Изобретение относится к станкостроению, а именно к станкам для обработки наружной и внутренней резьбы на концах трубных заготовок с воздействием ультразвука, например на трубах и муфтах для их соединения в преимущественно насосно-компрессорных установках нефтяных скважин.
Известно устройство для ультразвуковой обработки отверстий лезвийными инструментами, содержащее ультразвуковой преобразователь и инструментодержатель, поджимаемый к торцу волновода и не имеющий с ним жесткой связи (патент РФ 1038098, МКИ В 23 В, 37/00, 1980). Устройство позволяет нарезать резьбу, однако не позволяет корректировать погрешности изготовленной резьбы или восстанавливать изношенные резьбы и предназначено только для обработки цилиндрических отверстий, причем малого диаметра, не имеет специальных средств для виброизоляции головки от корпусных элементов устройства, отсутствие которых снижает эффективность обработки, особенно при обработке отверстий значительного диаметра. Кроме того, данное устройство не позволяет вести обработку резьбовых деталей в автоматическом режиме, например на станках с ЧПУ.
Наиболее близким аналогом заявляемого устройства является станок с ЧПУ для обработки резьбы, позволяющий осуществлять коррекцию как внутренней, так и наружной резьбы, цилиндрической и конической, содержащий станину, на которой смонтированы шпиндельная бабка с патроном и подвижная каретка с инструментом (патент США 4402120, кл. НКИ 29/40, 1983). Станок позволяет исправлять недостатки и погрешности резьбы в автоматическом режиме, однако его возможности ограничены применением чисто механических (традиционных) средств воздействия на заготовку, при этом в станке нет средств для применения таких прогрессивных технологий, как ультразвуковая обработка резьбы.
Задачей, на решение которой направлено настоящее изобретение, является создание станка, обеспечивающего возможность в автоматическом режиме исправлять погрешности и износ как наружной, так и внутренней резьбы в значительном диапазоне диаметров последней путем ультразвуковой обработки.
Технический результат заключается в обеспечении средств для эффективной ультразвуковой обработки резьбы на станках с ЧПУ.
Указанный технический результат достигается тем, что станок для восстановления и/или упрочнения резьбы имеет станину, узел зажима и вращения заготовки и узел установки сменного инструмента, причем узел установки сменного инструмента выполнен в виде подвижной в продольном направлении каретки, в корпусе которой размещены ультразвуковая головка с вибратором, механизм подвески ультразвуковой головки и механизм фиксации осевого положения ультразвуковой головки, при этом сменный инструмент прижат к вибратору ультразвуковой головки посредством подпружиненной в осевом направлении гильзы, фланец которой контактирует с торцом сменного инструмента.
Для повышения точности установки заготовки в станке перед обработкой, что необходимо при работе на станках с ЧПУ, станок снабжен установленным на станине упором, предназначенным для взаимодействия с торцом заготовки.
Оптимальным вариантом конструкции механизма подвески ультразвуковой головки является крепление последней на, по крайней мере, двух гибких элементах, преимущественно канатах, закрепленных на головке и подпружиненных относительно корпуса каретки.
Для восприятия нагрузок при взаимодействии инструмента с резьбой и для обеспечения возможности обработки обеих поверхностей резьбы (т.е. фронтальной и тыльной ее поверхностей, соответствующих длинной и короткой сторонам профиля выступа конической резьбы) механизм фиксации осевого положения ультразвуковой головки выполнен в виде двух закрепленных на корпусе каретки направляющих скалок с осевыми упорами и смонтированных на скалках двух подвижных втулок, поджатых к осевым упорам пружинами и имеющих выступы для взаимодействия с закрепленным на ультразвуковой головке рычагом.
Для обеспечения удобства смены и крепления сменного инструмента станок снабжен силовым цилиндром, встроенным в ультразвуковую головку и предназначенным для воздействия на подпружиненную гильзу в направлении от вибратора при замене инструмента.
