Изобретение относится к абразивной промышленности, а именно к производству шлифовальных и полировальных кругов на вулканитовой связке.
Известно устройство для производства абразивного инструмента, включающее вырубной штамп для получения кольцевых заготовок и пресс-форму для уплотнения собранных в пакет заготовок [1]. Пресс-форма содержит верхнюю формовочную плиту, корпус в виде кольца, встроенную в него с возможностью перемещения нижнюю формовочную плиту с оправкой.
Недостатком данного устройства является высокая трудоемкость изготовления инструмента и низкая производительность. Раздельная вырубка и ручная сборка заготовок на оправку пресс-формы наряду с указанными недостатками является одной из причин снижения качества изделий.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемой пресс-форме является устройство, содержащее верхнюю формовочную плиту, выполненную в виде вырубного пуансона, кольцо, встроенную в него с возможностью перемещения нижнюю формовочную плиту с оправкой, при этом кольцо и оправка выполнены составными, верхняя часть кольца в виде съемной матрицы вырубки кольцевой заготовки по наружному диаметру, а верхняя часть оправки - в виде съемной вставки вырубки внутреннего отверстия заготовки, причем внутренний диаметр кольца превышает внутренний диаметр съемной матрицы, наружный диаметр вставки превышает диаметр оправки [2].
Данное устройство обеспечивает повышение производительности и снижение трудоемкости изготовления инструмента, но при этом остается необходимость применения тяжелого ручного труда при эксплуатации такого устройства, вызванного необходимостью снятия верхней части кольца для обеспечения беспрепятственного выталкивания отпрессованного круга из матрицы. Наибольшие трудности при выполнении этой операции возникают при прессовании больших шлифовальных и полировальных кругов наружным диаметром 600 мм и более, когда без привлечения дополнительного рабочего снятие верхней части кольца становится весьма затруднительным.
Таким образом, основным недостатком наиболее близкого аналога являются неудобства при эксплуатации и необходимость применения тяжелого ручного труда.
Технической задачей предлагаемого изобретения является повышение удобства эксплуатации пресс-формы и сокращение тяжелого ручного труда.
Поставленная задача достигается тем, что в пресс-форме, содержащей верхнюю формовочную плиту, выполненную в виде вырубного пуансона, кольцо, встроенную в него с возможностью перемещения нижнюю формовочную плиту с оправкой, при этом кольцо и оправка выполнены составными, верхняя часть кольца - в виде съемной матрицы вырубки кольцевой заготовки по наружному диаметру, а верхняя часть оправки - в виде съемной вставки вырубки внутреннего отверстия заготовки, причем внутренний диаметр кольца превышает внутренний диаметр съемной матрицы, наружный диаметр вставки превышает диаметр оправки, согласно изобретению верхняя часть кольца оснащена съемником, выполненным в виде втулок с винтами, при этом втулки пропущены с зазором через отверстия в проушинах, которыми снабжена боковая поверхность вырубного пуансона, винты оснащены контргайками, а верхняя их часть имеет фланец.
То, что верхняя часть кольца оснащена съемником, выполненным в виде втулок с винтами, и при этом втулки пропущены с зазором через отверстия в проушинах, которыми снабжена боковая поверхность вырубного пуансона, винты оснащены контргайками, а верхняя их часть имеет фланец, позволяет автоматически снимать верхнюю часть кольца при движении вырубного пуансона вверх после завершения операции прессования, исключить ручной труд на этой операции и повысить удобство эксплуатации пресс-формы.
