Изобретение относится к- обработке металлов давлением и может быть использовано при изготовлении конусных деталей с фланцем из трубных заготовок для нефтяного оборудования, например для изготовления якоря замковой опоры скважинных неф- тяных насосов.
Целью изобретения является повышение производительности совмещения операции раздачи заготовки и формовки фланца.
На фиг. 1 показана схема раздачи и формовки фланца в штампе в начале операции; на фиг. 2 - то же, в конце операции; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - вид по стрелке Б на фиг. 3.
Штамп для раздачи заготовки и формовки фланца включает ступенчатый пуансон 1 и разъемную матрицу, состоящую из двух половин: правой 2 и левой 3, каждая из которых содержит ступень 4 большего диаметра и ступень 5 меньшего диаметра. В ступени 4 выполнен направляющий наз 6, установлено формовочное кольцо-съемник 7, закрепленное через направляюцлий паз 6 посредством установочного винта 8 к правой по. ювине матрицы 2. Раздача заготовки 9 осуществляется посредством ступенчатого пуансона 1.
После замыкания правой половины 2 матрицы, в которой размещено формовочное кольцо-съемник 7, с левой половиной 3 матрицы при помощи бокового ползуна блока матриц (не показано) образуется закрытый штамп. Ручьи штампа выполнены так, что при замыкании обеих половин матрицы гео.метрические размеры и формы его соответствуют гео.метрическим размерам и формам требуемой заготовки, например якоря замковой опоры.
Фор.мовочное кольцо-съемник 7 выполнено в виде кольца, внутреннее отверстие которого dtt где da -диа.метр пуансона, Z -- зазор между пуансоном 1 и формовочным кольцом-С1 емнико.м 7 (Z 0,4- 0,8 мм). Наружный диаметр формовочно- го кольца-съемника 7 DH (2-3)с{8 а ширина Н зависит от длины высаживаемой заготовки. На формовочном кольце-съемнике 7 имеется резьбовая часть для соединения ее установочными винтами 8 с правой полови- пой 2 матрицы.
Ilvancon 1 выполнен ступенчатым в соответствии с внутренней формой изделия (а - конусная часть, б - цилиндрическая). Диаметр цилиндрической части пуансона 1 должен равняться внутреннему диаметру заготовки 9, т.е. . Диаметр второй ступени пуансона 1 Dn Dn-(15-20) мм (ф иг. 1), где )н - наружный, диаметр формовочного кольца-съемника 7. Вторая ступень пуансона 1 диаметром Dn должна проходить через начальный диаметр D закрытого щта.мпа.
Ступень 4 размещена перед рабочей частью ручья. Диаметр ступени 4 на
0
5
Q
0
5
1,0-1,5 мм больше наружного диаметра DH формовочного кольца-съемника 7, т.е. )cT Dri4 (1.0+1,5) мм. Длина ступени 4 равна длине высаженной части фланца после раздачи плюс щирина формовочного кольца-съемника 7: LcT /ubic-(-Н.
Ширина паза б равна диаметру установочного винта 8 с зазором до 1 мм. Длина направляюн его паза 6 равна диаметру установочного винта 8 плюс высаженная часть фланца изделия:
/ Дуст, в. -р /иыс.
Левая половина 3 матрицы выполнена аналогично правой половине 2, но без направляющего паза.
Штамп для раздачи и формовки фланца из трубных заготовок работает следующим образом.
Нагретая .мерная трубная заготовка 9 устанавливается внутри правой половины 2 матрицы. При ходе вперед бокового ползуна горизонтально-ковочной машины .певая половипа 3 матрицы замьп ается с правой половиной 2 матрицы и образуется закрытый штамп.
При воздействии пуансона 1, закрепленного на блоке пуансонов (не показано), сначала происходит раздача трубной заготовки 9. При этом пуансон 1 (новерх- пости а и б) проходит через отверстие формовочного кольца-с ьемника 7.
При последующем ходе пуансона 1 поверхность Г (вторая ступень пуансона Г) воздействует на фор.мопочное кольцо-съемник 7 и перемещает его вперед, тем самым формируя фланцевую часть заготовки 9. При обратном ходе пуансона 1 формовочное кольцо-съемник 7 вместе с заготовкой перемещается назад и упирается в кольцевой бурт 10 и при дальнейп ем ходе назад пуансона формовочное кольцо-съемник 7 сни.мает с пуансона 1 отшта.мпо- ванную заготовку 9.
При обратном ходе бокового ползуна горизонтально-ковочной машины раскрывается левая половина 3 матрицы и с ручья снимается отштампова1П ая заготовка 9. Таким образом, за один ход машины совершается весь технологический процесс.
