1
Изобретение относится к металлообработке и может быть использовано при обработке деталей на стенках.
Известны способы тонкого растачивания номинально соосных отверстий с подрезкой торца резцами, расположенными на вращающейся расточной оправке, путем последовательной обра:ботки поверхностей.
iB известных способах растачивание отверстий -выполняют одним или несколькими резцами, жестко закрепленными в расточной оправке. Подрезку торцов осуществляют подрезными резцами, также установленными в оправке неподвижно или имеющими радиальное перемещение со скоростью рабочей подачи.
Расстояние между верщинами резцов выбирают с таким расчетом, чтобы в любой момент времени в контакте с о-брабатываемой поверхностью находился не более, чем один резец (этим обеспечивается последовательная обработка).
На алмазно-расточных станках угловое положение расточенного отверстия определяется направлением подачи стола с обрабатываемой деталью или салазок со щпиндельной головкой, а угловое положение торца - расположением оси вращения шпинделя (расточной оправки). Поэтому взаимное расположение отверстий,
расточенных одним и тем же резцом, и подрезанното торца зависит от угла между осью вращения щпинделя и направлением подачи. В этом случае биение торца относительно оси отверстий вызывается пепараллельностью оси вращения щпинделя направлевию подачи. Предлагаемый способ отличается от известных тем, что после растачивания первого отверстия производят установочное перемещение резцов в оправке таким образом, чтобы расстояние между расточными резцами при обработке отверстий равнялось расстоянию между поперечными сечениями этих отверстий, принятыми в качестве базовых при определенИи общей оси.
Это позволяет исключить биение торца относительно общей оси двух отверстий.
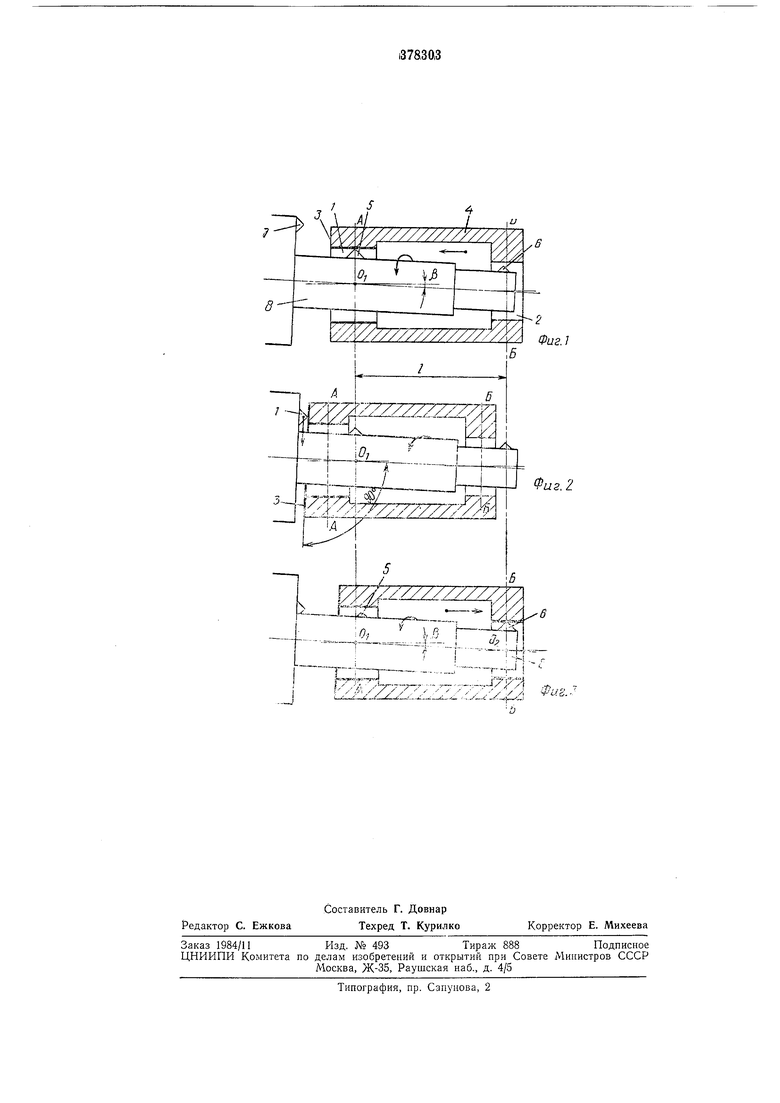
На фиг. 1 изображена схема обработки при растачивании одного из отверстий; на фиг. 2 - то же, при подрезке торца; на фиг. 3 - то же, при растачивании другого отверстия.