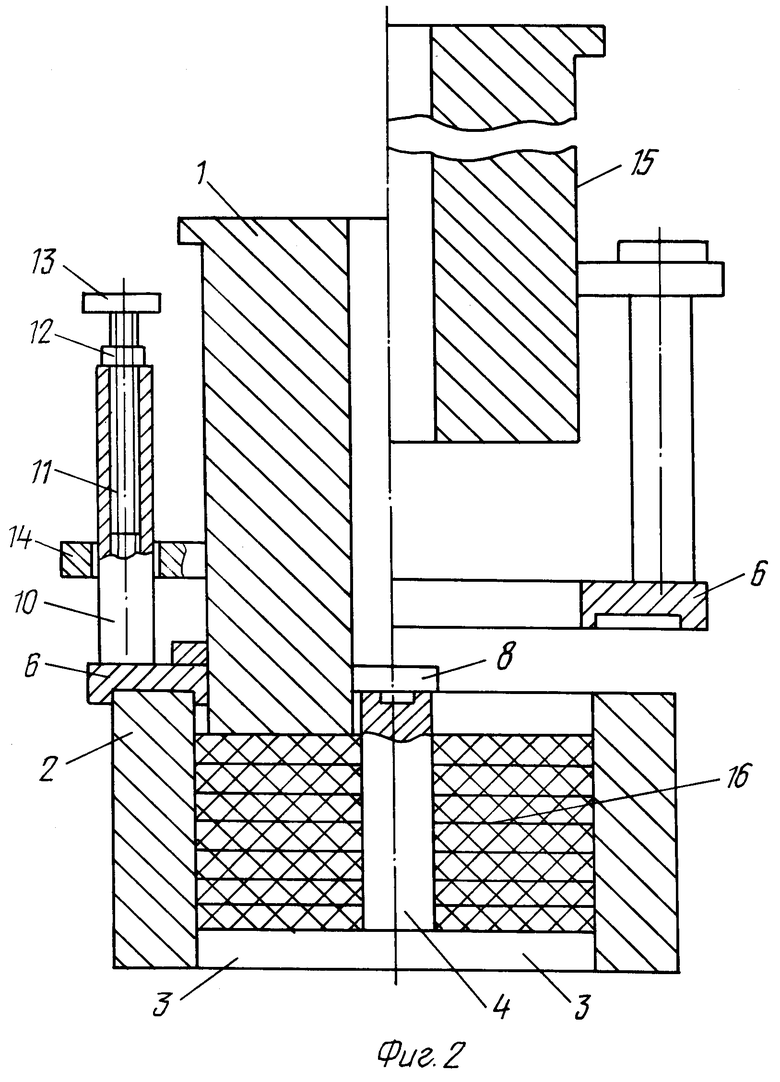
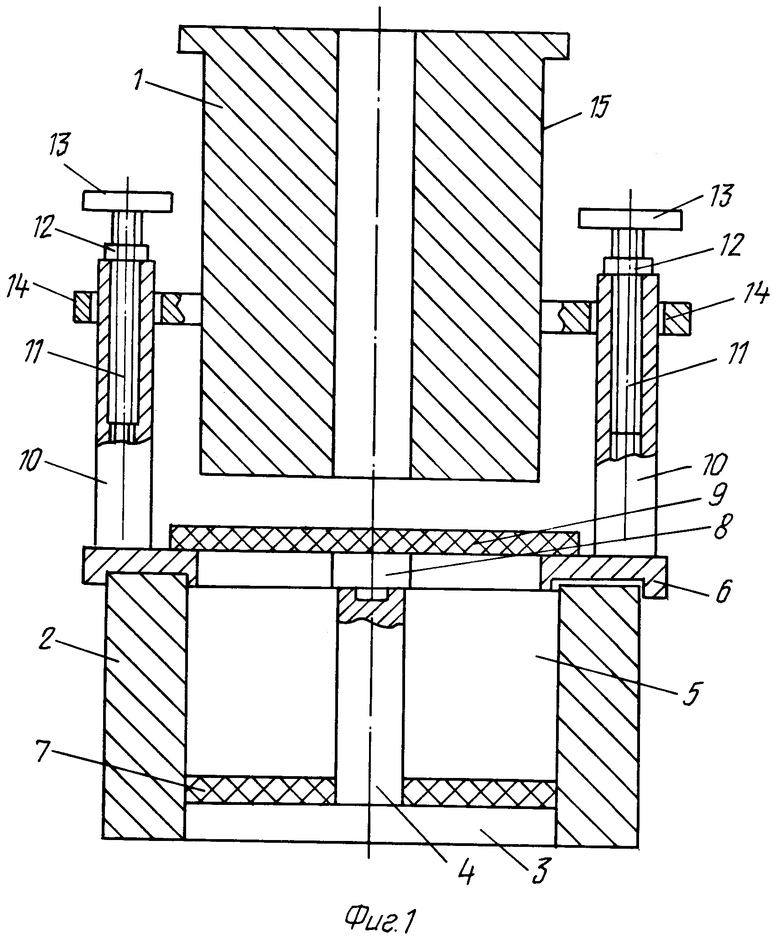
Предлагаемая пресс-форма приведена на фиг.1, 2. На фиг.1 - пресс-форма в исходном положении, на фиг.2 - в промежуточных рабочих положениях (левая половина проекции - при окончании прессования, правая - после снятия вырубной матрицы с кольца). Пресс-форма содержит верхнюю формовочную плиту, выполненную в виде вырубного пуансона 1, кольцо 2, встроенную в него с возможностью перемещения нижнюю формовочную плиту 3 с оправкой 4. Кольцо 2 и оправка 4 образуют полость 5 и выполнены составными, верхняя часть кольца 2 - в виде съемной матрицы 6 вырубки кольцевых заготовок 7 по наружному диаметру, а верхняя часть оправки 4 - в виде съемной вставки 8 вырубки внутреннего отверстия заготовок. Внутренний диаметр кольца 2 превышает внутренний диаметр съемной матрицы 6, а наружный диаметр вставки и превышает диаметр оправки 4. На поверхности съемной матрицы 6 располагается предварительно прокатанная из абразивно-вулканитовой массы пластина 9. Съемная матрица 6 оснащена съемниками, выполненными в виде втулок 10 с винтами 11 и контргайкой 12, верхняя часть винтов имеет фланец 13. Резьбовые втулки 10 съемников размещены с зазором в отверстиях проушин 14, которыми снабжена боковая поверхность 15 вырубного пуансона 1. Из кольцевых заготовок 7 в пресс-форме собирается и прессуется пакетная заготовка 16 абразивного круга.
Пресс-форма работает следующим образом.
