, может быть использовано при отделочно-упрочняюшей обработке и позволяет повысить качество. Для этого на алмазном наконечнике выполнены рабочие участки разного радиуса. Участки образованы цилиндрами, образующие которых расположены под прямым углом, а оси их перпендикулярны оси инструмента. Образующая цилиндра меньшего радиуса -CMenieHa в направлении к оси нилиндра большего радиуса. При обработке инструмент устанавливают так, чтобы образуюнхая меньшего цилиндра совпала с образующей детали. Ось бoльпJoгo цилиндра должна совпадать с направлением касательной к обрабатываемой поверхности. Ось державки должна проходить через точку или ось врашения детали. 1 з.п.ф-лы, 3 и.п. го о о 
фиг. Г
Фиг. 2
фиг. 3
| Н | |||
| И | |||
| Живоглядов, О | |||
| С | |||
| Черненко Г | |||
| ПОРТСИГАР С ПРИСПОСОБЛЕНИЕМ ДЛЯ СКРУЧИВАНИЯ ПАПИРОС | 1922 |
|
SU621A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