Проведенный заявителем информационный поиск показал, что из уровня техники неизвестен станок для восстановления и/или упрочнения резьбы, выполненный в виде совокупности станины, узла зажима с патроном, каретки с узлом установки сменного инструмента, механизмом подвески и механизмом фиксации осевого положения головки, выполненных вышеуказанным образом, что позволяет сделать вывод о соответствии заявляемого решения критерию охраноспособности "новизна".
Также в результате информационного поиска из уровня техники не было обнаружено технических решений, в которых присутствовали бы указанные конструктивные признаки, обеспечивающие при этом получение данного технического результата, что позволило сделать вывод о соответствии исследуемого технического решения критерию охраноспособности "изобретательский уровень".
Для специалиста в данной области техники должно быть совершенно очевидно, что предлагаемый станок может быть реализован на основе современной технологии с использованием известных комплектующих элементов, что соответствует критерию охраноспособности "промышленная применимость".
Таким образом, заявляемый объект соответствует всем критериям патентоспособности, предъявляемым к изобретению, и ему может быть предоставлена соответствующая форма правовой охраны.
Изобретение иллюстрируется чертежами, на которых изображены соответственно:
на фиг.1 - заявляемый станок, вид сбоку;
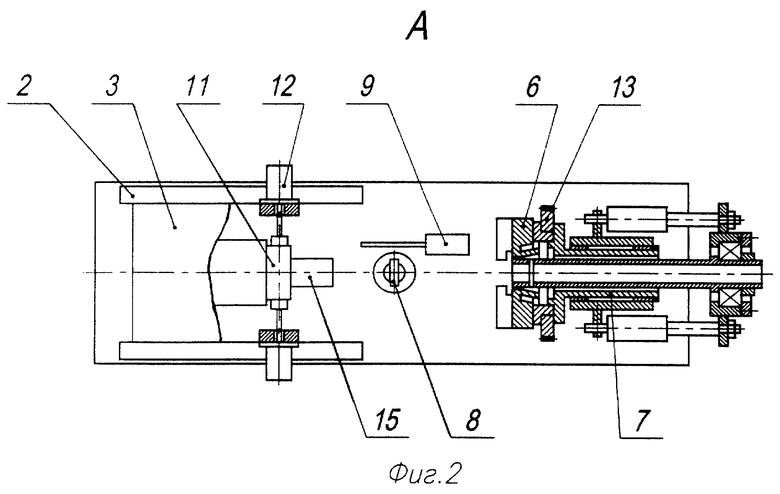
на фиг.2 - вид на станок сверху по стрелке А на фиг.1;
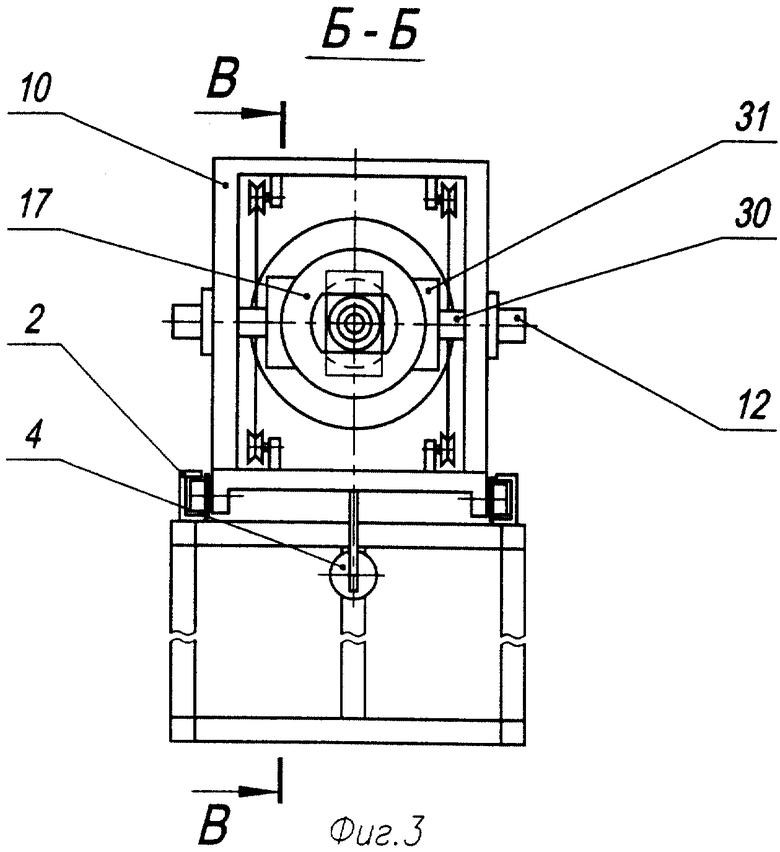
на фиг.3 - разрез по Б-Б на фиг. 1;
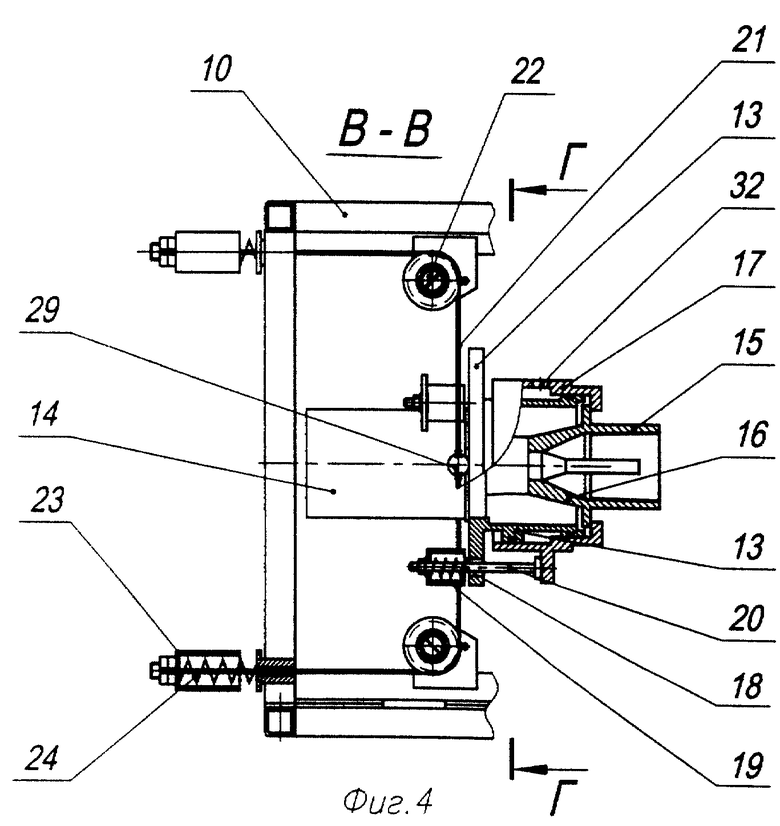
на фиг. 4 - продольный разрез по В-В на фиг.3 механизма подвески и узла установки сменного инструмента;
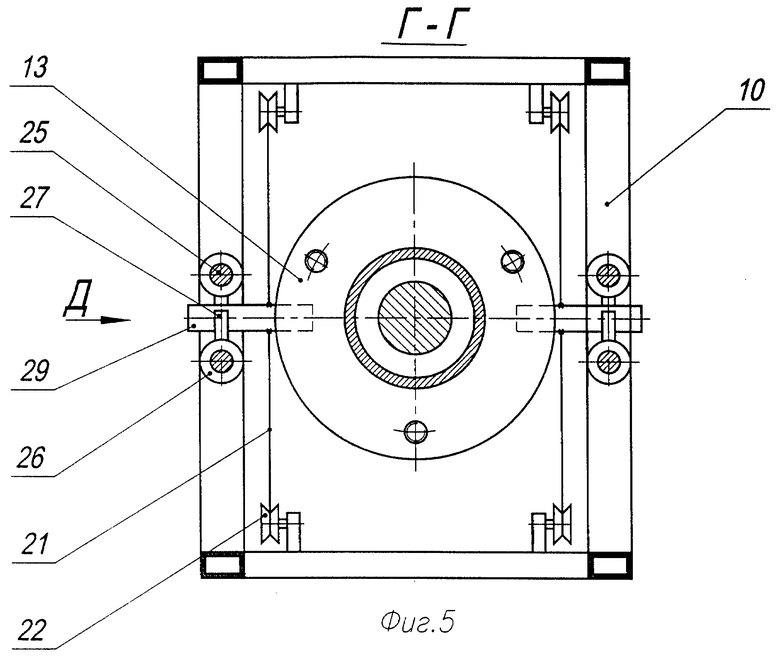
на фиг.5 - поперечный разрез по Г-Г на фиг.4 механизма фиксации осевого положения ультразвуковой головки;
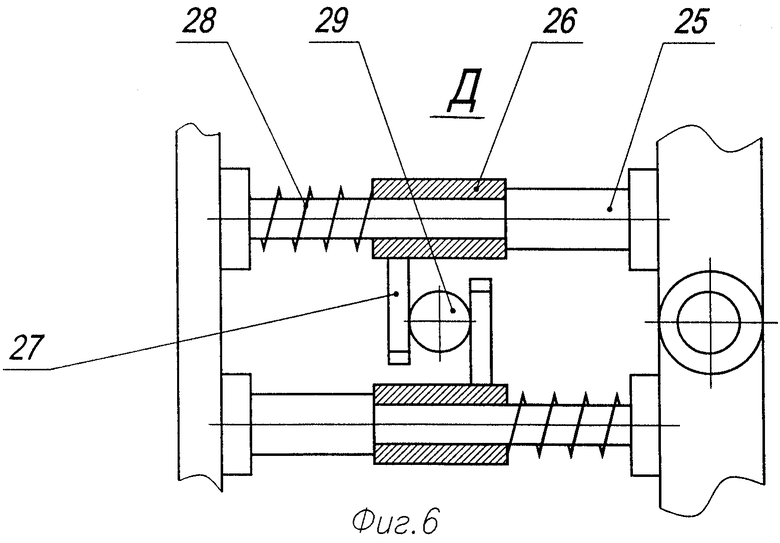
