Изобретение относится к машиностроению и может быть использовано при изготовлении металлических труб как минимум с внутренним полимерным покрытием, преимущественно к изготовлению металлополимерных труб (МПТ).
Известна экструзионная головка, содержащая корпус, матрицу, установленную внутри корпуса за выполненным в корпусе каналом для экструзии полимера с образованием кольцевого зазора между корпусом и матрицей для экструзии в кольцевой зазор клея, дорн, установленный вдоль продольной оси матрицы с образованием кольцевой формующей щели между дорном и матрицей для экструзии в кольцевую формующую щель полимера, центрирующее устройство, связанное с дорном (Патент Российской Федерации №2140359, В 29 С 47/02, опубл. 05.12.97).
В этом техническом решении центрирующее устройство выполнено в виде двух сферических опор, одна из которых в поперечном сечении имеет вид крестовины с ребрами.
Ограничением устройства является неудобство центровки дорна относительно матрицы, поскольку центрирующее устройство является нерегулируемым; крестовина с ребрами расположена в кольцевой формующей щели по ходу перемещения полимера, что приводит к разнотолщинности полимерного внутреннего слоя МПТ; низкая точность позиционирования дорна, т.к. обтекаемая сферическая опора, выполненная в виде крестовины, всегда имеет технологический зазор.
Наиболее близким техническим решением является экструзионная головка с центрирующим устройством, содержащая корпус, матрицу, установленную внутри корпуса за выполненным в корпусе каналом для экструзии полимера с образованием кольцевого зазора между корпусом и матрицей для экструзии в кольцевой зазор клея, дорн, установленный вдоль продольной оси матрицы с образованием кольцевой формующей щели между дорном и матрицей для экструзии в кольцевую формующую щель полимера, центрирующее кольцо, связанное с корпусом, поводок, установленный в центрирующем кольце с возможностью его поперечного смещения, фиксации в центрирующем кольце и в котором выполнена U-образная щель для подачи в нее металлической листовой заготовки, причем дорн выполнен со сферической опорой, установленной по ходу полимера перед каналом для экструзии полимера, а хвостовик дорна установлен в поводке (Патент Российской Федерации №2197383, В 29 С 47/02, опубл. 27.01.2000).
В этом техническом решении сферическая опора выполнена в виде уплотняющей шайбы. Центрирующее кольцо жестко соединено с корпусом. Кроме сферической использована и другая обтекаемая опора, установленная в кольцевой формующей щели по ходу перемещения полимера, которая центрирует дорн относительно внутренней поверхности матрицы. Ее наружные поверхности являются элементами сферы для обеспечения возможности разворота дорна относительно этой точки. Хвостовик дорна подпружинен тарельчатой пружиной с наружной стороны поводка.
Преимуществом этого технического решения является использование центрирующего кольца с поводком, что обеспечивает возможность центрирования дорна относительно продольной оси матрицы.
Ограничениями устройства являются:
- т.к. обтекаемая опора расположена в кольцевой формующей щели по ходу перемещения полимера, то нарушается целостность экструзионного потока, что приводит к разнотолщинности полимерного внутреннего слоя МПТ;
- не достигается надежность центрирования и фиксации дорна в процессе эксплуатации в требуемом положении из-за наличия технологических зазоров между дорном и поводком, а также подпружинивания хвостовика дорна, а из-за нежесткой связи дорна с поводком существенно ухудшается центровка и фиксация дорна в кольцевой формующей щели;
- при перемещении дорна в процессе регулирования его центровки нужно преодолевать силы трения, возникающие в сферической опоре и подпружиненом хвостовике дорна, что затрудняет процесс регулирования, а в процессе эксплуатации проводит к деформации дорна.
Решаемая изобретением задача - повышение технико-эксплуатационных характеристик.
Технический результат, который может быть получен при осуществлении изобретения, - обеспечение постоянства экструзионного потока полимера, обуславливающего одинаковую толщину полимерного покрытия; упрощение процесса и точности центровки, в том числе в процессе непрерывной подачи металлической ленты; обеспечения стабильного положения дорна после его центрирования за счет обеспечения невозможности его смещения в процессе эксплуатации экструзионной головки.
