Изобретение относится к способам бработки металлов давлением, в частости к выдавливаний полостей штам- ов и пресс-форм.
Целью изобретения является повыение точности получаемых изделий и нижение усилия деформирования,
На фиг.1 представлены начальная промежуточная стадии процесса выавливания; на фиг,2 - конечная стаия.
Способ осуществляется следующим бразом.
В заготовку 1, на наружной поверхности которой выполнен уклой под угом, равным углу уклона d матрицы 2, на длине, равной глубине полости, а на остальной части выполнен уклон под углом (, вставляют до упора в дно полости центральный пуансон 3, на который надевают кольцевой пуансон 4. Заготовку 1 вдавливают пуансоном 3 в коническое отверстие матрицы 2 до предварительного образования дна полости.
Вдавливание заготовки 1 в коническое отверстие матрицы 2 осущест - вляется пуансонами в дно полости до образования боковой поверхности. После этого при остановленном кольцевом пуансоне 4 осуществляют вдавливание пуансона 3 в тело заготовки. При этом окончательно образуется отпечаток рельефа дна полости. Так как на первой стадии процесса вдавливание заготовки в коническое отверстие матрицы о существляется центральным пуансоном и обжатие ее происходит не по всей длине заготовки, а лишь на длине, равной глубине полости, а также благодаря тому, что на последней стадии процесса выдавливания, после окончательного образования боковой поверхности, вдавливание заготовки в коническое отверстие матрицы осуществляется также только центральным пуансоном, происходит четкое отпечатывание дна полости, т.е. полное заполнение металлом рельефа пуансона при значительном снижении усилий, нeoбxoди fыx для осуществления процесса.
Пример. Изготовляли вставки составной матрицы для безоблойной высадки болта Ml 2. При этом в коническую матрицу, выполненную с углом уклона 5 , вставляют заготовку, на наружной поверхности которой на длине 7 мм также выполнен уклон а на остальной длине - уклон 12 Экспериментально было установлено, что хорошее качество геометрии поверхности донной части полости изделия получается при меньших значениях
(2ot), а
при меньших значениях угла /8(9,10, 1 ) наблюдалось нарушение заданной геометрии донной части полости
изделия.
Центральный пуансон вставляют в заготовку до упора в дно полости, диаметр которой выполнен равным диаметру описанной окружности шестигранной поверхности пуансона. На центральный пуансон надевают кольцевой пуансон так, чтобы верхний торец центрального пуансона выступал над кольцевым пуансоном на величину Oj8 - 1,0 мм. После этого осуществляют процесс выдавливания до достижения величины усилия Р 25 тс. Затем кольцевой пуансон останавливают, прикладывая усилие только к центральному пуансону. Процесс заканчивается при величине усилия, равной 35 тс.
Формула изобретения
