Изобретение относится к обработке материалов резанием, а именно к устройствам для обработки высокоточных деталей, преимущественно, на коорди- натно-расточных станках.
Цель изобретения - повьшение точности обработки путем компенсации наклона стола станка под действием его веса.
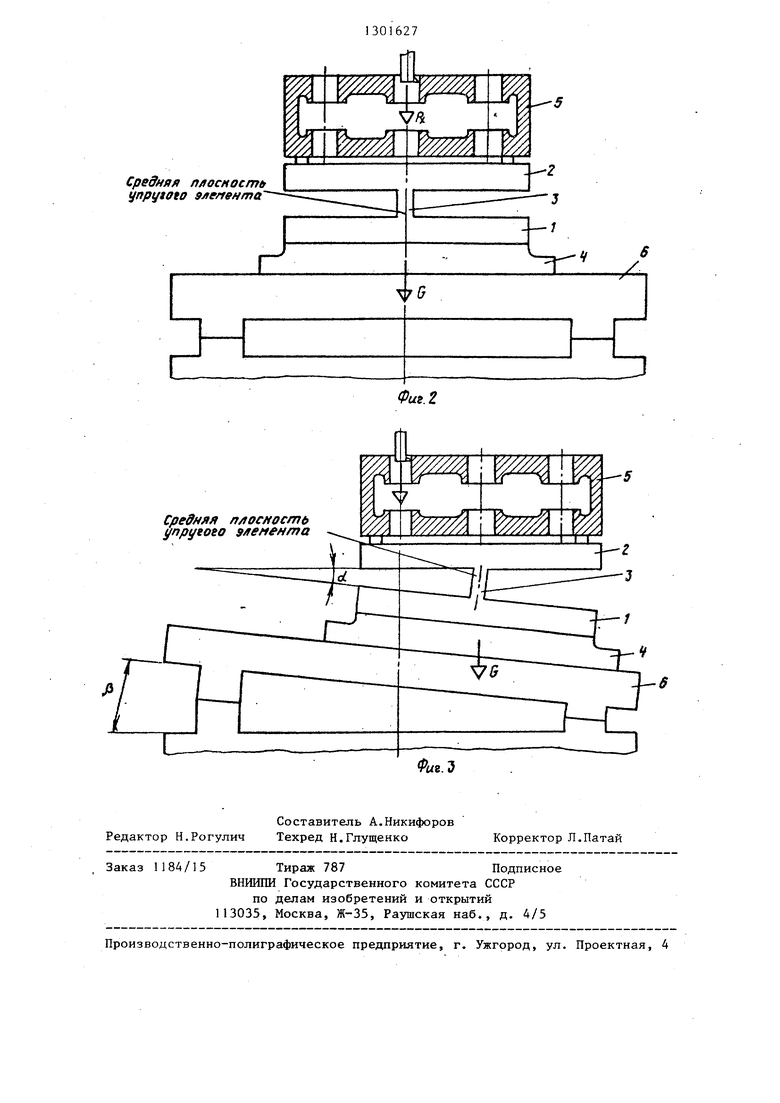
На фиг. 1 изображен накладной стол, общий вид на фиг. 2 - схема работы накладного стола при растачивании отверстий при среднем положении стола станка; на фиг. 3 - схема работы накладного стола при растачивании отверстия при смещенном столе станка.
Накладной стол содержит опорную I и рабочую 2 плиты прямоугольные в плане, между которыми закреплен промежуточный элемент - упругая пластина 3. На опорной плите 1 выполнены гнезда А, служащие для ее закрепления на столе станка 4, а на рабочей плите 2 вьшолнены стандартные станочные пазы Б, для закрепления обрабатьшае- мой заготовки 5. Упругая пластина 3 представляет собой толстостенную пластину прямоугольного сечения и расположена перпендикулярно длинной стороне плит 1 и 2. Длина 1, высота h,толщина t упругого элемента 3 и вес G стола 4 станка связаны соотношением й , g-1 0 G.
станка размещается на саСтол 4 лазках 6.
Накладной стол работает следующим образом.