Для решения поставленной задачи с достижением указанного технического результата в известной экструзионной головке с центрирующим устройством, содержащей корпус, матрицу, установленную внутри корпуса за выполненным в корпусе каналом для экструзии полимера с образованием кольцевого зазора между корпусом и матрицей для экструзии в кольцевой зазор клея, дорн, установленный вдоль продольной оси матрицы с образованием кольцевой формующей щели между дорном и матрицей для экструзии в кольцевую формующую щель полимера, центрирующее кольцо, связанное с корпусом, поводок, установленный в центрирующем кольце с возможностью его поперечного смещения, фиксации и в котором выполнена U-образная щель для подачи в нее металлической листовой заготовки, причем дорн выполнен со сферической опорой, установленной по ходу полимера перед каналом для экструзии полимера, а хвостовик дорна установлен в поводке, согласно изобретению хвостовик дорна снабжен дополнительной сферической опорой, установленной в конической расточке поводка со стороны его наружной поверхности, при этом дополнительная сферическая опора выполнена с возможностью ее перемещения и фиксации вдоль продольной оси хвостовика дорна.
Возможны дополнительные варианты выполнения устройства, в которых целесообразно, чтобы:
- сферическая опора дорна была размещена во внутренней конической расточке корпуса;
- центрирующее кольцо было выполнено в виде стакана, на наружной поверхности дна которого выполнен конический выступ, с выполненным в нем отверстием для размещения дорна и соосный продольной оси дорна;
- конический выступ был размещен в конической расточке корпуса, выполненной со стороны его наружной поверхности;
- корпус был снабжен втулкой, установленной в корпусе перед каналом для экструзии полимера и выступающей за торец корпуса, конический выступ стакана размещен в конической расточке выступа втулки, а сферическая опора дорна размещена во внутренней конической расточке, выполненной во втулке.
За счет исключения положения второй опоры в кольцевой формующей щели, куда подается полимерный материал, переноса второй опоры непосредственно в область проведения всех регулировок - в область поводка, а также выполнения этой дополнительной опоры сферической и соосной первой сферической опоре (нерегулируемой) удалось решить поставленную задачу с достижением технического результата.
Указанные преимущества, а также особенности настоящего изобретения поясняются лучшими вариантами его выполнения со ссылками на прилагаемые фигуры.
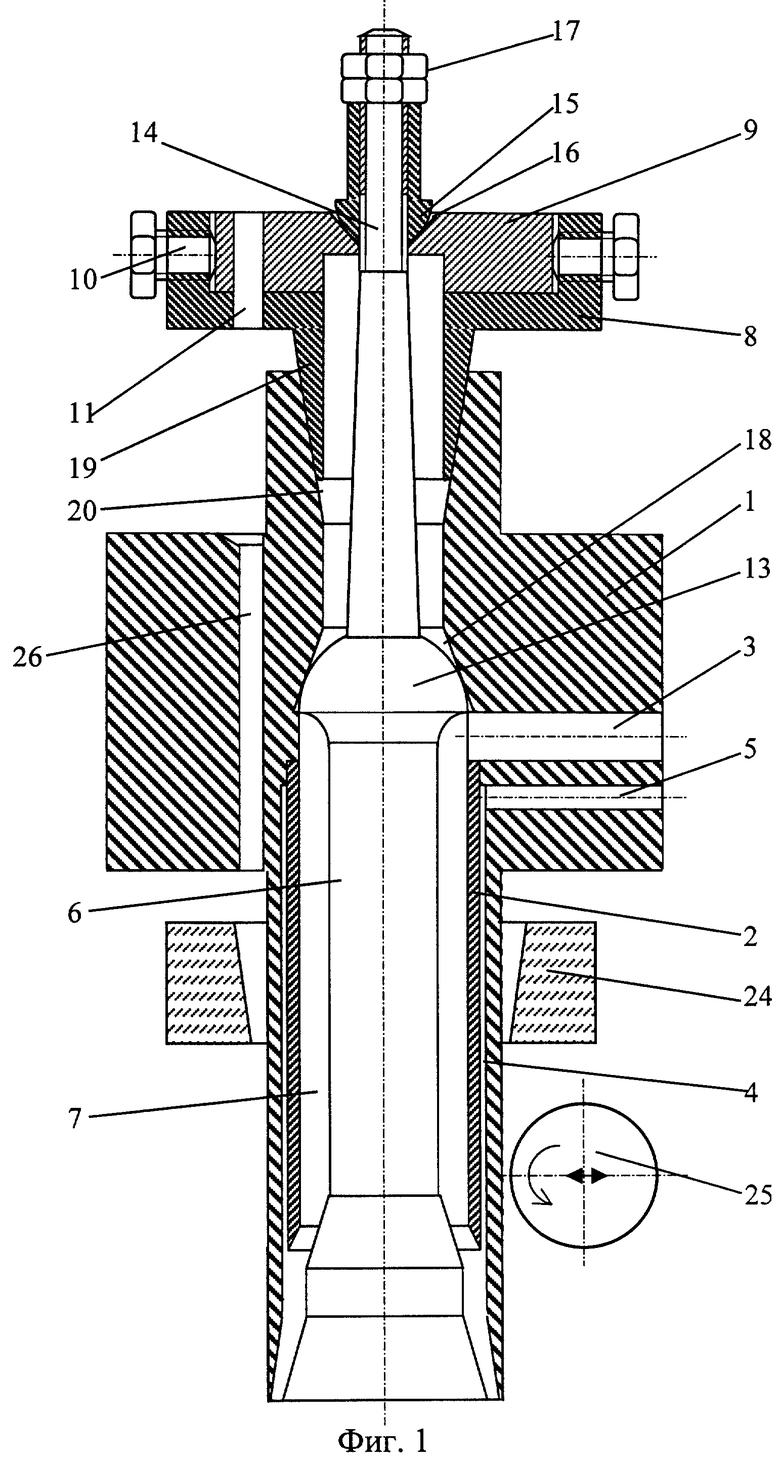
Фиг.1 изображает продольный разрез экструзионной головки с центрирующим устройством;
