Изобретение относится к обработке металлов давлением, а именно к способу изготовления самоконтрящихся гаек с фланцем.
Известен способ и устройство для изготовления заготовок самоконтрящихся гаек, в котором отрезают заготовку, выравнивают торцы, при этом осуществляют параллельный перенос на всех позициях, далее на одном торце выдавливают тонкостенный цилиндр, на другом формируют усеченный конус, калибруют форму заготовки, формуют наружный шестигранник и углубления под пробивку отверстия и в конце пробивают отверстие под нарезку резьбы (см. патент США №2393850, кл. 10-76).
Недостатком известного способа является сложная конструкция инструмента на второй и третьей позициях, возможность появления трещин при выдавливании токостенного цилиндра на второй позиции, некачественное заполнение граней шестигранника за один переход, невозможность получения фланца.
Наиболее близким к предлагаемому решению является способ изготовления гаек с фланцем, где отрезают круглую заготовку, выравнивают торцы, на следующей позиции формуют конус на одном торце, далее заготовку переносят с поворотом на 180° и на торце с конусом выполняют предварительную полость, а на другом торце наметку, на следующие позиции заготовку переносят параллельно, затем со стороны торца с наметкой формуют предварительно шестигранник и на другом торце цилиндрический участок, имеющий диаметр окружности, равный диаметру описанной окружности шестигранника, при этом углубляют внутренние полости на обеих торцах, на следующей позиции осаживают цилиндрическую часть, которая удлиняется наружу в диаметральном направлении, образуя фланец, а на другом торце окончательно оформляют шестигранник, при этом продолжают углублять внутренние полости и на последней позиции, поддерживая в матрице размеры шестигранника, окончательно формуют фланец и пробивают отверстие под резьбу (см. патент Японии №56-059557, дата публикации 1981-05-23, кл. В 21 К 1/70, В 21 J 5/00).
Недостатком указанного способа является некачественное оформление граней шестигранника, получаемого осадкой, невозможность получения тонкостенного цилиндра под нейлоновое кольцо, так как диаметр заготовки больше наружного диаметра цилиндра.
В основу изобретения поставлена задача разработать способ изготовления заготовок самоконтрящихся гаек с нейлоновым кольцом и фланцем с качественным заполнением шестигранника и фланца и удовлетворительной стойкостью инструмента.
Поставленная задача решается тем, что в способе изготовления заготовок самоконтрящихся гаек с нейлоновым кольцом и фланцем, включающем отрезку исходной заготовки с круглым поперечным сечением, выравнивание ее торцев, выдавливание шестигранника, предварительное и окончательное формирование фланца и пробивку отверстия под нарезку резьбы, согласно изобретению при изготовлении заготовок самоконтрящихся гаек с тонкостенным цилиндром под нейлоновое кольцом заготовку отрезают с исходным диаметром Do, величину которого определяют из следующего выражения Do=0,94-0,96 D, где D - наружный диаметр тонкостенного цилиндра гайки, на второй позиции осуществляют выдавливание в плавающей матрице тонкостенного цилиндра на одном торце заготовки и осадку заготовки на противоположном торце до диаметра описанной окружности шестигранника, на третьей позиции производят предварительное формирование фланца и выдавливание шестигранника, на следующей позиции окончательно формуют фланец и фаски на шестиграннике, при этом поддерживают размеры ранее полученного тонкостенного цилиндра, а пробивку отверстия под нарезку резьбы осуществляют в плавающей матрице на последней позиции.
Изобретение поясняется чертежом, где представлен процесс холодной объемной штамповки заготовок самоконтрящихся гаек с нейлоновым кольцом и фланцем.
Холодная объемная штамповка заготовки самоконтрящейся гайки с нейлоновым кольцом и фланцем по указанному способу происходит следующим образом.
Из бунтового или пруткового металла отрезают заготовку с исходным диаметром Do=0,94-0,96 D, где D - наружный диаметр тонкостенного цилиндра.
На первой позиции выравнивают торцы с небольшими коническими углублениями и формуют радиусный переход от торца к цилиндру, далее заготовку переносят с поворотом на 180° и выдавливают тонкостенный цилиндр в плавающей матрице на одном торце и осуществляют осадку заготовки до диаметра описанной окружности шестигранника, далее и в последующих позициях осуществляют параллельный перенос. На третьей позиции производят предварительное формирование фланца и выдавливают шестигранник. На следующей позиции окончательно формуют фланец и фаски на шестиграннике, при этом поддерживают размеры ранее полученного тонкостенного цилиндра. На последней позиции пробивают отверстие в плавающей матрице.
