1
Изобретение касается обработки мталлов давлением и относится к спосбам изготовления самоконтрящихся гаек.
Цель изобретения - снижение себе тоимости.
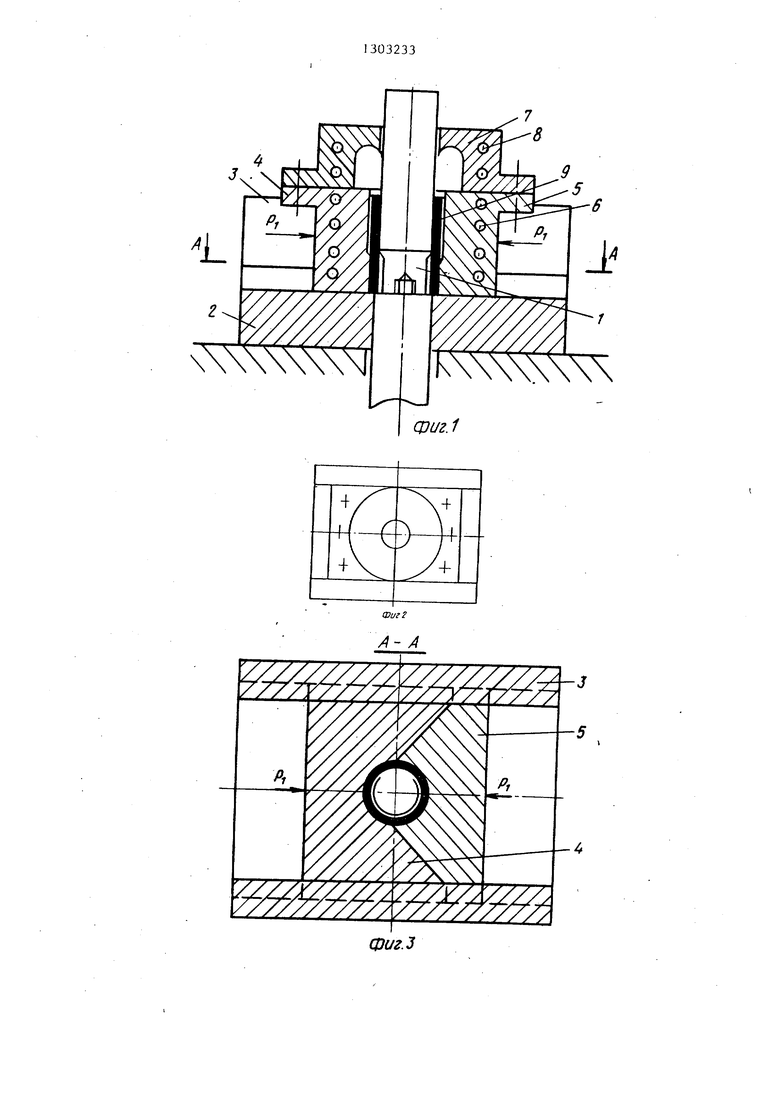
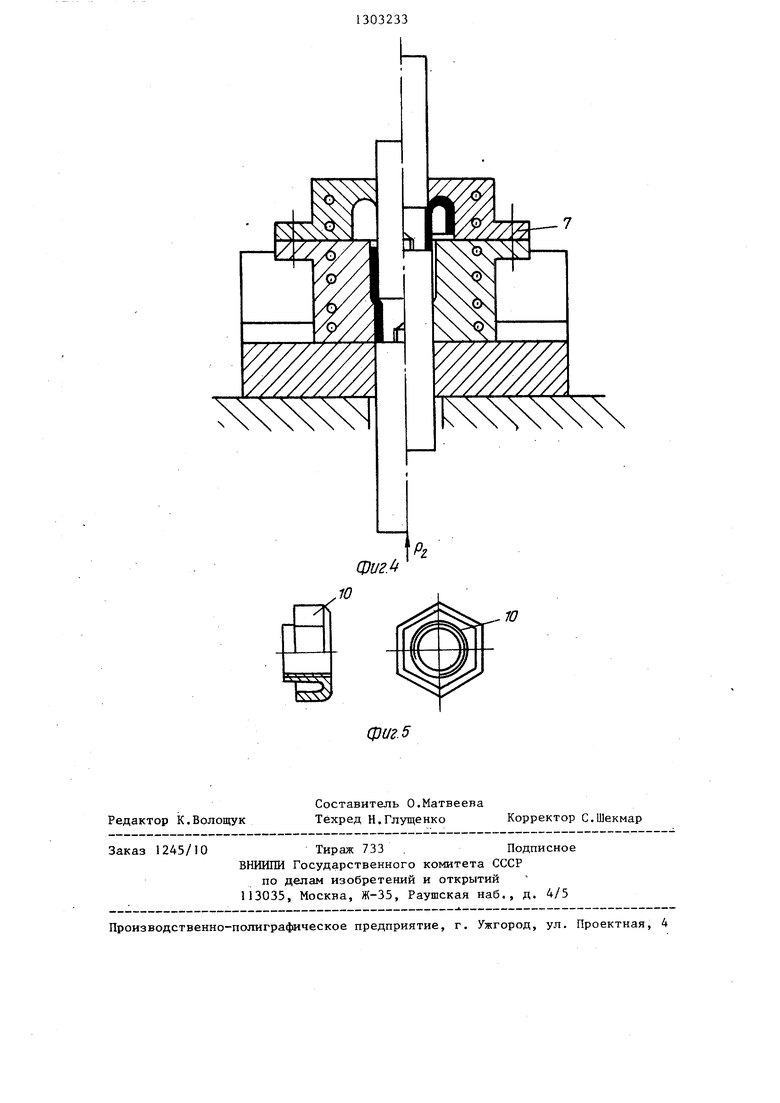
На фиг.1 изображено устройство для реализации способа, общий вид; на фиг.2 - то же, вид сверху; на фиг.З - разрез А-А на фиг,1; на фиг.4 - устройство в момент окончания диффузионной сварки (слева от оси симметрии) и в момент окончания выворота; на фиг.З - готовая гайка.
