(54) СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ 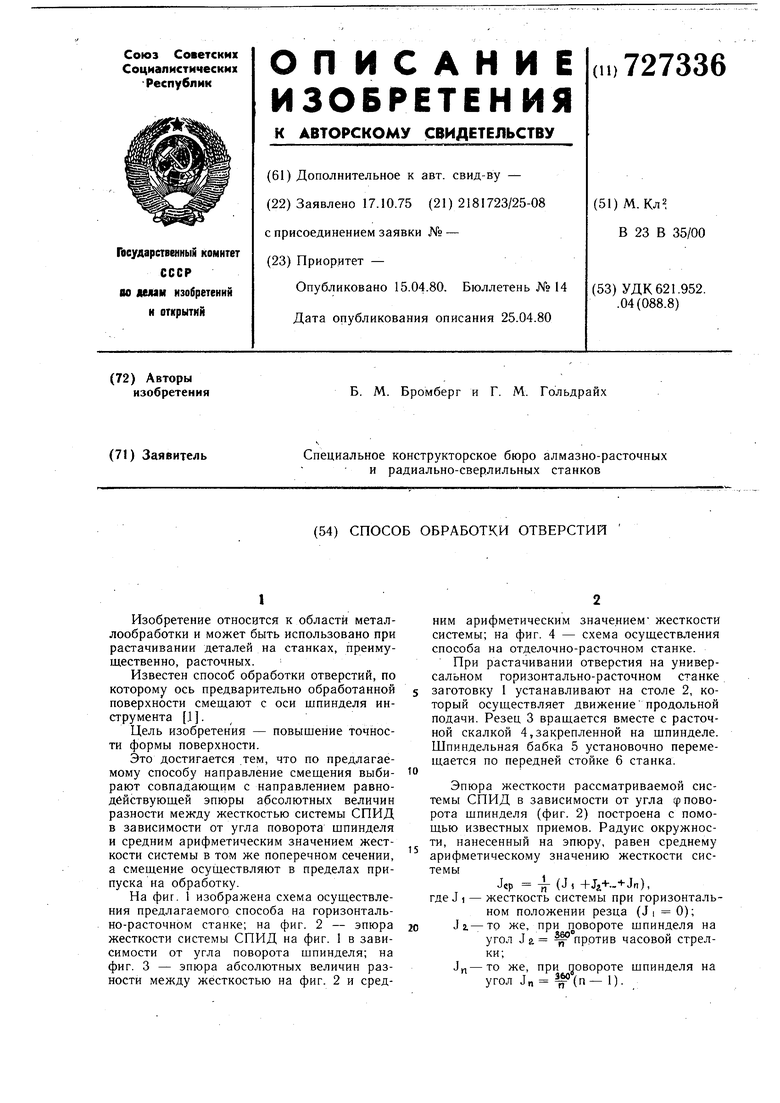
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазно-расточной станок | 1976 |
|
SU654357A2 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ | 1973 |
|
SU404580A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ РЕЗЦА ПРИ ТОЧНОМ РАСТАЧИВАНИИ | 1973 |
|
SU407657A1 |
| СПОСОБ ВЫТЯЖНОГО РАСТАЧИВАНИЯ ВНУТРЕННЕГО ОТВЕРСТИЯ ЗАГОТОВКИ ПОД ПРОКАТ ИЗ ЦИРКОНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ И ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1998 |
|
RU2138370C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Способ совмещения осей инструмента и обрабатываемой заготовки на расточном станке | 1982 |
|
SU1103958A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2563401C1 |
| Способ определения параметров токарных переходов обработки резанием по измерениям показателей точности образца изделия | 2023 |
|
RU2811308C1 |

1
Изобретение относится к области металлообработки и может быть использовано при растачивании деталей на станках, преимущественно, расточных.
Известен способ обработки отверстий, по которому ось предварительно обработанной поверхности смещают с оси щпинделя инструмента J. ,
Цель изобретения - повышение точности формы поверхности.