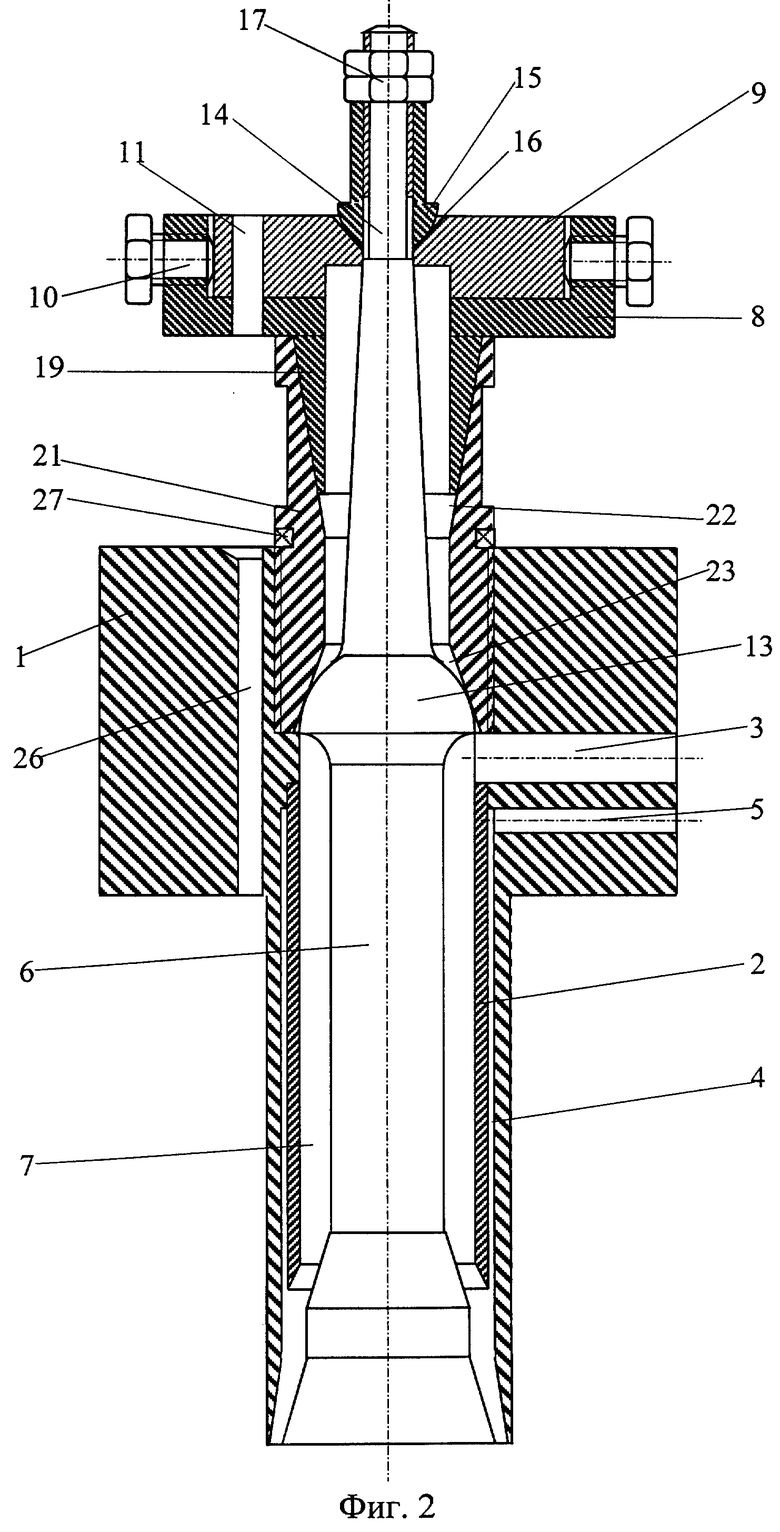
фиг.2 - то же, что фиг.1, другой вариант;
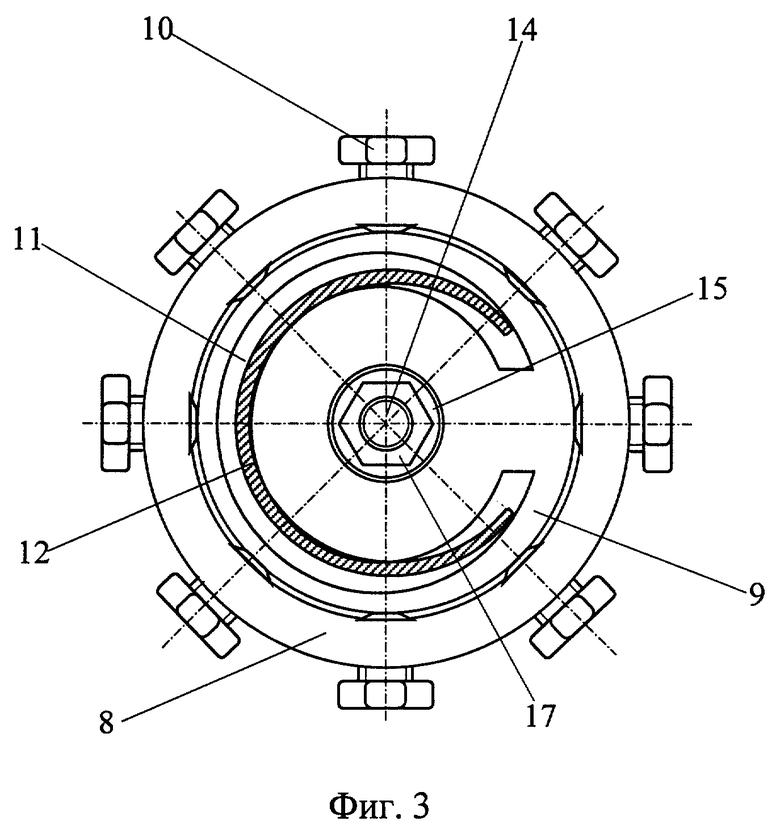
фиг.3 - вид на центрирующее кольцо с поводком.
Экструзионная головка с центрирующим устройством (фиг.1) содержит корпус 1 и матрицу 2. Матрица 2 установлена внутри корпуса 1 за выполненным в корпусе 1 каналом 3 для экструзии полимера с образованием кольцевого зазора 4 между корпусом 1 и матрицей 2 для экструзии в кольцевой зазор 4 клея из канала 5 для экструзии клея. Дорн 6 установлен вдоль продольной оси матрицы 2 с образованием кольцевой формующей щели 7 между дорном 6 и матрицей 2 для экструзии в кольцевую формующую щель 7 полимера. Центрирующее кольцо 8 связано с корпусом 1 (в том числе, оно может быть и жестко соединено с ним так же, как в ближайшем аналоге). Поводок 9 установлен в центрирующем кольце 8 с возможностью поперечного смещения поводка 9 и фиксации его в центрирующем кольце 8, например, с помощью винтов 10. В поводке 9 выполнена U-образная щель 11 для подачи в нее металлической листовой заготовки 12 (фиг.3). Дорн 6 имеет сферическую опору 13, размещенную перед каналом 3 (фиг.1). Хвостовик 14 дорна 6 установлен в поводке 9. Хвостовик 14 дорна 6 снабжен дополнительной сферической опорой 15, установленной в конической расточке 16 поводка 9 со стороны его наружной поверхности.