Устройство для реализации способ содержит резьбовой дорн 1, плиту 2 с установленными на ней обоймой 3 и полуматрицами 4 и 5 с нагревательными элементами 6 и составную матрицу 7 с нагревательными элементами 8.
Позицией 9 обозначена трубчатая заготовка, 10 - готовая гайка.
Способ осуществляется следующим образом.
Листовой заготовке (не показано) предварительно придают форму трубчатой заготовки 9, изгибая по круглой оправке (не показана), после чего трубчатую заготовку 9 помещают на резьбовой дорн 1, который установле нижней частью в отверстии обоймы 3 и находится между полуматрицами 4 и 5|, которые предварительно разогреты до температуры диффузионной сварки при помощи нагревательных элементов 6, например ТЭНов. Полуматрицы 4 и
смыкают с усилием Р, при этом проис- ходит соприкосновение краев трубчатой заготовки 9 по образующей с последующей диффузионной сваркой. Внутренняя поверхность отверстий полуматриц 4 и 5 вьшолнена ступенчатой с меньшим диаметром в месте образования резьбы на трубчатой заготовке 9, поэтому во время смыкания полуматриц 4 и 5 происходит также обжатие трубчатой заготовки 9 по резьбовой части дорна 1 с образованием внутренней резьбы на нижней половине трубчатой заготовки 9.
По окончании диффузионной сварки и предварительного образования внутренней резьбы на нижней части трубча- той заготовки 9 усилием Р„ проиэвб0
15
5
0
25
30
35
дят выворот наружу другого конца трубчатой заготовки 9 по составной матрице 7, которая закреплена на полуматрицах 4 и 5. Нагрев осуществляется при помощи нагревательных элементов 8, например ТЭНов, установленных в матрице 7. Во время движения резьбового дорна 1 с трубчатой заготовкой 9 в зону выворота происходит калибровка резьбы трубчатой заготовки 9 по резьбовому дорну 1 и внутренней поверхности отверстия в полуматрицах 4 и 5.
По окончании выворота полуматрицы 4 и 5 с матрицей 7 разводят, вынимают резьбовой дорн 1 с трубчатой заготовкой 9 и вывернутую часть обжимают в виде шестигранника под ключ. По окончании процесса готовую гайку 10 свинчивают с резьбового дорна 1, предварительно разобрав последний. Для придания гайке 10 самоконтрящихся свойств выступающий конец внутренней стенки обжимают в поперечном сечении до овальной формы. В результате получают двухстенную самоконтрящуюся гайку 10.
Самоконтрящиеся гайки, изготовленные предлагаемым способом, имеют меньшую себестоимость по сравнению с гайками, полученными известным способом, поскольку их изготавливают из листового металла, а не из трубы. Кроме того, предлагаемый способ позволяет получать гайки с любой заданной толщиной стенки.
Форму, ла изобретения
Способ изготовления самоконтрящихся гаек путем получения трубчатой заготовки, вьюорота ее до образования двухстенного полого полуфабриката, формирования резьбы на его внутренней поверхности и формовки шестигранника на его наружной стенке, отличающийся тем, что, с целью снижения себестоимости, трубчатую заготовку полгучают путем изгиба листовой заготовки и ее диффузионной сварки, а формирование резьбы осуществляют в два этапа: предварительное - в процессе диффузионной сварки, а окончательное - в процессе выворота.
