0tlS.Z
Изобретение относится к металлообработке, в частности к упрочняюще-чистовой обработке.
Целью изобретения является повышение стойкости за счет снижения температуры в зонах резания и выглаживания и увеличения объема режущего клина.
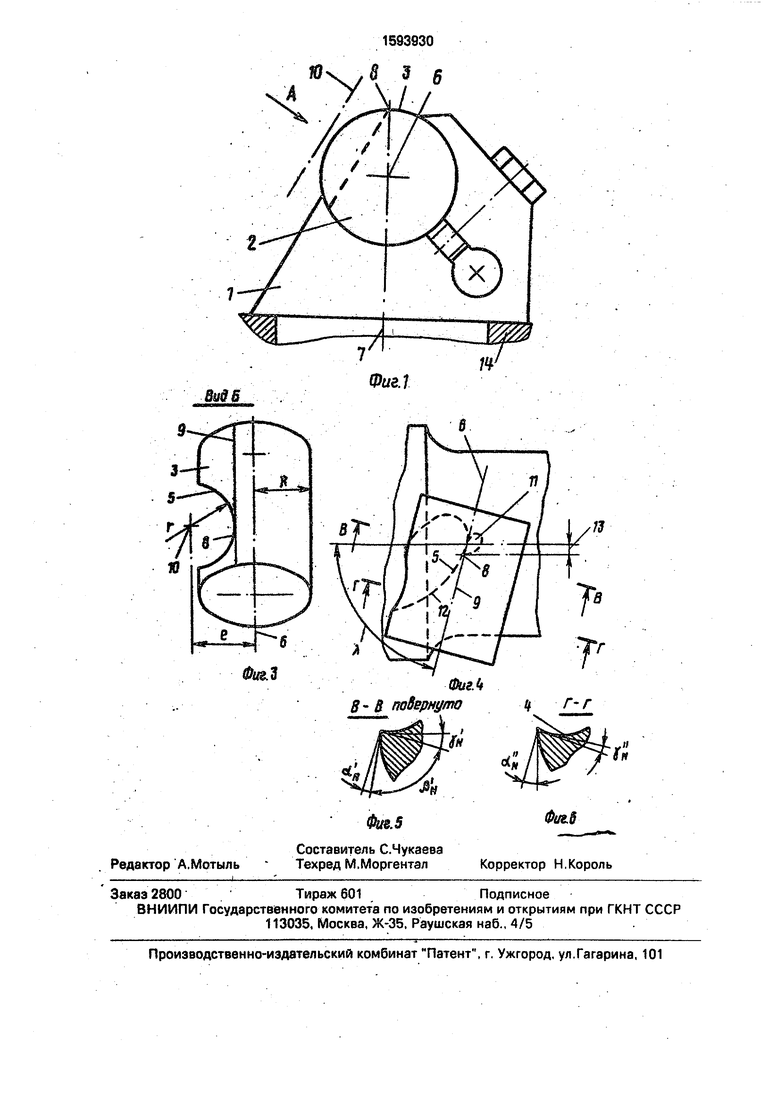
На фиг. 1 показан инструмент для выглаживания, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на алмазный наконечник на фиг. 2; на фип 4 - схема установки алмазного наконечника инструмента относительно обрабатываемой детали; на фиг. 5 - сечение В-В на фиг. 4; на фиг. 6 - разрез Г-Г на фиг. 4..
В державке 1 инструмента установлен алмазный наконечник 2, ограниченный выпуклой цилиндрической поверхностью 3. Эта поверхность, являясь задней поверхностью наконечника 2, при пересечении с вогнутой цилиндрической поверхностью 4, которая является передней поверхностью, образует режущую кромку 5. Ось 6 поверхности 3 пересекает под прямым углом ось 7 инструмента, а последняя пересекает режущую кромку 5,
Режущая .кромка 5 в точке 8 пересечения с осью 7 инструмента выполнена касательной к образующей 9 выпуклой цилиндрической поверхности 3. Ось 10 вогнутой цилиндрической поверхности 4, выполненной с радиусом г, смещена за пределы выпуклой цилиндрической поверхности 3 радиуса R относительно оси б на величину I. Это позволяет значительно увеличить углы Зм заострения лезвия (а значит, увеличить теплоотвод и снизить температуру) на тонкорежущем профилирующем участке с точкой 8 на кромке 5, определяемые по формуле
/SN 90°-ON -yhj 90°-«N
-arctg Г
sine
(r-O-
VR2-(r-|)2J
, ум -задний и передний углы в нормальном сечении соответственно:
г- радиус вогнутой передней
поверхности 4;
I-расстояние между осями 6 и 10 поверхностей 3 и 4 соответственно; в - угол между осями 6 и 10; R-радиус выпуклой задней, поверхности 3.