Перед началом растачивания накладной стол плитой 1 устанавливается на стол 4 станка таким образом, что длинная сторона плит 1 и 2 совпадает с направлением перемещения стола 4 станка, а длинная сторона, упругой пластины 3 совпадает с направлением перемещения салазок 6 станка. При этом центры накладного стола и стола 4 станка совпадают. При растачивании в заготовке 5 отверстий, оси которьк совпадают со средней плоскостью упругой пластины 3, осевая составляющая Р силы резания также совпадает с указанной плоскостью и не вызывает наклона рабочей
5
плиты 2 относительно опорной плиты 1. При этом вес стола 4 станка распределяется равномерно между направляющими салазок 6 станка и также не вызывает наклона стола 4 станка. В случае растачивания отверстий, оси которых не совпадают со средней плоскостью упругой пластины 3, сила Р вызывает деформацию упругой пластины 3 и наклон- рабочей плиты 2 относительно опорной плиты 1 на угол (х . В результате смещения стола 4 станка от его среднего положения происходит перераспределение контактных деформаций в направляющих салазок 6, вызванных весом стола 4, что приводит к наклону стола 4 на угол /. В случае выполнения равенства
-1 я. 1п г It
где G - вес стола 4 станка;
1 - длина упругого элемента;
h - высота упругого элемента;
t - толщина упругого элемента, углы oi и j будут равны. В результате исключаются такие погрешности обработки, как отклонение от параллельности осей расточенных отверстий, отклонение от перпендикулярности осей расточенных отверстий к базовой плоскости детали и т.п., что приводит к повышению точности обработки.
0
5
0
5 Формула изобретения
Накладной стол преимущественно для координатно-расточных станков, содержащий опорную и рабочую плиты, между которыми размещен промежуточный элемент, отлйчающий- с я тем, что, с целью повьшения точности обработки, промежуточный элемент выполнен в виде упругой пластины прямоугольного сечения, параметры которого связаны между собой следующим соотношением
40
45
50
TilT-i.B
10 С,
где h - высота упругого элемента; 1 - длина упругого элемента; t - толищна упругого элемента; G - вес стола станка.
Средняя n/iocNocmtt упругffto 9лепента
| название | год | авторы | номер документа |
|---|---|---|---|
| Накладной стол | 1988 |
|
SU1553309A1 |
| Магнитострикционный способ растачивания отверстий на многоцелевых станках | 1986 |
|
SU1404187A1 |
| ФРЕЗЕРНО-РАСТОЧНОЙ СТАНОК | 2012 |
|
RU2523656C1 |
| Способ обработки отверстий | 1975 |
|
SU727336A1 |
| СПОСОБ ТОНКОГО РАСТАЧИВАНИЯ НОМИНАЛЬНО СООСНЫХ ОТВЕРСТИЙ С ПОДРЕЗКОЙ ТОРЦА | 1973 |
|
SU378303A1 |
| СПОСОБ ГЛУБОКОГО РАСТАЧИВАНИЯ ПРЕЦИЗИОННЫХ ЦИЛИНДРОВ | 1992 |
|
RU2008126C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| ПОРТАЛЬНЫЙ СТАНОК | 2002 |
|
RU2218246C2 |
| Расточная головка | 1989 |
|
SU1757781A1 |
| Расточная головка | 1989 |
|
SU1703278A1 |
Изобретение относится к обработке материалов резанием, а именно к устройствам для обработки высокоточных деталей, преимущественно, на координатно-расточных станках. Изобретение позволяет повысить точность обработки путем компенсации наклона стола станка под-действием его веса. Стол выполнен в виде опорной 1 и рабочей 2 плит прямоугольного сечения, между которыми размещен промежуточный элемент - упругая пластина 3 прямоугольного сечения. Длина 1, высота h, толщина t упругой пластины 3 и вес G стола станка связаны между собой следующим соотношением h:l-t 1,8 10 G. 3-ил. S (Л .l
Средняя п/1осмосгпь упруеоео злемента
«8.5
Составитель А.Никифоров Редактор Н.Рогулич Техред Н.Глущенко Корректор Л,Патай
Заказ 1184/15 Тираж 787Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Технология производства | |||
| Научная организация труда и управления | |||
| Вып | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
