Изобретение относится к обработке металлов давлением, а именно к способам изготовления самоконтрящихся гаек.
Цель изобретения - повьшение качества резьбы и экономия материала.
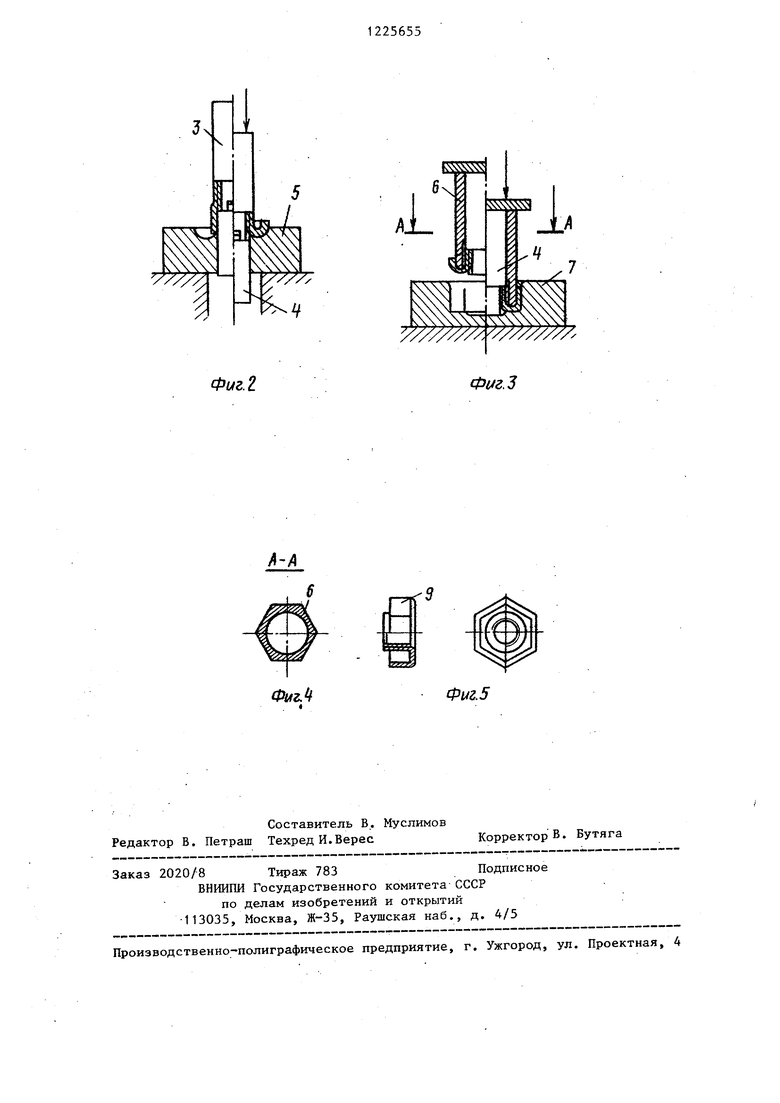
На фиг, 1 изображена схема обжатия трубчатой заготовки для получения резьбовой части; на фиг. 2 - схема выворота наружу; на фиг, 3 - схема формовки наружной стенки до получения шестигранника; на фиг, 4 - разрез А-А на фиг, 3; на фиг, 5 - готовая гайка.
Способ может быть реализован в устройстве, содержащем матрицу 1 для обжима, толкатель 2, направляющую 3, оправку 4, матрицу 5 для выворота, пуансон 6 для формовки наружной стенки, матрицу 7 для формовки наружной стенки. Кроме того, обозначены трубчатая заготрвка 8 и готовая гайка 9.
Способ осуществляют следующим образом.
Трубчатую заготовку 8 совместно с направляющей 3 и оправкой 4 устанавливают в полость матрицы 1 и осуществляют нагрев с помощью нагревательного прибора, например ТЭН (не показан) , Через толкатель 2 от гидравлического пресса (не показан) производят обжим заготовки 8 для получения внутренней резьбы. После получения резьбовой чАсти заготовку 8 совместно с направляющей 3 и оправкой 4 помещают в матрицу 5 и с помощью гидравлического пресса производят выворот наружу непродеформированной части заготовки. После этого направляющая 3 отсоединяется и производится формовка вывернутой части заготовки 8 в матрице 7 с помощью пуансона 6 усилием гидравлического пресса дпя получения шестигранника под ключ. Готовую
гайку 9 скручивают с оправки 4, после чего цикл повторяется.
