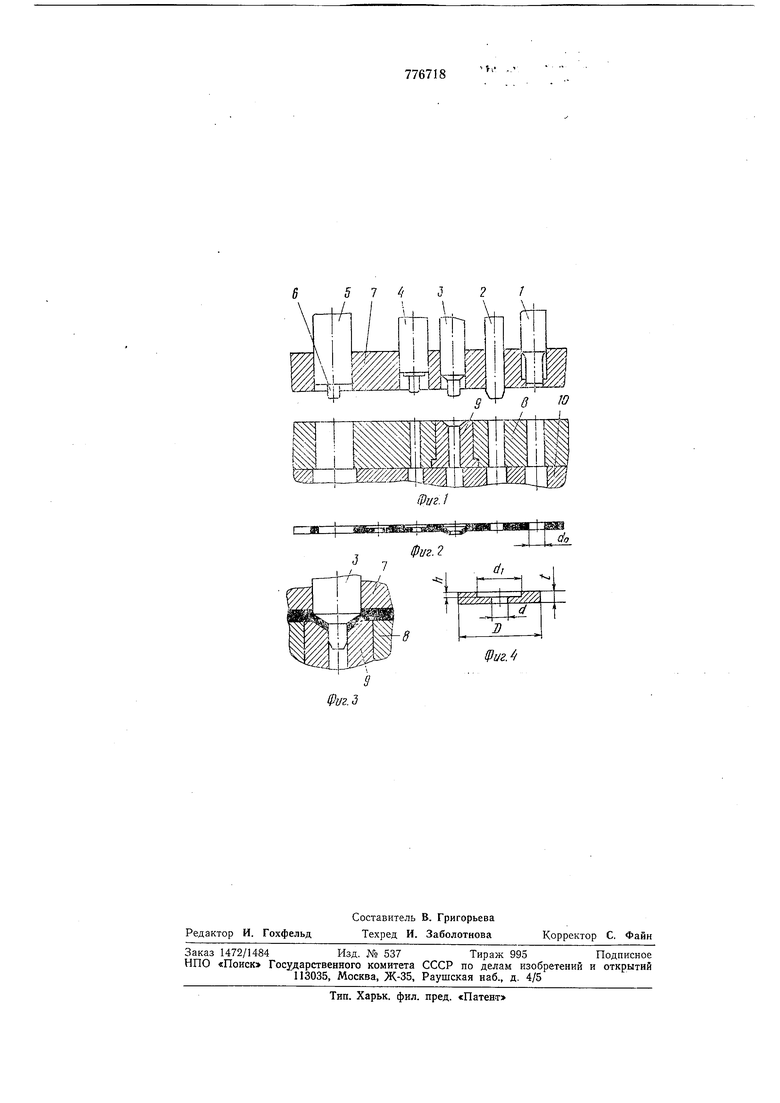
вырубной пуансон 5 с ловителем 6. Все пуансоны сидят в пуансонодержателе (не показан), прикрепленном к верхней плите стандартного блока (не показан). Прижим заготовки (не показан) и съем ее с полосы или ленты производится подпружиненным съемником 7. В нижней части штамп содержит матрицу 5 с формующей вставкой 9, прикрепленную к нижней плите 10 блока.
Штамп работает следующим образом.
На первом niare пуансон / образует в заготовке (полоса или лента) отверстие диаметра do, который определяется из условия равенства объемов кольца толщиной / с наружным диаметром di и внутренним - do и кольца толщиной t-/i с наружным диаметром di и внутренним d. Следующий шаг - холостой. На этом шаге ловитель 2 фиксирует заготовку по шагу. На третьем шаге формовочный пуансон 3 образует на заготовке утоненный конусный участок, внедряясь в нее на глибину h с отверстием, диаметр которого на 12-14% больше диаметра отверстия d в готовой шайбе. Это увеличение диаметра задается с тем, чтобы после правки конусного участка получить окончательный размер отверстия d..- . - . . . :
На четвертом шаге пуансон 4 правки преобразует утоненный конусный участок в плоский и на заготовке образуется ступенчатое отверстие с размерами, соответствующими размерам на фиг. 4. Пятый шаг - холостой, и jftaj. :последнем, шестом шаге происходит вырубка готовой детали.
На фиг. 1 представлена схема, штампа для изготовления одной детали за каждый ход пресса. Штамп может быть выполнен
и У1НОГОрЯДНЫМ. .. ;; ..,:.;
Технико-экономический эффект, создаваемый данным штампом, заключается в повьшении точности, т. е. в улучшении качества деталей, которые после вырубки имеют форму и размеры, заданные чертежом, и не требуют какой-либо доработки. Кроме того, снижается трудоемкость изготовления шайб, поскольку для получения, точной формы и размеров не нужно вводить дополнительные операции (например, шлифовку) . Кроме того, достигается некоторая экономия материала, так как на позиции формовки не происходит раздача материала в стороны и это позволяет выполнять нормальные перемычки между деталями, тогда как при использовании известных штампов приходится увеличивать перемычки на 30-50% во избежание искажения формы отверстий у соседних деталей при многорядной вырубке.
Формула изобретения
Штамп последовательного действия для получения деталей со ступенчатым отверстием, содержащий матрицу с рабочими отверстиями, пробивной и вырубной пуансоны, формовочный пуансон с цилиндрическим ловителем и рабочей частью в форме усеченного конуса, а также пуансон правки готовой детали, отличающийся тем, что, с целью повышения качества деталей,
больший диаметр рабочей части формовочного пуансона выполнен больше диаметра большей ступени отверстия детали, диаметр ловителя - превышающим диаметр меньшей -ступени отверстия, а отверстие в матрице, соответствующее формовочному пуансону, выполнено с цилиндрическим и коническим участками. , . . - д -;;--:о о .nnv; ;; i .v,/: : Источник 1И нформации, принятый во
внимание При экспертизе: .-..;г. ; ....;,;
1. Мещерйн В. Т. Листовая щтамповка. Атлас схем. «Машиностроение, 1975, с. 150, рис. 476 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия | 1982 |
|
SU1044383A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАКОВАЛЕНОК КАПСЮЛЕЙ-ВОСПЛАМЕНИТЕЛЕЙ ДЛЯ СТРЕЛКОВОГО ОРУЖИЯ | 2000 |
|
RU2175751C1 |
| Штамп для вытяжки цилиндрических изделий без утонения стенки из ленты | 1989 |
|
SU1722657A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Комбинированный штамп для вырубки и реверсивной вытяжки деталей из ленты | 1979 |
|
SU902920A1 |
| Штамп совмещенного действия для формовки, пробивки, отбортовки и обрезки листовой заготовки | 1980 |
|
SU897339A1 |
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| Штамп для изготовления деталей из листового материала | 1980 |
|
SU869912A1 |
;-..; ; 1 1 , - - .... ..... ;
„.... : ач. i
- ; Г:, ;: йГ..;,:и
Фиг. 2
Фиг.
