(54) САМОНАСТРАИВАЮЩАЯСЯ СИСТЕМА ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для адаптивного програм-МНОгО упРАВлЕНия CTAHKOM | 1979 |
|
SU817667A1 |
| Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков | 1981 |
|
SU978102A1 |
| Самонастраивающаяся система числового программного управления | 1975 |
|
SU531132A2 |
| Устройство для автоматического контроля и управления процессом резания на станках с ЧПУ | 1984 |
|
SU1231485A1 |
| Самонастраивающаяся системапРОгРАММНОгО упРАВлЕНия CTAHKOM | 1978 |
|
SU811208A1 |
| Система адаптивного управления процессом резания | 1981 |
|
SU1009717A1 |
| Самонастраивающаяся система программного управления | 1984 |
|
SU1302240A1 |
| УСТРОЙСТВО КОНТРОЛЯ ИЗНОСА И ПРОГНОЗИРОВАНИЯ ОСТАТОЧНОЙ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ СИСТЕМЫ ЧПУ СТАНКА | 2009 |
|
RU2417140C1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Способ диагностики точности металлорежущего станка под нагрузкой | 2022 |
|
RU2794584C1 |
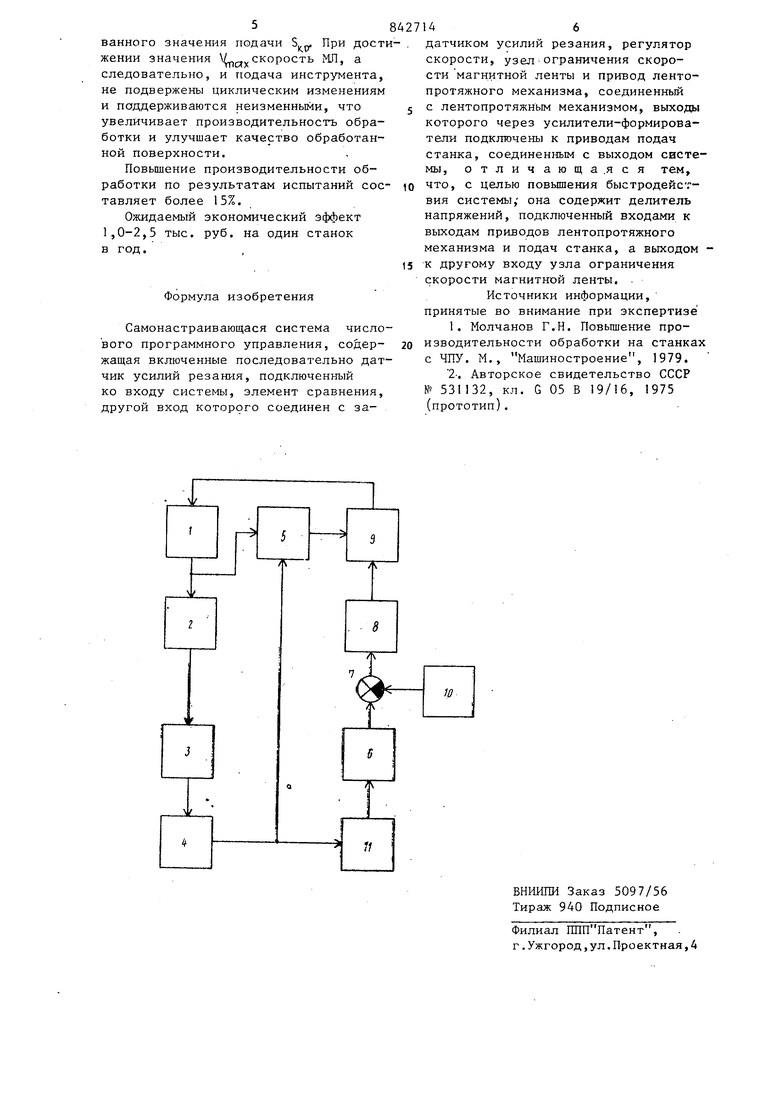
Изобретение относится к автоматике и вычислительной технике и предназначено для использования в машино строении при индивидуальном или мелкосерийном производстве. Известна самонастраивающаяся адап тивная система числового программного управления (ЧПУ), обеспечивающая стабилизацию, усилия резания за счет автоматического управления контурной подачей инструмента. При этом пр вод лентопротяжного механизма выполняется управляемым по скорости, максимальная величина которой огр.аничена DlВеличина ограничения постоянна и выбирается такой, чтобы фактические подачи инструмента не превышали предельно допустимых, фактические подачи представляют собой запрограммированные подачи, увеличение за сче повышения скорости протягивания МП. При выборе величины ограничения-учитывается наихудший случай, когда на МЛ записаны большие подачи. На тех же участках МЛ, где записаны малые подачи, при максимальной скорости ее протягивания не могут быть достигнуты предельно допустимые подачи, в результате чего на этих участках быстродействие системь (производительность обработки) снижается. Наиболее близким техническим решением к предлагаемому является самонастраивающаяся система числового программного управления, содержащая включенные последовательно датчик усилий резания, подключенньй ко входу системы, элемент сравнения, другой вход которого соединен с задат- чиком усилий резания, регулятор скорости, узел ограничения скорости магнитной ленты и привод лентопротяжного механизма, выходы которого через усилители-формирователи подключены к приводам пода станка, соединённый с выходом системы 22. Недостатком этой системы является то,- что максимально допустимая скорость магнитной ленты зависит от вида обработки и от величины запрр граммированной на данном участке подачи. При этом ограничение скорости МЛ обеспечивает достижение предельны скоростей подачи, однако лишь на короткий отрезок времени: как только частота импульсов, считываемых с МЛ, а следовательно, и подача инструмента, начинает превышать допустимую ключ разрывает замкнутый контур регу лирования скорости МЛ, и на регулятор подается сигнал, соответствующий малой скорости протягивания МЛ, Происходит торможение МЛ, после чего во станавливается замкнутый контур, МЛ снова разгоняется, и такой колебател ньй процесс повторяется до тех пор, пока с датчика поступает сигнал, соответствующий подачам, превьшающим предельно допустимые. Повторяющиеся циклы разгона и торможения МЛ обуславливают соответствующие изменения величинь подачи инструмента, в ре зультате чего на участках работы ограничения ухудшается качество обра батываемой поверхности и снижается производительность обработки. Цель изобретения - повышение быс родействия системы и, тем самым, производительности и качества об-работки. 