Дополнительная сферическая опора 15 выполнена с возможностью ее перемещения и фиксации вдоль продольной оси хвостовика 14 дорна 6 (фиг.1). Например, на хвостовике 14 может быть выполнена резьба, а внутри дополнительной сферической опоры 16 также выполняется ответная резьба. Дополнительная сферическая опора 16 навинчивается на хвостовик 14 и фиксируется гайками 17.
Если корпус 1 выполнен со стороны торца, обращенного к центрирующему кольцу 8 сплошным, то сферическая опора 13 дорна 6 размещена во внутренней конической расточке 18 корпуса 1 (фиг.1).
Центрирующее кольцо 8 может быть выполнено в виде стакана, на наружной поверхности дна которого выполнен конический выступ 19, с выполненным в нем отверстием для размещения дорна 6 и соосный его продольной оси (фиг.1).
Если корпус 1 выполнен со стороны торца, обращенного к центрирующему кольцу 8 сплошным, то конический выступ 19 размещен в конической расточке 20 корпуса 1, выполненной со стороны его наружной поверхности.
Для удобства монтажа и устранения всех нетехнологических зазоров, как продольных, так и поперечных, корпус 1 может быть снабжен втулкой 21 (фиг.2). Втулка 21 установлена, например, посредством резьбового соединения в корпусе 1 перед каналом 3 для экструзии полимера и выполнена выступающей за торец корпуса 1, обращенный к центрирующему кольцу 8. Конический выступ 19 стакана центрирующего кольца 8 размещен в конической расточке 22 выступа втулки 21. Сферическая опора 13 дорна 6 размещена во внутренней конической расточке 23, выполненной во втулке 21.
На фиг.1 также схематично показана фильера 24 для формирования трубчатой заготовки из U-образной заготовки, сварочный ролик 25 для ультразвуковой сварки кромок трубчатой заготовки 12 с нахлестом, а также проточка 26 корпуса 1 для прохождения вдоль экструзионной головки трубчатой заготовки 12. На фиг.2 показана также уплотнительная шайба 27.
Работает экструзионная головка с центрирующим устройством (фиг.1-3) следующим образом.
Полимер по каналу 3 и клей по каналу 5 соответственно поступают в кольцевую формующую щель 7 и в кольцевой зазор 4. Заготовка 12 непрерывно поступает в U-образную щель 11 поводка 9 и перемещается вдоль экструзионной головки по проточке 26 корпуса 1. При выходе из фильеры 24 формируется труба, кромки которой наложены друг на друга. Эти кромки свариваются сварочным роликом 25 ультразвуковой установки. На внутреннюю поверхность трубы по кольцевому зазору 4 нагнетается клей, а через кольцевую формующую щель 7 - полимер. Для того чтобы внутреннюю полимерную оболочку приклеить к трубе, через осевое отверстие в дорне (не показано) нагнетается воздух, а далее труба с полимерным покрытием поступает на охлаждение. Поскольку в кольцевой формующей щели 7 в заявленном техническом решении отсутствует опора, стенка которой должна соприкасаться со стенкой матрицы 2, то полимер проходит через кольцевую формующую щель 7 сплошным экструзионным потоком, за счет чего достигается однородность и равнотолщинность внутренней полимерной оболочки.
Центрирование дорна 6 осуществляют следующим образом. Через выходное отверстие экструзионной головки вставляют дорн 6 и вставляют его сферическую опору 13 во внутреннюю коническую расточку 18. Далее вставляют конический выступ 19 центрирующего кольца 8 в коническую расточку 20 корпуса 1 и монтируют поводок 9, затягивая одну из гаек 17 и притягивая дополнительную шаровую опору 15 с некоторым натягом (небольшим) к конической расточке 16 поводка 9. Поскольку дорн 6, конический выступ 19 центрирующего кольца 8 и дополнительная шаровая опора 15 расположены соосно, достигается предварительное центрирование дорна 6. Затем, используя винты 10 (закручивая некоторые из них в требуемых положениях и ослабляя другие), осуществляют точную центровку дорна 6. Включают линию и проверяют равнотолщинность внутренней полимерной оболочки. Если она удовлетворяет техническим условиям, то окончательно контрят винты и затягивают вторую гайку 17. Если, несмотря на предварительную центровку, полимерная оболочка вдоль поверхности трубы имеет разнотолщинность, что может быть связано со многими технологическими факторами (с погрешностями изготовления отдельных деталей, неравномерности скорости подачи полимера вдоль поперечного сечения по кольцевой формующей щели 7 и т.п.), то легко определяется, какие винты 10 требуют дополнительной затяжки, а какие - ослабления. Осуществляют соответствующую регулировку, окончательно фиксируют поводок 9 винтами 10 и затягивают контргайку 17.