на фиг.6 - вид по стрелке Д на фиг.5 на механизм фиксации осевого положения ультразвуковой головки.
Станок, выполненный согласно предлагаемому изобретению, содержит станину 1, в направляющих качения 2 которой установлена каретка 3, снабженная приводом продольных перемещений в виде силового гидро- или пневмоцилиндра 4. На станине размещена также передняя (шпиндельная) бабка 5 с клиновым патроном 6, закрепленным на полом шпинделе 7 (фиг.2). Между кареткой 3 и передней бабкой 5 на станине установлены упор 8 позиционирования заготовки в продольном направлении и измеритель 9 линейных перемещений. Каретка 3 содержит корпус 10 в виде рамы, на которой смонтирована ультразвуковая головка 11 с центратором 12. Головка 11 включает корпус 13, преобразователь 14 ультразвуковых колебаний и инструмент 15 с фланцем 16, торцевая поверхность которого контактирует с соответствующей поверхностью преобразователя. В головке смонтирован узел установки сменного инструмента, выполненный в виде гильзы 17, являющейся корпусом силового цилиндра и имеющей возможность осевого перемещения для зажима и освобождения фланца инструмента 15, который имеет байонетное крепление. Поджатие фланца инструмента осуществляется действием пружин 18, закрепленных на неподвижном элементе - корпусе 13 головки 11 и воздействующих на гильзу 17 через стаканы 19, закрепленные на тягах 20 гильзы 17. Корпус 13 при этом выполнен в виде полого штока с уплотнениями, а в гильзе 17 выполнены отверстия для подвода сжатой рабочей среды. Станок снабжен механизмом подвески ультразвуковой головки 11, который включает, по меньшей мере, два гибких элемента 21, преимущественно канатов, один конец каждого из которых подпружинен относительно корпуса 10 каретки 3, при этом вес головки в сборе равен разности усилий натяжения упомянутых канатов. Каждый из канатов 21 может проходить через закрепленный на корпусе 10 блок 22, что