Известно, что в радиоэлектронной нромышленности HJiipoKO используется в изделиях (телевизорах, радиоприемниках и т. и.) иечатиык монтаж. Однако вопросы производительности, надежного и универсального метода оформления отверстий в изоляционном основании печатных плат по заданным координатам до сих пор окончательно не решены в производстве.
Применение описываемого автоматического у 1иверсального много1ипиндельного координатно-сверлыльного станка позволяет одновременно за одну технологическую операцию оформить все необходимые отверстия (в количестве до 2000 шт.), таким образом, обеспечивается автоматизация наиболее трудоемкой операции в технологии печатных нлат.
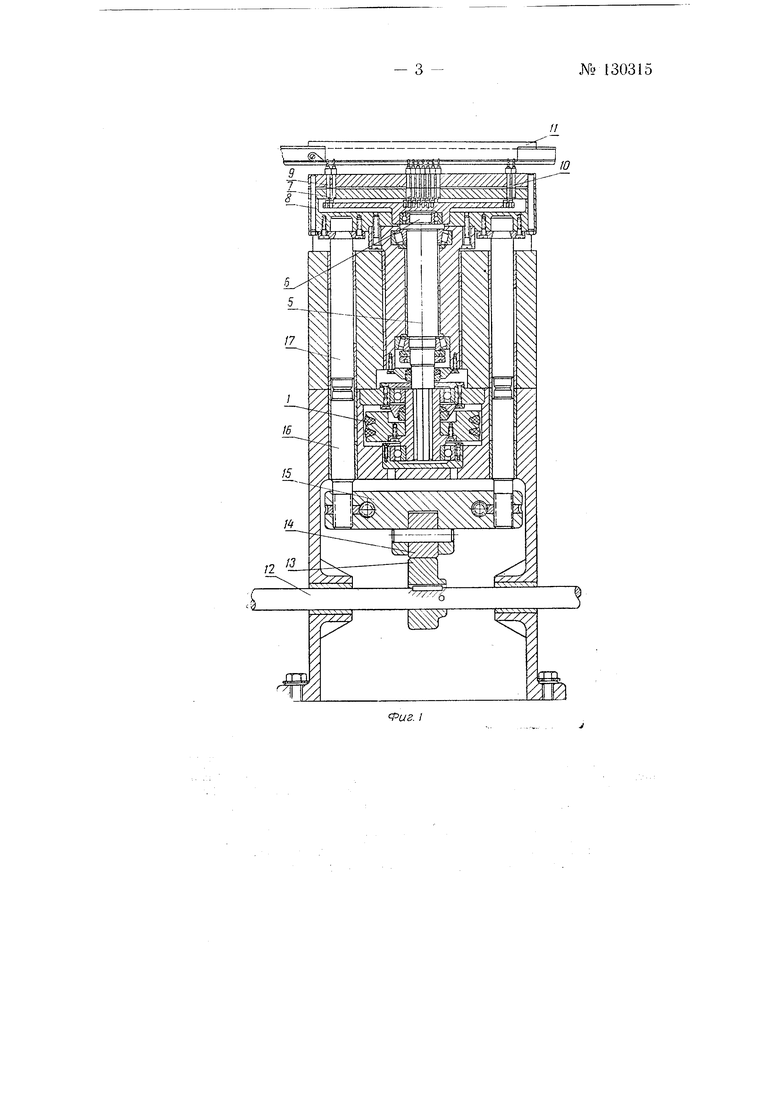
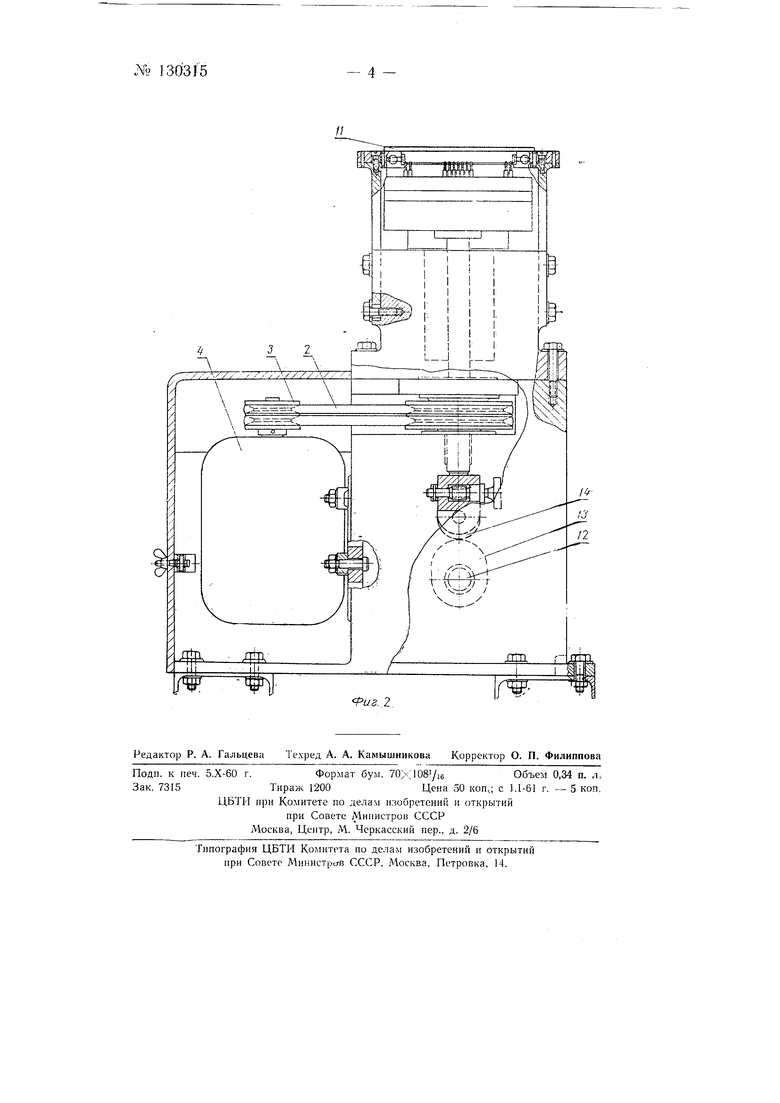
На фиг. 1 изображен станок в вертикальном разрезе; на фиг. 2- станок с прнводом, вид сбоку с частичным разрезом.
Станок включает в себя многошпиндельную сверлильную головку с расположением режущего инструмента вверх режу идей частью. Головка имеет кривошипно-шатунный прнвод для врандения сверл и кулачковый привод подачи. Для различных координатных сеток расположен ;; отверстий применяются смепные головки.
Приводной шкнв 1, получающий вращение через ременную передачу 2 и щкив 5 от электродвигателя 4 посредством шлицевого соединения, передает вращение вертикальному валу 5 станка. В верхней части вал 5 снабжен эксцентриком 6, передающи.м движение ведущей плите 7 через подщипник 8. В плиту 7 вставлены ведущие щейки поводков. Коренные шейки поводков находятся в неиодвнжной опорной плнте .9. Ведущая плита 7, качаясь, передает движение поводкам, имеющим эксцентриситет, равный эксцентриситету вала 5. Скорость вращения поводков равна скорости вращения вала 5. В коренные щейкн поводков ввинчены шпиндели, несущие режущий инструмент. Шпиндели установлены и вращаются в направляющей плите 10. Направляющая плита 10 п ведущая нлита 7 изготовлены из стали, опорная плита 9 - из бронзы.