Отверстия / и 2, а также торец 3 детали 4, установленной на подвижном столе станка, обрабатывают резцами 5-7, размещенными во вращающейся расточной оправке 8.
Сначала растачивают отверстие 1 резцом 5. При этом резцы 5 и 7 не контактируют с поверхностями 2 М 3. Направления вращения оправки и подачи детали 4 показаны стрелками.
Затем, остановив перемещение стола с деталью, подрезают торец 3 резцом 7, как показано на фиг. 2.
По окончании подрезки торта перемещают резцы 5 и 6 в оправке 8 так, чтобы вершина первого из них опустилась ниже диаметра обработанного отверстия 1, а вершина второго резца вышла на диаметр обработки отверстия 2. При этом вершину резца 6 устанавливают в такое положение, чтобы расстояние от нее до рабочего положения вершины резца 5, измеренное вдоль оси оправки, равнялось расстоянию / между поперечными сечениями А-А и Б-Б отверстий / и 2, принятыми в качестве базовых при определении общей оси этих поверхностей. Согласно ГОСТ 10356-63, в качестве базовых принимают средние сечения поверхностей.
После этого растачивают отверстие 2 резцом 6, перемещая деталь 4 со столюм в обратном направлении.
Поскольку положение оси каждого отверстия определяется центром вращения оправки в сечении под вершиной резца, обрабатывающего это отверстие, а расстояние Oi-О2 между такими сечениями для резцов 5 к 6 равно расстоянию / между базовыми сечениями Л-А и Б-Б отверстий 1 w. 2, общая ось этих отверстий будет наклонена к направлению подачи под углом, равным углу р между осью вращения шпинделя и направлением подачи. В то же время торец 3 будет перпендикулярен и к общей оси отверстий 1 н 2, не5ависимо от погрешностей установки шпинделя относительно направления подачи.
|Количество резцов (расточных и подрезвых), место операции подрезки торцов относительно последовательности расточных операций, а также направление подачи и выполняющий ее рабочий орган станка определяются конкретной задачей, формой и размерами обрабатываемой детали. Установочное перемещение расточных резщов может быть направлено по радиусу вдоль оси или в любом другом направлении, имеющем радиальную составляющую.
Эффективность способа (обработка ступенчатых отверстий) возрастает с увеличением длины отверстий. Предлагаемый способ наиболее эффективен при обработке разнесенных отверстий равного диаметра. В этом случае обычно оба отверстия растачивают одним и тем же резцом, в связи с чем угол между подрезанным торцом и общей осью отверстий отл1ичается от прямого на величину р угла
между осью вращения шпинделя и направлением подачи.
В предлагаемом способе значительно уменьщается величина перемещения детали при обработке, а следовательно погрешности
обработки, вызываемые непрямолинейностью направляющих станка.
Описанный способ характеризуется также отсутствием царапины на поверхности отверстий, вследствие контакта вершины резца с
обработанной поверхностью при отводе детали.
Предмет изобретения
Способ тонкого растачивания номинально соосных отверстий с подрезкой торца (торцов) резцами, установленными на. вращающейся расточиой оправке, путем последовательной обработки поверхностей, отличающийся тем, что, с целью исключения биения торца (тордов) относительно общей оси двух отверстий, вызываемого непараллельностью оси вращения оправки направлению подачи
стола с обрабатываемой деталью или салазок со шпиндельной головкой, сначала расчитывают одно отверстие, затем перемещают резец (резцы) таким образом, чтобы измеренное вдоль оси оправки расстояние между положеВИЯ-МИ вершины резца (резцов) при растачивании обоих отверстий равнялось расстоянию между поперечными сечениями этих отверстий, принятыми в качестве базовых при определении общей оси, например, между средними сечениями, после чего растачивают другое отверстие.
,
Фиг.1
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная головка | 1989 |
|
SU1703278A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| СПОСОБ ГЛУБОКОГО РАСТАЧИВАНИЯ ПРЕЦИЗИОННЫХ ЦИЛИНДРОВ | 1992 |
|
RU2008126C1 |
| Расточная головка | 1989 |
|
SU1729702A1 |
| Резцовая головка для расточкии пОдРЕзКи | 1979 |
|
SU795736A1 |
| Способ обработки отверстий | 1975 |
|
SU727336A1 |
| СПОСОБ ТОНКОЙ РАСТОЧКИ ОТВЕРСТИЙ И ПОДРЕЗКИ ТОРЦОВ | 1973 |
|
SU374123A1 |
| Способ тонкого растачивания | 1975 |
|
SU557878A1 |
| Расточная головка | 1990 |
|
SU1787695A1 |
| Способ расточки глубоких отверстий | 1975 |
|
SU588708A1 |