Для облегчения отвода стружки требуется резкое нарастание величины передне- то угла заточки в сторону от профилирующего к режущему участку кромки, которое и достигается скрещенным расположением оси 10 вогнутой передней поверхности 4 к оси 6 выпуклой поверхности 3 наконечника 2 под острым углом в. Выпуклая цилиндрическая задняя поверхность 3 выполнена по обе стороны от оси 7 инструмента, образуя разнесенные части; выглаживающую часть с пятном контакта 11 (показанную точечным пунктиром), расположенную выше и правее точки 8, и
режущую часть 12 с кромкой 5, расположенную ниже и левее этой точки (фиг. 4).
Настройка инструмента на наилучшие условия выглаживания и резания производится путем смещения оси 7 инструмента с
точкой 8, расположенной на кромке, вниз относительно оси 13 детали на величину д и поворота на угол Л скрещивания оси б цилиндрической поверхности 3 относительно оси 13 детали. Настроенное положение державки 1 инструмента фиксируется в резцедержателе 14. Положительный эффект достигается в предлагаемом инструменте при соотношении радиусов его выпуклой и вогнутой поверхностей г R I .
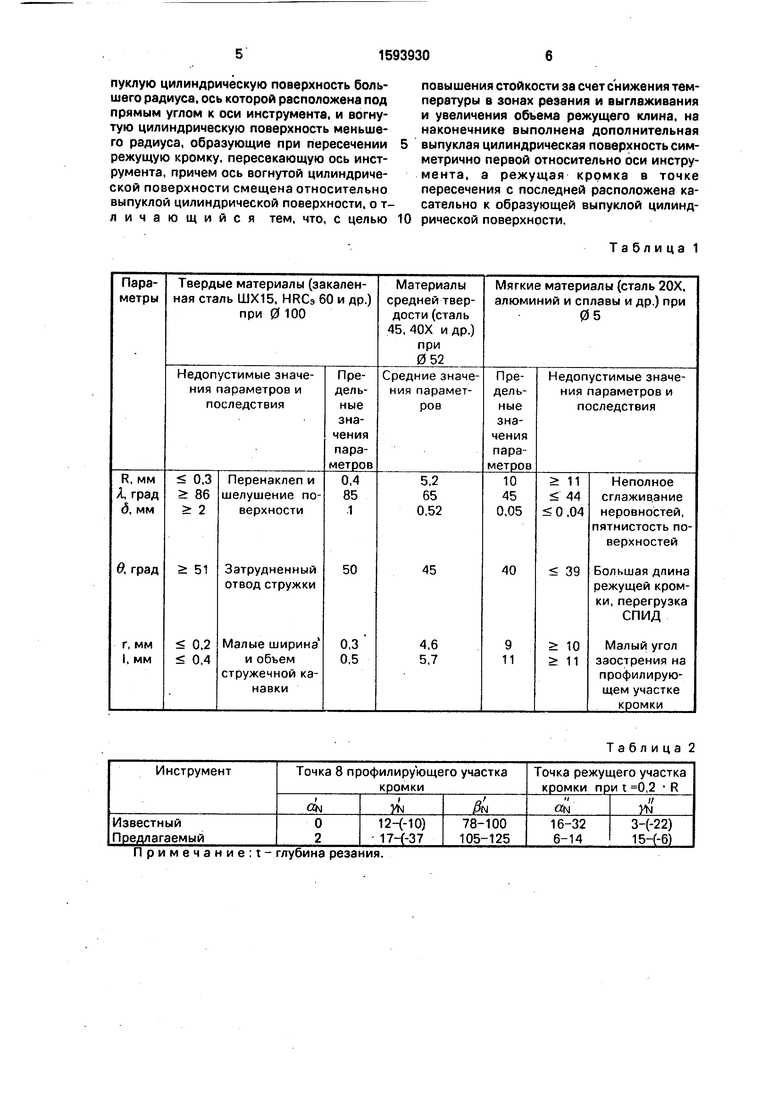
Для расширения технологических возможностей по обработке различных по твердости материалов разработаны рекомендуемые соотношения параметров, приведенные в табл. 1. Переточка предлагаемого выглаживающего инструмента с режущей кромкой выполняется по передней вогнутой цилиндрической поверхности 4, после чего наконечник 2 поворачивается в державке 1 вокруг оси б поверхности 3 до
совпадения точки 8 касания режущей кромки 5 и образующей 9 с осью 7 инструмента, а затем закрепляется винтом. Такая переточка и настройка инструмента позволяют периодически обновлять как режущую, так
и выглаживающую ее части.
Процессы обработки резанием и выглаживанием предлагаемым инструментом следует выполнять при использовании СОЖ - веретенного масла, сульфофрезола
или масла И-20А.
В табл. 2 приведены геометрические параметры (град) предлагаемого и известного инструментов.