1
8
ф1/г.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления самоконтрящихся гаек | 1984 |
|
SU1225655A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОКОНТРЯЩИХСЯ ГАЕК | 1969 |
|
SU251520A1 |
| Способ изготовления гаек | 1988 |
|
SU1655650A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК САМОКОНТРЯЩИХСЯ ГАЕК С НЕЙЛОНОВЫМ КОЛЬЦОМ И ФЛАНЦЕМ | 2003 |
|
RU2254199C1 |
| Способ изготовления замкнутых емкостей из листовых материалов | 1984 |
|
SU1199537A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА С ЦЕНТРИРУЮЩИМ УСТРОЙСТВОМ | 2003 |
|
RU2245248C1 |
| Самоконтрящаяся гайка и способ ее установки | 1985 |
|
SU1295057A1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ НАПРАВЛЯЮЩЕЙ МАГИСТРАЛИ ЛЕСТНИЧНОГО ПОДЪЕМНИКА (ВАРИАНТЫ) | 2022 |
|
RU2796133C1 |
| САМОКОНТРЯЩАЯСЯ АНКЕРНАЯ ГАЙКА | 1991 |
|
RU2011044C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДВУХСТЕННЫХ СТАКАНОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242310C2 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении самоконтрящихся гаек. Цель изобретения - снижение себестоимости за счет изготовления гаек из листового металла. Листовую заготовку изгибают по оправке. Свернутую заготовку помещают в резьбовой дорн и после нагрева полуматрицами осуществляют диффузионную сварку. В процессе последней производят также предварительное формование резьбы на внутренней поверхности трубча уой заготовки. Затем производят выворот конца трубчатой заготовки с получением двустенного полого полуфабриката. Окончательное формирование резьбы осуществляют в начальной стадии выворота. В конце обработки производят формовку шестигранника на наружной стенке двустенного полого полуфабриката. Это позволяет получать гайки с любой заданной толщиной стенки. 5 ил. (Л 00 о 00 IsD оо оо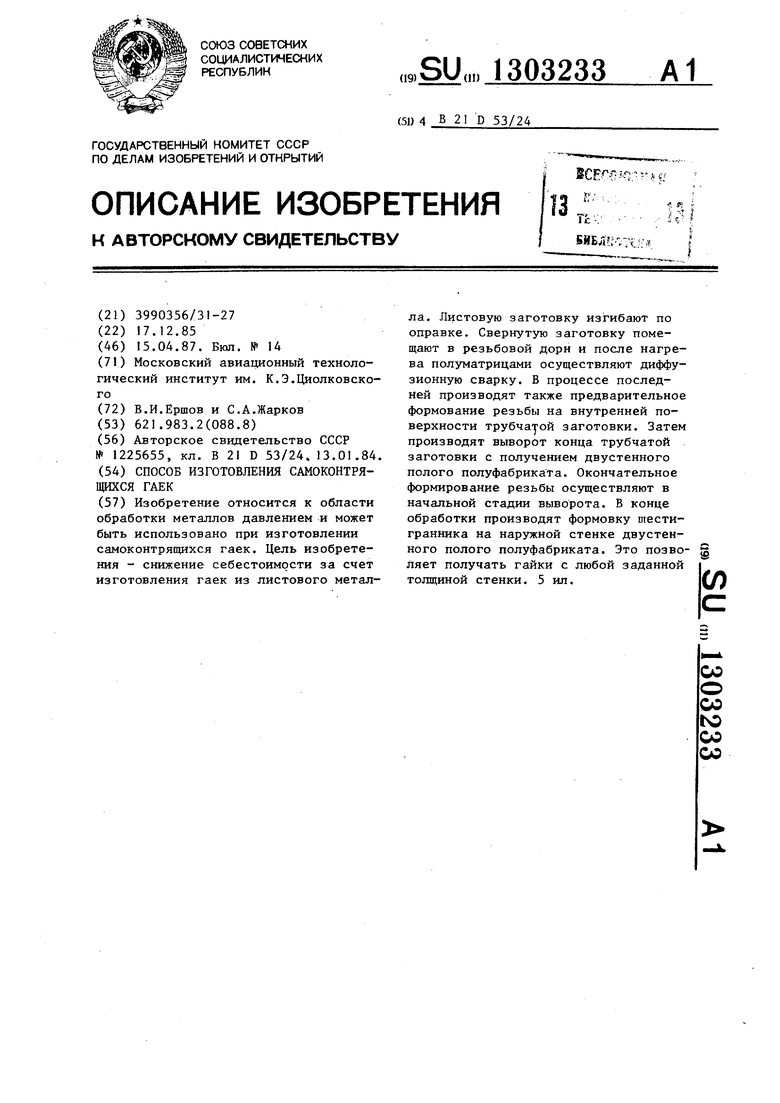
i
4
-f
4А- А
фиг.З
kNXNS: :.
Q)VzA
-7
10
Редактор К.Волощук
Составитель О.Матвеева Техред Н.Глущенко
Заказ 1245/10
Тираж 733 .Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг. 5
Корректор С.Шекмар
| Способ изготовления самоконтрящихся гаек | 1984 |
|
SU1225655A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Насос | 1917 |
|
SU13A1 |