улучшает компоновку механизма подвески. Подпружиненный конец каждого каната целесообразно закрепить на торце стакана 23, в полости которого размещена пружина 24, опирающаяся на внутреннюю поверхность упомянутого стакана и корпус 10. В корпусе 10 смонтирован механизм фиксации осевого положения ультразвуковой головки 11, который выполнен в виде двух пар закрепленных на корпусе 10 направляющих - скалок 25 (фиг.5 и 6) с опорными подвижными в осевом направлении втулками 26, имеющими осевые упоры-пальцы 27, поджатые пружинами 28 к рычагам 29, закрепленным на корпусе 13 ультразвуковой головки 11. При этом одноименные втулки 26 каждой пары (верхние или нижние) имеют противоположное направление перемещения при взаимодействии инструмента 15 с заготовкой. На рычагах 29 в то же время могут быть закреплены также канаты 21. В корпусе 10 смонтированы также упомянутые ранее центраторы 12 головки, выполненные в виде силовых цилиндров, корпуса которых закреплены на корпусе 10, а штоки 30 снабжены колодками 31, предназначенными для взаимодействия с гильзой 17.
Работа станка показана далее на примере восстановления изношенной резьбы, что происходит следующим образом. В исходном положении, т.е. перед установкой заготовки, кулачки клинового патрона 6 разжаты, упор 8 находится в крайнем верхнем положении, каретка - в крайнем левом положении, а колодки 31 центратора контактируют с гильзой 17, фиксируя головку 11. При установке заготовки последняя, например труба (не показано), подается через полый шпиндель 7 до соприкосновения с упором 8, после чего происходит зажим трубы кулачками клинового патрона 6. Затем упор 8 убирается из зоны обработки, происходит подача каретки 3 с предварительно установленным инструментом 15 к заготовке. При соприкосновении инструмента 15 с обрабатываемой поверхностью заготовки штоки 30 с колодками 31 отводятся от поверхности гильзы 17 и инструмент 15 получает