В устройстве на фиг.1 отсутствуют какие-либо уплотнительные прокладки. Функцию уплотнения выполняют непосредственно шаровая опора 13 и конический выступ 19.
Аналогично осуществляют центрирование дорна 6 устройства на фиг.2, снабженного втулкой 21. Ликвидацию осевых технологических зазоров в шаровых опорах, коническом выступе 19 и осуществляют соответствующей затяжкой гаек 17. Плотное притягивание уплотнительной шайбы 27 производят в процессе установки втулки 21.
Специалистам понятно, что внешняя форма дорна 6 в предложенном техническом решении определяется только требованиями к качеству изготавливаемых изделий. Так, она может быть выполнена круглой, содержать винтовые канавки, иметь плавное изменение наружного диаметра, продольные канавки, поперечные канавки и т.п. Отсутствие опоры в кольцевой формующей щели 7 исключает незапланированное нарушение сплошности экструзионного потока полимера. Как видно из фиг.1-2, заявленное техническое решение характеризуется жесткой установкой дорна 6 внутри матрицы 2 (отсутствуют упругие связи между элементами, а также какие-либо изгибающие нагрузки, воздействующие на дорн 6), при этом в процессе регулирования не надо поворачивать дорн 6 вокруг опоры, расположенной в кольцевой формообразующей щели 7. Как показали испытания, заявленная экструзионная головка с центрирующим устройством не требует переналадок в течение неограниченного периода времени, характеризующегося только естественным износом деталей.
Наиболее успешно заявленная экструзионная головка с центрирующим устройством промышленно применима при производстве металлополимерных труб (МПТ).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ГОЛОВКА И УСТРОЙСТВО ДЛЯ СМЕЩЕНИЯ И ФИКСАЦИИ ДОРНА | 2000 |
|
RU2197383C2 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU863391A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU880779A2 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1981 |
|
SU1043017A2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБ | 1997 |
|
RU2140359C1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU897550A2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШЛАНГОВ И ПЛОСКОСВОРАЧИВАЕМЫХ РУКАВОВ С АРМИРУЮЩИМ КАРКАСОМ ИЗ СИНТЕТИЧЕСКИХ НИТЕЙ | 1994 |
|
RU2081749C1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1977 |
|
SU745703A1 |
| Способ изготовления рукавной полимерной пленки и экструзионная головка для его осуществления | 1979 |
|
SU859178A1 |
| Устройство для наложения двухслойных оболочек на кабели | 1989 |
|
SU1723588A1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении металлических труб как минимум с внутренним полимерным покрытием, преимущественно к изготовлению металлополимерных труб. Экструзионная головка содержит корпус, матрицу, установленную в нем за каналом для экструзии полимера с образованием кольцевого зазора между корпусом и матрицей для экструзии в кольцевой зазор клея. Вдоль продольной оси матрицы установлен дорн с образованием кольцевой формующей щели между дорном и матрицей для экструзии в нее полимера. С корпусом связано центрирующее кольцо, в котором установлен поводок с возможностью его поперечного смещения и фиксации. В поводке выполнена U-образная щель для подачи в нее металлической листовой заготовки. Дорн выполнен со сферической опорой, установленной по ходу полимера перед каналом для его экструзии. Хвостовик дорна установлен в поводке и снабжен дополнительной сферической опорой, установленной в конической расточке поводка со стороны его наружной поверхности. Дополнительная сферическая опора выполнена с возможностью ее перемещения и фиксации вдоль продольной оси хвостовика дорна. Изобретение позволяет обеспечить одинаковую толщину полимерного покрытия, упростить процесс и повысить точность центровки. 4 з. п. ф-лы, 3 ил.
| ЭКСТРУЗИОННАЯ ГОЛОВКА И УСТРОЙСТВО ДЛЯ СМЕЩЕНИЯ И ФИКСАЦИИ ДОРНА | 2000 |
|
RU2197383C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБ | 1997 |
|
RU2140359C1 |
| DE 3505837 A1, 21.08.1986 | |||
| ШТАММ RHODOCOCCUS ERYTHROPOLIS ДЛЯ РАЗЛОЖЕНИЯ НЕФТИ И НЕФТЕПРОДУКТОВ | 2004 |
|
RU2257410C1 |
| US 6024557 А, 15.02.2000 | |||
| Барокамера для исследования влияния ударной декомпрессси на организм животных и человека | 1972 |
|
SU467017A1 |