№ 130315-- 2 --Сверла одновременно с вращением г однимаются и сверлят печатную плату. При подъеме сверла печатную плату прижимают к упору/;.
Подъем и опускание мпогошпиндельной головки стайка происходит следующим образом.
В нижней части станины станка расположен горизоптальный вал 12, на котором насажен кулачок 13. При вращении вала 12 (от редуктора) кулачок 13 нажимает на ролик 14. Ролик 14 подиимается вместе с траверсой 15, на которой укреплены толкатели 16. Эти толкатели поднимают направляющие колонки 17, несущие многощпинданьную голозку станка. Таким образом осуществляется подача (вертикально вверх) сверл на обрабатываемую печатную плату.
После поворота вала 12 на соответствующ,ий угол головка опускается, обработанная печатная илата снимается со станка.
Предмет изобретения
Применение автоматического универсального многошпиндельного координатно-сверлильного станка для одиовремеиного сверления и зенкерования отверстий в платах печатного монтажа.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ УНИВЕРСАЛЬНЫЙ | 1967 |
|
SU194517A1 |
| СВЕРЛИЛЬНЫЙ СТАНОК ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ | 1973 |
|
SU364396A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU382476A1 |
| Многошпиндельный станок | 1981 |
|
SU1000169A1 |
| ПОРТАЛЬНЫЙ СТАНОК | 1997 |
|
RU2130824C1 |
| Многошпиндельный станок | 1978 |
|
SU753555A1 |
| Сверлильный станок | 1989 |
|
SU1764855A1 |
| Станок для намотки провода на малогабаритные тороидальные сердечники | 1959 |
|
SU130117A1 |
| Устройство для контроля пере-ХОдНыХ СОЕдиНЕНий дВуСТОРОННиХ пЕ-чАТНыХ плАТ | 1979 |
|
SU847534A1 |
| Многошпиндельный сверлильный станок | 1929 |
|
SU23058A1 |