возможность взаимодействия с заготовкой. Затем дается команда на вращение патрона 6 и происходит навинчивание инструмента 15 на резьбу заготовки, необходимый крутящий момент для осуществления этого процесса обеспечивается давлением масла, подаваемого в гидромотор (не показан) патрона, а возникающий при этом на инструменте 15 крутящий момент воспринимается скалками 25 через втулки 26. Окончание процесса происходит по достижению заданных предельных значений крутящего момента или глубины навинчивания инструмента на заготовку (последнее определяется измерителем 9 линейных перемещений, контактирующим с головкой 11). После останова заготовки включается преобразователь ультразвуковых колебаний, передаваемых на резьбу заготовки через инструмент 15, посредством чего осуществляется коррекция профиля резьбы и упрочнение последней. При этом при обработке фронтальных поверхностей профиля резьбы привод (силовой цилиндр 4) перемещает корпус 10 каретки 3 по направлению к заготовке, сжимая верхние пружины 28, усилие сжатия которых передается на инструмент 15, и одновременно осевые упоры 27 нижних втулок 26 отходят от рычагов 29. Обработка тыльных поверхностей профиля резьбы осуществляется при перемещении корпуса 10 в противоположном направлении. По окончании обработки резьбы выключается ультразвуковой преобразователь 14, подается команда на вращение патрона 6 в обратном направлении, чем обеспечивается вывинчивание заготовки из инструмента 15 и отвод каретки 3 от заготовки. После отвода инструмента от заготовки штоки 30 центраторов перемещаются по направлению к головке 11, осуществляя силовой контакт с гильзой 17, и фиксируют тем самым головку 11 в каретке 3, которая возвращается в исходное положение. Одновременно с этим подается команда на останов вращения патрона 6, кулачки которого разжимаются и освобождают заготовку, которая затем убирается, а упор 8 возвращается в зону обработки.