Предлагаемый способ позволяет получить качественные детали и увеличивает стойкость штамповой оснастки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГАЙКИ | 2012 |
|
RU2510303C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2001 |
|
RU2209703C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ФЛАНЦЕВЫХ ГАЕК С ПОЛЫМ ЦИЛИНДРИЧЕСКИМ ПОДГОЛОВКОМ | 1996 |
|
RU2101123C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2002 |
|
RU2229953C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С ФЛАНЦЕМ | 2000 |
|
RU2194593C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2010 |
|
RU2449853C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С ФЛАНЦЕМ | 2000 |
|
RU2185916C2 |
| Способ изготовления прорезных гаек | 1988 |
|
SU1637931A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЙКИ С ВЫСТУПОМ | 2002 |
|
RU2233726C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С НАРУЖНЫМ КОЛЬЦЕВЫМ ЭЛЕМЕНТОМ | 1997 |
|
RU2122917C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении самоконтрящихся гаек с фланцем. Производят отрезку исходной заготовки с круглым поперечным сечением, выравнивание ее торцев, выдавливание шестигранника, предварительное и окончательное формирование фланца и пробивку отверстия под нарезку резьбы. Величину диаметра исходной заготовки определяют из приведенного соотношения. На второй позиции осуществляют выдавливание в плавающей матрице тонкостенного цилиндра на одном торце заготовки и ее осадку на противоположном торце до диаметра описанной окружности шестигранника. На третьей позиции производят предварительное формирование фланца и выдавливание шестигранника. На следующей позиции окончательно формуют фланец и фаски на шестиграннике. При этом поддерживают размеры ранее полученного тонкостенного цилиндра. Пробивку отверстия под нарезку резьбы осуществляют в плавающей матрице на последней позиции. В результате обеспечивается качественное заполнение шестигранника и фланца и повышение стойкости штамповой оснастки. 1 ил.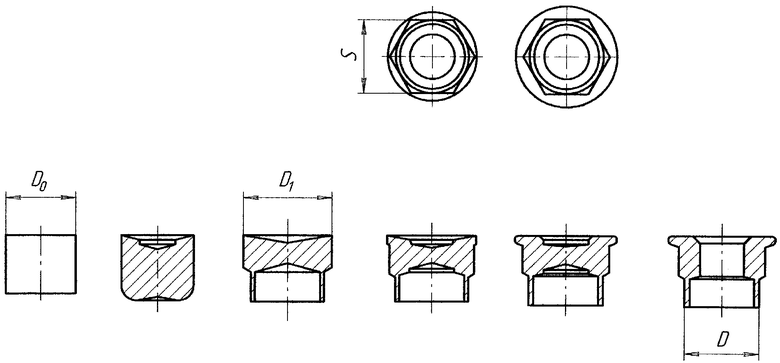
Способ изготовления заготовок самоконтрящихся гаек с нейлоновым кольцом и фланцем, включающий отрезку исходной заготовки с круглым поперечным сечением, выравнивание ее торцов, выдавливание шестигранника, предварительное и окончательное формирование фланца и пробивку отверстия под нарезку резьбы, отличающийся тем, что при изготовлении заготовок самоконтрящихся гаек с тонкостенным цилиндром под нейлоновое кольцо заготовку отрезают с исходным диаметром Do, величину которого определяют из следующего выражения: Do=0,94-0,96D, где D - наружный диаметр тонкостенного цилиндра гайки, на второй позиции осуществляют выдавливание в плавающей матрице тонкостенного цилиндра на одном торце заготовки и осадку заготовки на противоположном торце до диаметра описанной окружности шестигранника, на третьей позиции производят предварительное формирование фланца и выдавливание шестигранника, на следующей позиции окончательно формуют фланец и фаски на шестиграннике, при этом поддерживают размеры ранее полученного тонкостенного цилиндра, а пробивку отверстия под нарезку резьбы осуществляют в плавающей матрице на последней позиции.
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ФЛАНЦЕВЫХ ГАЕК С ПОЛЫМ ЦИЛИНДРИЧЕСКИМ ПОДГОЛОВКОМ | 1996 |
|
RU2101123C1 |
| RU 93041950 А, 27.05.1996 | |||
| Способ изготовления шестигранных самоконтрящихся гаек | 1983 |
|
SU1215822A1 |
| СПОСОБ НАНЕСЕНИЯ ПЛЕНОК НА ОСНОВЕ ОКСИДА КРЕМНИЯ | 1988 |
|
RU2030483C1 |