Это достигается .тем, что по предлагаемому способу направление смещения выбирают совпадающим с направлением равнодействующей эпюры абсолютных величин разности между жесткостью системы СПИД в зависимости от угла поворота щпинделя и средним арифметическим значением жесткости системы в том же поперечном сечении, а смещение осуществляют в пределах припуска на обработку.
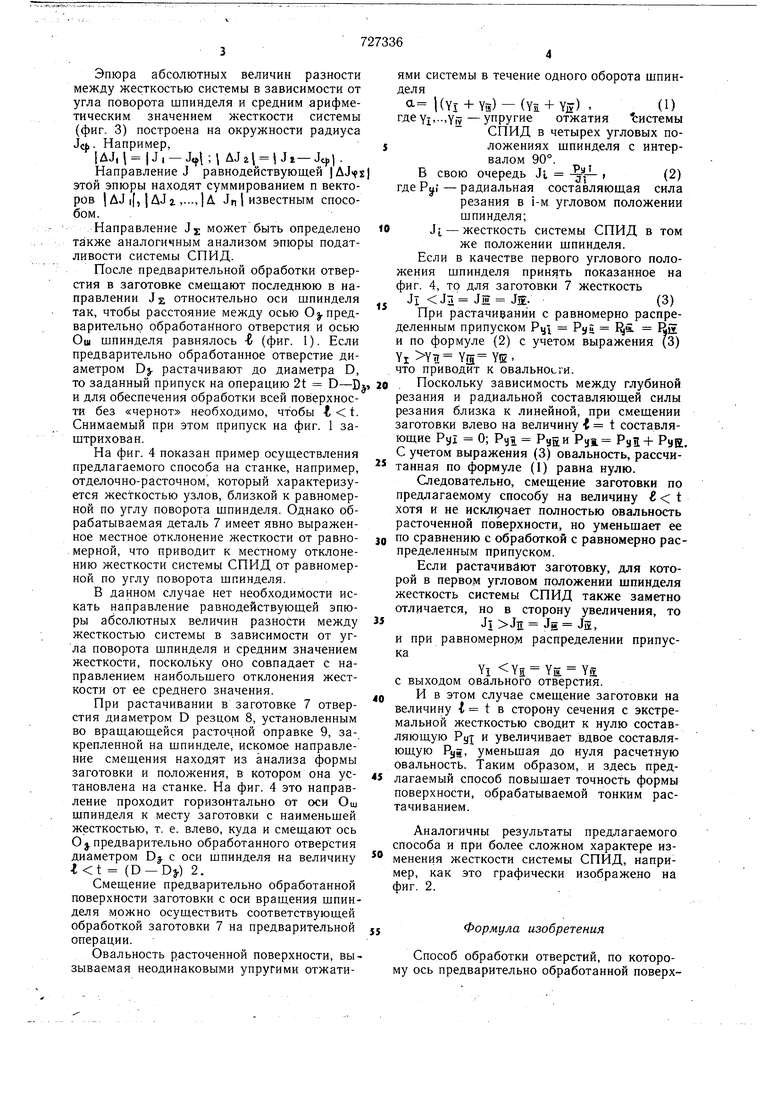
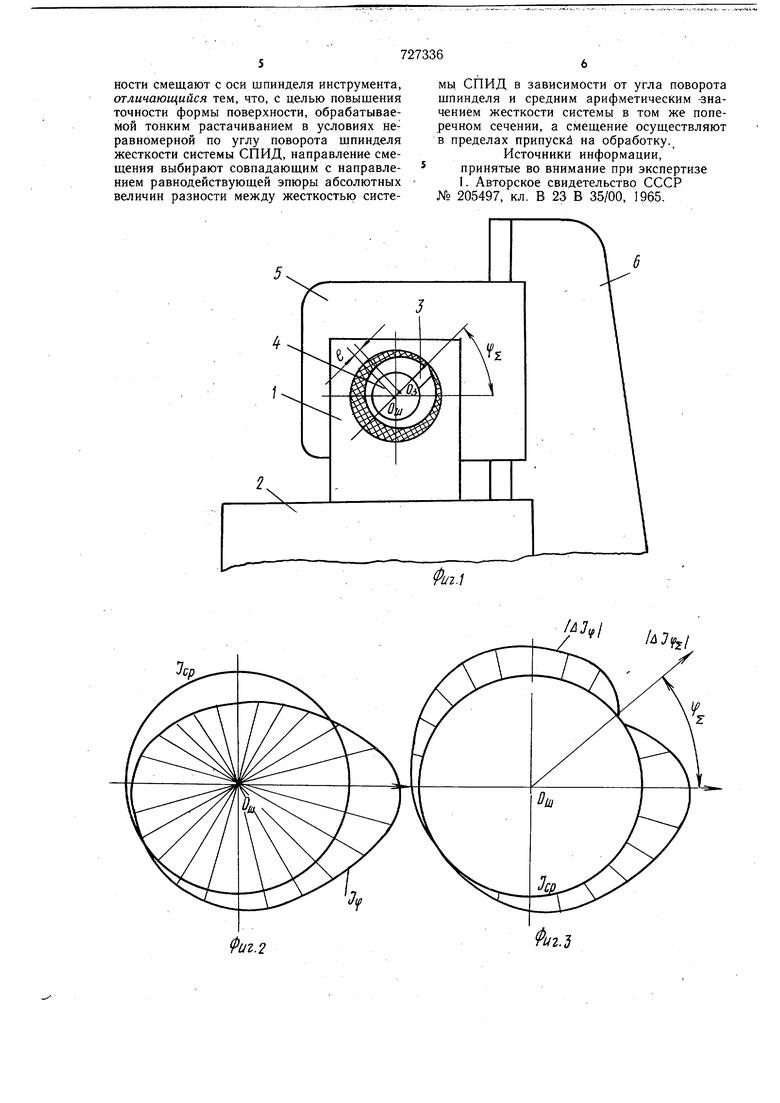
На фиг. 1 изображена схема осуществления предлагаемого способа на горизонтально-расточном станке; на фиг. 2 - эпюра жесткости системы СПИД на фиг. 1 в зависимости от угла поворота шпинделя; на фиг. 3 - эпюра абсолютных величин разности между жесткостью на фиг. 2 и средНИМ арифметическим значением жесткости системы; на фиг. 4 - схема осуществления способа на отделочно-расточном станке.
При растачивании отверстия на универсальном горизонтально-расточном станке заготовку 1 устанавливают на столе 2, который осуществляет движение продольной подачи. Резец 3 вращается вместе с расточной скалкой 4,закрепленной на шпинделе. Шпиндельная бабка 5 установочно перемещается по передней стойке 6 станка.
Эпюра жесткости рассматриваемой системы СПИД в зависимости от угла ф поворота щпинделя (фиг. 2) построена с помощью известных приемов. Радуис окружности, нанесенный на эпюру, равен среднему
5 арифметическому значению жесткости системы
Jcp -й- (Jf +Ja+-+Jn),
где J 1 - жесткость системы при горизонтальном положении резца (J i 0);
J 2.- то же, при повороте шпинделя на
тЯЙО о
угол J а против часовой стрелки;
же, при повороте шпинделя на угол Л„ (п-1). Эпюра абсолютных величин разности между жесткостью системы в зависимости от угла поворота шпинделя и средним арифметическим значением жесткости системы (фиг. 3) построена на окружности радиуса Jcb. Например, IAJ, | |J, -J,,,|;l AJ2l |Ji-J 4,1. Направление J равнодействующей этой эпюры находят суммированием п векторов (ДЛ if, I ДЛг. ,...,1А Jr, 1 известным способом. Направление Jj может быть определено также аналогичным анализом эпюры податливости системы СПИД. После предварительной обработки отверстия в заготовке смещают последнюю в направлении Jji относительно оси шпинделя