Таким образом, заявляемый станок позволяет в автоматическом режиме осуществить нарезание резьбы и восстановление профиля изношенной резьбы.
Изобретение относится к станкостроению, к станкам для обработки наружной и внутренней резьбы на концах трубных заготовок с воздействием ультразвука, на трубах и муфтах для их соединения преимущественно в насосно-компрессорных установках нефтяных скважин. Станок содержит станину, узел зажима и вращения заготовки и узел установки сменного инструмента. Для обеспечения возможности исправления в автоматическом режиме погрешностей и износа как наружной, так и внутренней резьбы в значительном диапазоне диаметров узел установки сменного инструмента выполнен в виде подвижной в продольном направлении каретки, в корпусе которой размещены ультразвуковая головка с вибратором, механизм подвески ультразвуковой головки и механизм фиксации осевого положения ультразвуковой головки. При этом сменный инструмент поджат к вибратору ультразвуковой головки с помощью подпружиненной в осевом направлении гильзы, фланец которой взаимодействует с фланцем сменного инструмента. Для повышения эффективности обработки за счет снижения рассеяния энергии ультразвуковых колебаний механизм подвески ультразвуковой головки может содержать, по крайней мере, два гибких элемента, один конец каждого из которых закреплен на ультразвуковой головке, а второй - подпружинен относительно корпуса каретки. 5 з.п.ф-лы, 6 ил.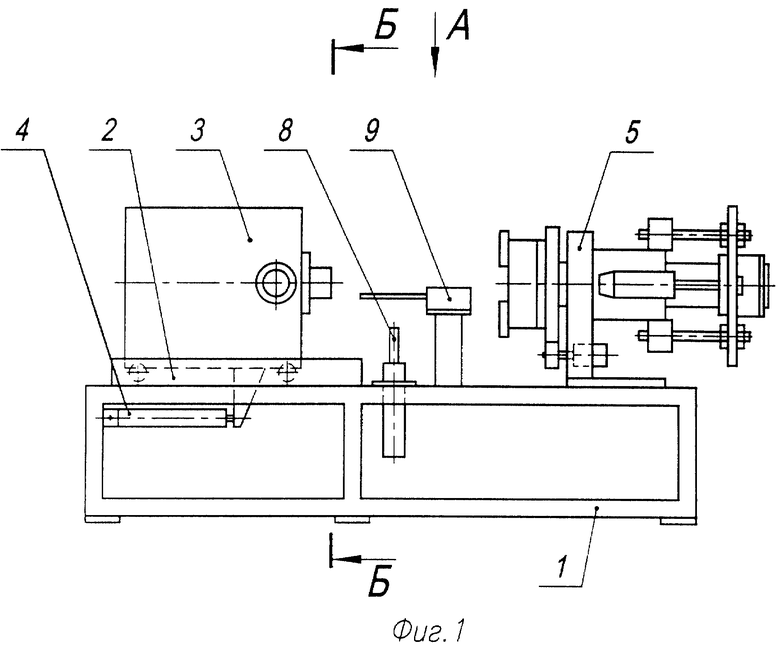
| US 4402120, 06.09.1983 | |||
| РАДИАЛЬНО-РЕЗЬБОНАРЕЗНОЙ СТАНОК С УЛЬТРАЗВУКОВОЙ ГОЛОВКОЙ | 0 |
|
SU218555A1 |
| Способ ремонта конических резьб, преимущественно замковых резьб бурильных труб | 1987 |
|
SU1563884A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЗЬБОВЫХ ЭЛЕМЕНТОВ НЕФТЕПРОМЫСЛОВЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092291C1 |
| US 3464072, 02.09.1969. | |||