1 Поставленная целб достигается тем что в самонастраивающуюся систему числового программного управления, содержащую включенные последовательно датчик усилий резания, подключенный ко входу системы, элемент срав. нения, другой вход которого соединен с задатчиком усилий резания, регулятор скорости, узел ограничения скорости магнитной ленты и привод лентопротяжного механизма, соединенный с лентопротяжным механизмом, выходы которого через усилители-формирователи подключены к приводам подач станка, соединенным с выходом системы, введены делитель напряжений, подключенный входами к выходам приводов лентопротяжного механизма и подач станка, а выходом к другому входу узла ограничения скорости магнитной ленты. На чертеже показана функциональная схема системы. Система содержит привод 1 лентопротяжного механизма, лентопротйжный механизм 2, усилители-формирователи (блок ЧПУ) 3, приводы 4 подач станка, делитель 5 напряжений (блок деления), датчик 6 усилий резания, элемент 7 сравнения, регуятор 8 скорости, узел 9 ограничения скорости магнитной ленты и задатчик 10 усилий резания. Выходы приводов 4 и вход датчика 6 соединены со станком 11. . Устройство работает следзтощим образом. Блок 5 деления реализует зависиостьV S , naif S где V - максимально допустимая скорость протягивания магнитной ленты; S - максимально допустимая пода° ча инструмента; V - текущая скорость протяги, вания магнитной ленты; S - текущая подача инструмента. Вход делимого блока 5 деления подключен к выходу привода 1 лентопротяжного механизма, вход делителя - к выходу привода подачи, а выход соединен с управляющим входом узлл ограничения скорости МЛ. . Сигнал управления скоростью протягивания МЛ, поступающий на вход привода 1, ограничен сверху величиной напряжения, подаваемого с выхода блока 5 деления на узел 9 ограничения. На входы блока 5 деления с выходов приводов 1 и 4 поступают напряжения, пропорциоиальнью соответственно текущей скорости МЛ V и текущей подаче S. Величина S определяется возможностями блока 3 ЧПУ и станка 11 и задается настроечными параметрами блока 5 деления. Величина текущего ограничения V gyнепрерывно вычисляется блоком 5 и задается в качестве уровня ограничения на управляющий вход узла 9 ограничения, которая представляет собой известныйэлемент с характеристикой типа насыщения , уровень насъщенкя которого определяется сигнал лом на управляющем входе. Такое построение адаптивной системь1 обеспечивает ограничение скорости МЛ, соответствуюгаей предельно допустимой подачеу на уровне V .л который зависит от текущего запрограммированного значения подачи S. При дост жении значения д скорость МП, а следовательно, и подача инструмента, не подвержены циклическим изменениям и поддерживаются неизменными, что увеличивает производительность обработки и улучшает качество обработанной поверхности. Повышение производительности обработки по результатам испытаний сое тавляет более 15%. Ожидаемый экономический эффект 1,0-2,5 тыс. руб. на один станок в год. Формула изобретения Самонастраивающася система число вого программного управления, содержащая включенные последовательно дат чик усилий резания, подключенный ко входу системы, элемент сравнения, другой вход которого соединен с задатчиком усилий резания, регулятор скорости, узел I ограничения скорости магнитной ленты и привод лентопротяжного механизма, соединенньй с лентопротяжным механизмом, выходы которого через усилители-формирователи подключены к приводам подач станка, соединенным с выходом системы, отличающа.яся тем, что, с целью повышения быстродействия системы,- она содержит делитель напряжений, подключенный входами к выходам приводов лентопротяжного механизма и подач станка, а выходом к другому входу узла ограничения скорости магнитной ленты. Источники информации, принятые во внимание при экспертизе 1. Молчанов Г.Н. Повьшение производительности обработки на станках с ЧПУ. М., Машиностроение, 1979. 2-. Авторское свидетельство СССР № 531132, кл. G 05 В 19/16, 1975 (прототип).