Перед началом работы съемники настраивают на необходимую длину в зависимости от высоты прессуемой заготовки путем вывинчивания регулировочных винтов 11 из резьбовых втулок 10 с последующей их фиксацией контргайками 12. Затем на поверхность съемной матрицы 6 подается предварительно прокатанная из абразивно-вулканитовой массы пластина 9, при этом вырубной пуансон находится в верхнем положении. Затем включают пресс и вырубной пуансон 1 перемешается вниз и вырубает кольцевую заготовку 7 по наружному диаметру в съемной матрице 6 и внутреннего отверстия посредством вставки 8. Вырубленная кольцевая заготовка 7 попадает в полость 5, образованную кольцом 2 и оправкой 4, затем пуансоном 1 пакетируется на оправке 4 и подпрессовывается к нижней формовочной плите 3. Затем цикл повторяется: в пресс-форму подается очередная часть пластины 9, из которой вырубается вторая кольцевая заготовка 7. При ходе пуансона 1 вниз заготовка укладывается на вырубленную ранее заготовку и подпрессовывается к ней. Цикл повторяется до тех пор, пока не наберется пакетная заготовка 16 абразивного круга требуемой высоты. Затем пуансон 1 поднимается вверх, проушины 14, расположенные на боковой поверхности 15 пуансона 1, упираются во фланцы 13 винтов 11, смонтированных в резьбовых втулках 10, и осуществляют съем вырубной матрицы 6 с кольца 2, затем вручную снимается вставка 8 и спрессованная заготовка 16 абразивного круга извлекается из пресс-формы, пуансон 1 опускается вниз до положения, соответствующего размещению вырубной матрицы 6 на верхнем торце кольца 2, и далее рабочий цикл повторяется.