так, чтобы расстояние между осью О j. предварительно обработанного отверстия и осью Ош шпинделя равнялось -6 (фиг. 1). Если предварительно обработанное отверстие диаметром DJ. растачивают до диаметра D, то заданный припуск на операцию 2t D-D и для обеспечения обработки всей поверхности без «чернот необходимо, чтобы -t t. Снимаемый при этом припуск на фиг. 1 заштрихован. На фиг. 4 показан пример осуществления предлагаемого способа на станке, например, отделочно-расточном, который характеризуется жесткостью узлов, близкой к равномерной по углу поворота шпинделя. Однако обрабатываемая деталь 7 имеет явно выраженное местное отклонение жесткости от равномерной, что приводит к местному отклонению жесткости системы СПИД от равномерной по углу поворота шпинделя. В данном случае нет необходимости искать направление равнодействующей эпюры абсолютных величин разности между жесткостью системы в зависимости от угла поворота шпинделя и средним значением жесткости, поскольку оно совпадает с направлением наибольшего отклонения жесткости от ее среднего значения. При растачивании в заготовке 7 отверстия диаметром D резцом 8, установленным во вращающейся расточ.ной оправке 9, закрепленной на щпинделе, искомое направление смещения находят из анализа формы заготовки и положения, в котором она установлена на станке. На фиг. 4 это направление проходит горизонтально от оси Ош шпинделя к месту заготовки с наименьшей жесткостью, т. е. влево, куда и смещают ось О J предварительно обработанного отверстия диаметром Dj. с оси шпинделя на величину (D-Dj) 2. Смещение предварительно обработанной поверхности заготовки с оси вращения шпинделя можно осуществить соответствующей обработкой заготовки 7 на предварительной операции. Овальность расточенной поверхности, вызываемая неодинаковыми упругими отжатиями системы в течение одного оборота шпинделя0- KYI + YS) - (Yi + Yiv) ,(1) гдеу1,.