Пример, Получают полую двух- стенную гайку из трубчатой заготовки,
сталь 20, 08x1,0 мм высотой 11 мм, Изготавливают оправку для получения резьбы Мб с мелким шагом. Заготовку помещсшт вместе с оправкой и направляющей в матрицу, нагревают с помощью
ТЭН до 500±tO C и деформируют с помощью гидравлического пресса с целью получения резьбы. Резьбовая часть составляет половину длины заготовки. Затем производят выворот наружу непродеформированной части заготовки с
последующей формовкой пуансоном в матрице для получения шестигранника. При изготовлении гайки используют графитовую смазку. Получают полую
двухстенную гайку Мб с мелким шагом, размером под ключ мм, высотой резьбовой части мм и высотой под ключ 4 мм. Исследования показывают хорошее заполнение резьбы по всей
высоте гайки, а также хорошие прочностные качества полученной гайки.
Предлагаемый способ изготовления полых двухстенных самоконтрящихся
гаек обеспечит повышение качества резьбы за счет замены нарезки резьбы метчиками на более качествеиный способ получения резьбы пластическим деформированием (штамповкой), так как в зтом случае снижается количество микронеровностей, улучшаются макро- и микроструктура за счет получения волокнистой структуры. При зтом гайки с резьбой, полученной деформнрованием, имеют усталостную прочность на порядок больше, чем гайки с нарезанной резьбой. Кроме того, способ позволяет сэкономить достаточно большое количество материала.
.L
N
i
-L
ikJ
(
s
Фиг. 2
y////////y /7 //////
ФигЗ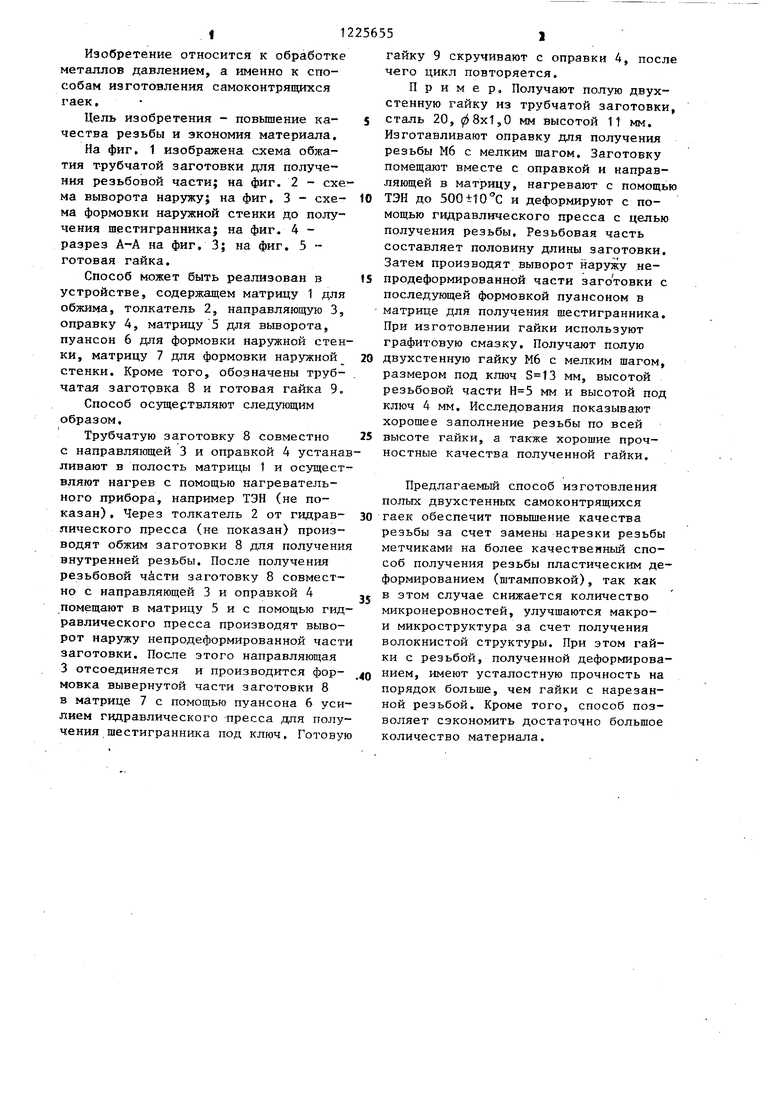
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления самоконтрящихся гаек | 1985 |
|
SU1303233A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОКОНТРЯЩИХСЯ ГАЕК | 1969 |
|
SU251520A1 |
| Штамп для раздачи трубчатых заготовок | 1985 |
|
SU1304962A1 |
| Способ изготовления многослойных полых изделий | 1977 |
|
SU671901A1 |
| Способ штамповки кольцевых деталей | 1980 |
|
SU897352A1 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333067C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ФИГУРНЫМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2271893C2 |
| Способ изготовления гаек | 1981 |
|
SU1039634A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Способ штамповки гаек | 1986 |
|
SU1423248A1 |
.
Составитель В. Муслимов Редактор В. Петраш Техред И.ВересКорректор В. Бутяга
Заказ 2020/8 Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Ф1Ч.5
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОКОНТРЯЩИХСЯ ГАЕК | 0 |
|
SU251520A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