Способ холодного выдавливания полых конических изделий, заключающийся в размещении в коническом отверстии матрицы заготовки в форме усеченного конуса с цилиндрической осевой полостью со стороны большего основания и углом наклона образующей боковой поверхности к оси заготовки, равным углу наклона образующей боковой поверхности отверстия матрицы, и последующем вьщавливании изделия приложением усилия посредством центрального пуансона со стороны полости и прилегающих к ней частей большего основания заготовки посредством кольцевого пуансона, отличающийся тем, что, с целью повышения точности получаемых изделий и снижения усилия деформирования, заготовку выполняют со ступенчатой боковой поверхностью, коническую часть- с углом наклона образующей боковой поверхности заготовки к ее оси, равным углу накпона образующей боковой поверхности, отверстие матрицы выполняют со стороны полости заготовки на длине, равной глубине полости изделия, а остальную часть боковой
3130324 4
поверхности заготовки выполняют с два раза, при на заключительной углом наклона образующей, превышающим стадии процесса деформирование осу- угол наклона образующей предыдущего ществляют при остановленном кольце- участка заготовки не менее, чем в . вом пуансоне.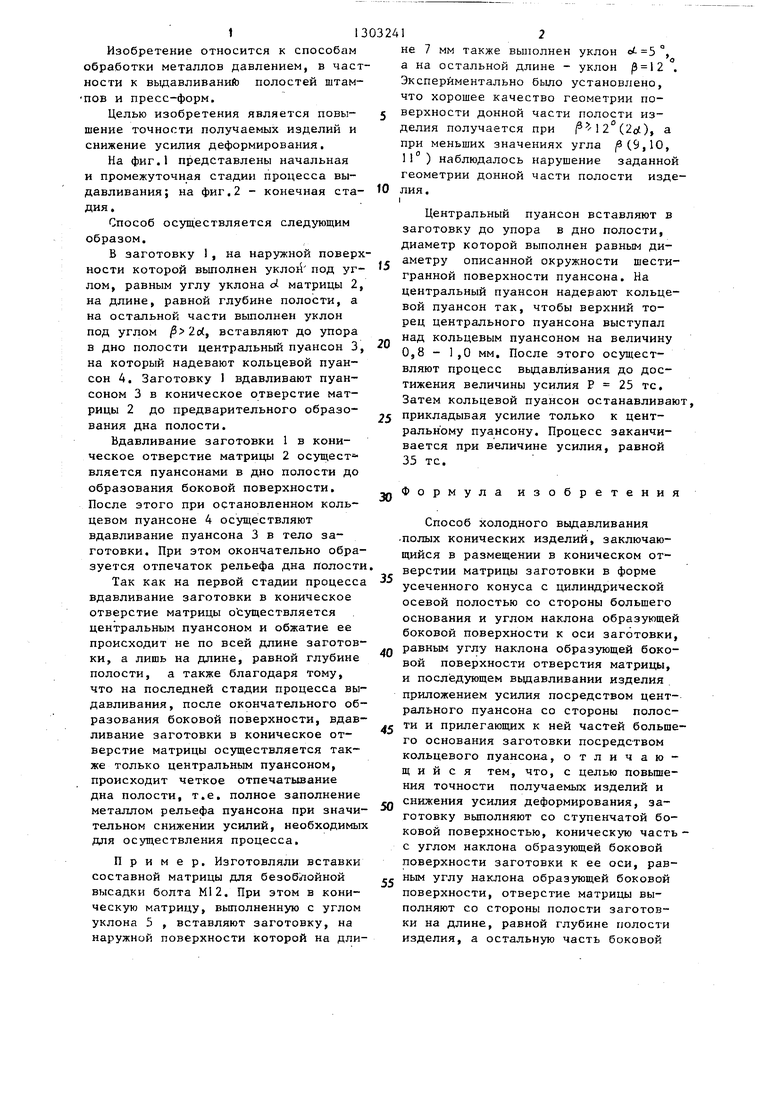
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Способ изготовления изделий со сложной полостью | 1990 |
|
SU1773239A3 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| Способ восстановления наружной поверхности полых изделий | 1983 |
|
SU1176536A1 |
| Способ выдавливания полости в заготовке | 1983 |
|
SU1148689A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| Способ изготовления деталей типа инструмента с формообразующей полостью и штамп для его осуществления | 1985 |
|
SU1416257A1 |
| Способ сборки металлических заготовок пластическим деформированием | 2015 |
|
RU2623515C1 |
| Пуансон для обратного выдавливания изделий типа стаканов | 1980 |
|
SU897381A1 |
| Узел штампа для выдавливания | 1985 |
|
SU1348050A1 |

Изобретение относится к способам получения инструмента с полостью холодным вьщавливанием. Способ позволяет повысить точность получаемых изделий и снизить усилие деформирования за счет того, что полую заготовку выполняют со ступенчатой конической боковой поверхностью. На участке боковой поверхности заготовки длиной, равной глубине полости изделия, угол конуса выполняют равным углу конуса отверстия матрицы, а на остальной части боковой поверхности угол конуса заготовки превышает упомянутый угол конуса матрицы не менее, чем в два раза. Боковой профиль изделия получают прямым выдавливанием, а полость - обратным, 2 ил. (Л оо о со ю 4
.
Редактор К.Волощук
Составитель В.Бещеков Техред Н.Глущенко
Заказ 1245/10 Тираж 583Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4,
Корректор С.Шекмар
| Хыбемяги А.И | |||
| Холодное выдавливание рельефных полостей технологической оснастки | |||
| М,, 1981, с | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