-,у§-упругие отжатия ;истемы СПИД в четырех угловых положениях шпинделя с интервалом 90°. В свою очередь Jt (2) где - радиальная составляющая сила резания в i-м угловом положении шпинделя; Ji - жесткость системы СПИД в том же положении шпинделя. Если в качестве первого углового положения шпинделя принять показанное на фиг. 4, то для заготовки 7 жесткость Jl Jli Jl JjE-(3) При растачивании с равномерно распределенным припуском Pyi Руй . Rji и по формуле (2) с учетом выражения (3) YI YlT Yfa YE. что приводит к овальности. Поскольку зависимость между глубиной резания и радиальной составляющей силы резания близка к линейной, при смещении заготовки влево на величину { t составляющие Pyi 0; Руя Руйи P(fi. Pall+ PSS, С учетом выражения (3) овальность, рассчитанная по формуле (1) равна нулю. Следовательно, смещение заготовки по предлагаемому способу на величину t хотя и не искл19чает полностью овальность расточенной поверхности, но уменьшает ее по сравнению с обработкой с равномерно распределенным припуском. Если растачивают заготовку, для которой в первом угловом положении шпинделя жесткость системы СПИД также заметно отличается, но в сторону увеличения, то Jl JIT Jg JiE, и при равномерном распределении припускаYI YE YE YJI с выходом овального отверстия. И в этом случае смещение заготовки на величину -t t в сторону сечения с экстремальной жесткостью сводит к нулю составляющую Рут и увеличивает вдвое составляющую Руй, уменьшая до нуля расчетную овальность. Таким образом, и здесь предлагаемый способ повышает точность формы поверхности, обрабатываемой тонким растачиванием. Аналогичны результаты предлагаемого способа и при более сложном характере изменения жесткости системы СПИД, например, как это графически изображено на фиг. 2.. Формула изобретения Способ обработки отверстий, по которому ось предварительно обработанной поверхности смещают с оси шпинделя инструмента, отличающийся тем, что, с целью повышения точности формы поверхности, обрабатываемой тонким растачиванием в условиях неравномерной по углу поворота шпинделя жесткости системы СПИД, направление смещения выбирают совпадающим с направлением равнодействующей эпюры абсолютных величин разности между жесткостью системы СПИД в зависимости от угла поворота шпинделя и средним арифметическим -значением жесткости системы в том же поперечном сечении, а смещение осуществляют в пределах припуски на обработку.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 205497, кл. В 23 В 35/00, 1965.
. аэр.