5
0
Формула изобретения
Штамп для формовки фланца га трубных заготовках, содержащий соосно установленные пуансон и разъемную матрицу, состоящую из подвижной и неподвижной частей, отличающийся тем, что, с целью повышения производительности путем совмеш,ения формовки фланца с раздачей, он снабжен формовочным кольцом-съе.мнико.м с установочным винтом, полость матрицы выполнена Б виде сопряженных ступеней меньшего и большего диаметров, служащих соответственно для раздачи с отбортовкой и для
размещения формовочного кольца-съемника при этом в ступени большего диаметра со стороны пуансона выполнен кольцевой бурт с внутренним диаметром, меньшим диаметра кольцевого бурта, а в неподвижной части матрицы выполнен направляющий паз под установочный винт формовочного кольца-съемника.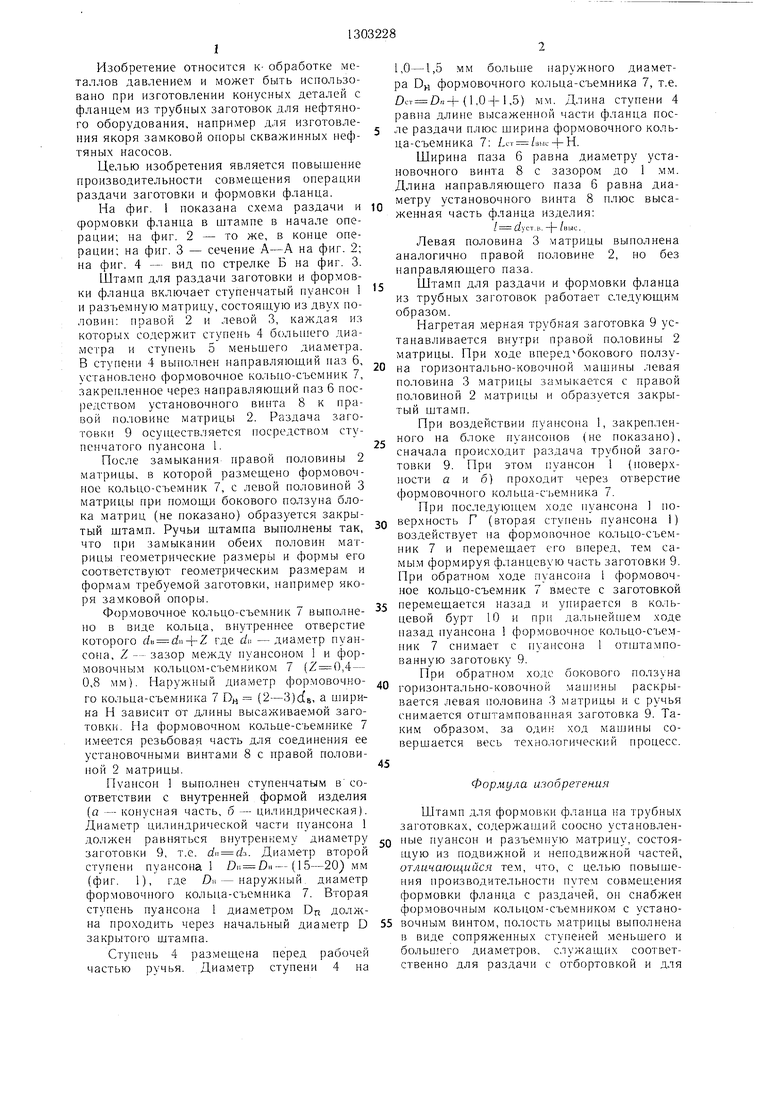
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Штамп для предварительной формовкиТРОйНиКОВ из ТРубНыХ зАгОТОВОК | 1978 |
|
SU837439A1 |
| Штамп последовательного действия для получения деталей со ступенчатым отверстием | 1979 |
|
SU776718A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2065793C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ДАВЛЕНИЕМ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2098210C1 |
| Способ изготовления металлических полых ступенчатых изделий из трубных заготовок | 1986 |
|
SU1375391A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Способ штамповки удлиненных поковок с раструбом | 1991 |
|
SU1802736A3 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 2002 |
|
RU2236342C2 |


Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении конусных декий тяГо- ав64, ЦА обыть деталей с фланцем нз трубны.х заготовок, преимуш.ественно якоря замковой опоры скважинных нефтяных насосов. Целью изобретения является повышение производительности путем совмеа1ения формовки фланца с раздачей. Штамп содержит пуансон Ш) 1 и разъемную матрицу (М), состоящую из двух частей. В ступени 4 М установлено кольцо - съемник 7 с винтом 8, направляемым по пазу. Заготовку (3) 9 устанавливают в М. При воздействии П вначале происходит раздача 3. При следующем ходе П воздействует на кольцо-съемник 7 и перемещает его вперед , тем самым формуя фланцевую часть. При обратном ходе П кольцо-съемник 7 вместе с 3 перемещается назад, упирается в кольцевой бурт 10 и кольцо-съемник 7 снимает П. 4 ил. с СО оо о со ND IsD ОО
д-д
Фиг.З
Фиг4
| Несвит С | |||
| М | |||
| и ризонтально-ковочные Нюнько машины О | |||
| и И | |||
| их Го- автоматизация, с | |||
| ДИФФЕРЕНЦИАЛЬНАЯ ТЕРМИОННАЯ ЛАМПА | 1920 |
|
SU294A1 |
| М.: Машиностроение, 1964, | |||