Предлагаемая пресс-форма была опробована при производстве шлифовальных кругов на вулканитовой связке наружным диаметром 500 мм, внутренним 305 мм и высотой 250 мм. Настраиваемая длина съемника составляла 350 мм. Общее количество используемых съемников 4, попарно расположенных напротив друг друга. Предельная возможная регулировка длины съемников предусматривала получение круга высотой до 600 мм. Пресс-форма показала свою работоспособность и позволила создать более благоприятные условия для ее обслуживания за счет устранения тяжелого ручного труда при снятии верхней части кольца.
Предлагаемую пресс-форму целесообразно применять при производстве крупногабаритных полировальных и шлифовальных абразивных кругов на вулканитовой связке.
Источники информации
1. Технические инструкции по изготовлению вулканитовых и гибких полировальных кругов. Челябинск, Южно-Уральский ЦНТИ, 1970, с.44-45.
2. Патент РФ №2107609. Способ производства абразивного инструмента и устройство для его осуществления. Опубл. 27.03.98, бюл. №9, B 24 D 18/00.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2002 |
|
RU2228255C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107609C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА ОТРЕЗНЫХ АБРАЗИВНЫХ КРУГОВ | 1998 |
|
RU2138386C1 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
| ШТАМП ВЫРУБНОЙ | 2001 |
|
RU2227778C2 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ АБРАЗИВНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2101165C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2013 |
|
RU2525029C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| ШТАМП ДЛЯ ВЫРУБКИ КОЛЬЦЕВЫХ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2103155C1 |
Изобретение может быть использовано для производства шлифовальных и полировальных кругов на вулканитовой связке. Пресс-форма содержит верхнюю формовочную плиту, выполненную в виде вырубного пуансона, кольцо и встроенную в него с возможностью перемещения нижнюю формовочную плиту с оправкой. Кольцо и оправка выполнены составными. Верхняя часть кольца, представляющая съемную матрицу вырубки кольцевой заготовки по наружному диаметру, оснащена съемником, выполненным в виде втулок с винтами. Втулки пропущены с зазором через отверстия в проушинах, которыми снабжена боковая поверхность вырубного пуансона. Винты оснащены контргайками, а верхняя их часть имеет фланец. Изобретение позволяет повысить удобство эксплуатации пресс-формы и сократить ручной труд. 2 ил.
Пресс-форма, содержащая верхнюю формовочную плиту, выполненную в виде вырубного пуансона, кольцо, встроенную в него с возможностью перемещения нижнюю формовочную плиту с оправкой, при этом кольцо и оправка выполнены составными, верхняя часть кольца - в виде съемной матрицы вырубки кольцевой заготовки по наружному диаметру, а верхняя часть оправки - в виде съемной вставки вырубки внутреннего отверстия заготовки, причем внутренний диаметр кольца превышает внутренний диаметр съемной матрицы, наружный диаметр вставки превышает диаметр оправки, отличающаяся тем, что верхняя часть кольца оснащена съемником, выполненным в виде втулок с винтами, при этом втулки пропущены с зазором через отверстия в проушинах, которыми снабжена боковая поверхность вырубного пуансона, винты оснащены контргайками, а верхняя их часть имеет фланец.
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107609C1 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2000 |
|
RU2176590C1 |
| ТЕХНОЛОГИЧЕСКИЕ ИНСТРУКЦИИ ПО ИЗГОТОВЛЕНИЮ ВУЛКАНИТОВЫХ И ГИБКИХ ПОЛИРОВАЛЬНЫХ КРУГОВ | |||
| - Челябинск: Южно-Уральский ЦНТИ, 1970, с.44 и 45. | |||