Выполнение предлагаемого инструмен.та согласно приведенным параметрам снижает износ и увеличивает его стойкость. Формула изобретения Инструмент для выглаживания, содер- жащий алмазный наконечник, имеющий выпуклую цилиндрическую поверхность большего радиуса, ось которой расположена под прямым углом к оси инструмента, и вогнутую цилиндрическую поверхность меньшего радиуса, образующие при пересечении режущую кромку, пересекающую ось инструмента, причем ось вогнутой цилиндрической поверхности смещена относительно выпуклой цилиндрической поверхности, о т- личающийся тем, что, с целью
повышения стойкости за счет снижения температуры в зонах резания и выглаживания и увеличения объема режущего клина, на наконечнике выполнена дополнительная выпуклая цилиндрическая поверхность симметрично первой относительно оси инструмента, а режущая кромка в точке пересечения с последней расположена касательно к образующей выпуклой цилиндрической поверхности.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для выглаживания | 1985 |
|
SU1278191A1 |
| Алмазный резец для нарезания дифракционных решеток | 1989 |
|
SU1683873A1 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2013 |
|
RU2524466C1 |
| Режущий инструмент | 1990 |
|
SU1808480A1 |
| ИНСТРУМЕНТ ДЛЯ ВЫГЛАЖИВАНИЯ | 1991 |
|
RU2014985C1 |
| РЕЖУЩАЯ ПЛАСТИНА, ИМЕЮЩАЯ СМЕЩЕННУЮ НАЗАД РЕЖУЩУЮ КРОМКУ, И РЕЖУЩИЙ ИНСТРУМЕНТ | 2014 |
|
RU2657887C2 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| Наконечник для инструмента | 1974 |
|
SU498152A1 |
| Режущая пластина | 1984 |
|
SU1177068A1 |
Изобретение относится к металлообработке, к упрочняюще-чистовой обработке, а именно к инструменту для выглаживания. Цель изобретения - повышение стойкости инструмента. В державке 1 установлен алмазный наконечник 2, выпуклая цилиндрическая поверхность 3 и вогнутая цилиндрическая поверхность 4 которого образуют на пересечении режущую кромку 5. Выпуклая поверхность 3 образована по обе стороны от оси 7 инструмента. Режущая кромка 5 в точке 8 пересечения с осью 7 инструмента выполнена касательной к образующей 9 выпуклой цилиндрической поверхности 3. Это позволяет снизить температуру, уменьшить площадь контакта на задней поверхности, и в конечном итоге - снизить температуру. 6 ил.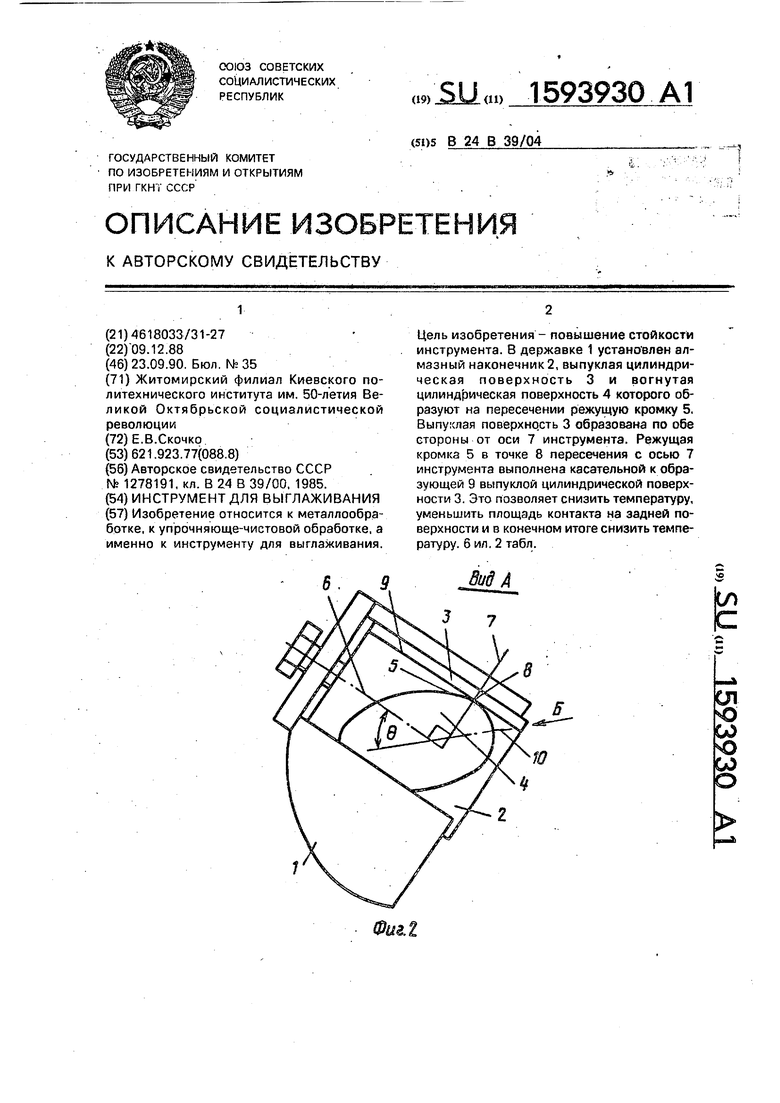
Примечание. t- глубина резания.
Таблица 2
Bu&S
Фиг. 8 S побернуто
5 6
Фиг.1
Г-г
| Инструмент для выглаживания | 1985 |
|
SU1278191A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
