11
Изобретение относится к термической резке .металлов и может быть использовано при исследовании процессо в жидкой фазе полости реза.
Целью изобретения является повьше ние точности исследования.
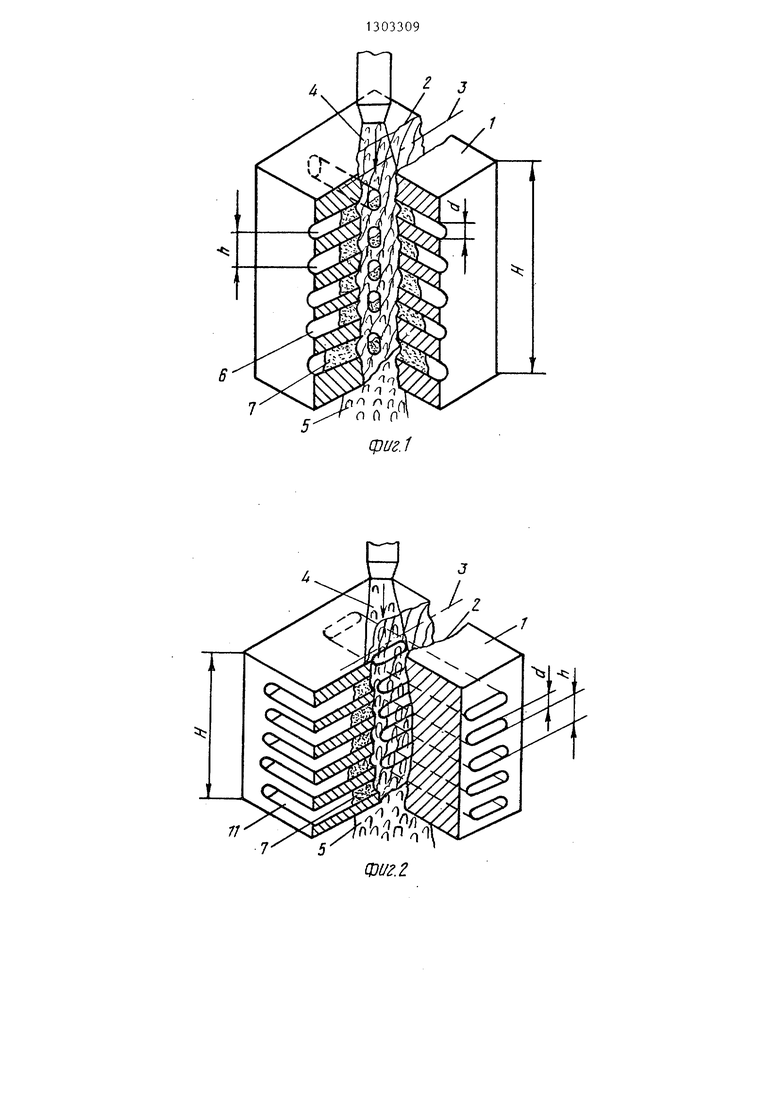
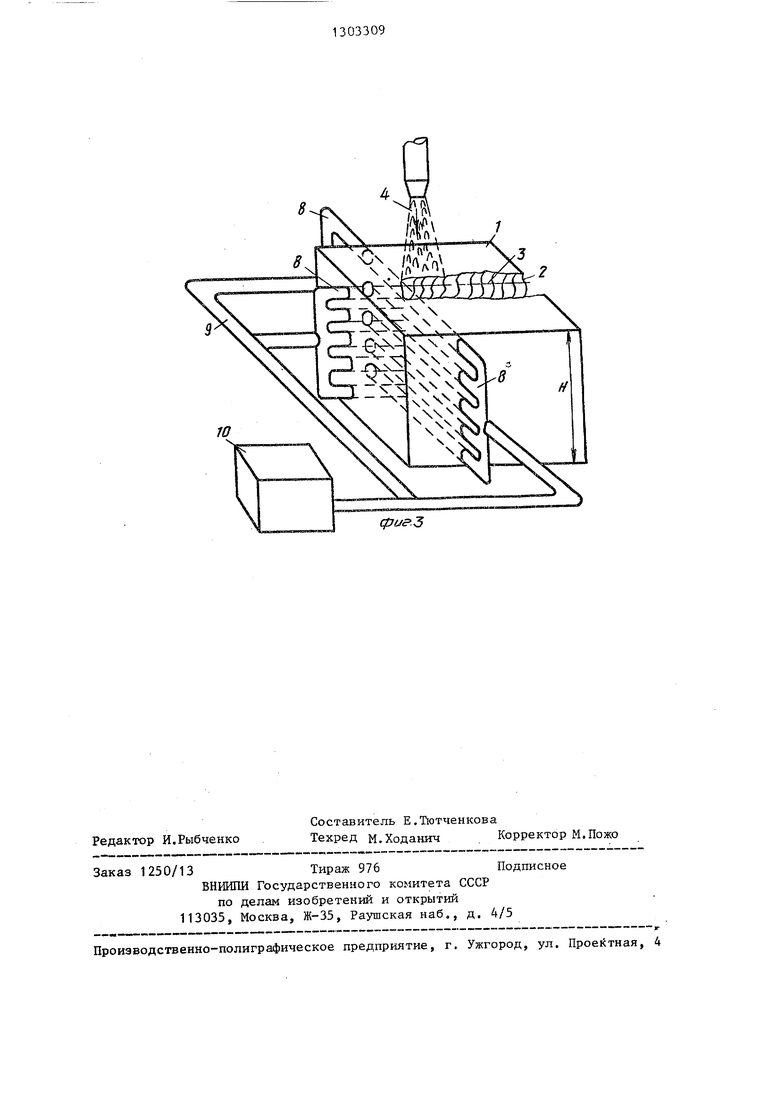
На фиг,1 показана схема осуществления способа при выполнении цилиндрических отверстий; на фиг.2 - то же овальных отверстий; на фиг.З - схема осуществления способа с вакуум-камерой ,
На чертеже показаны исследуемый образец 1, место 2 врезания, линия 3 реза, кислородная струя 4, шлаковая дорожка 5, отверстия 6, шлак 7, коллектор 8, трубка 9, вакуумная камера 10, овальные отверстия 11.
Способ осуществляют следующим образом.
На металлическом образце 1 с противоположной стороны от места 2 врезания по фронту и флангам высверли- вшот несколько рядов отверстий 6 диаметром d, выбранным ИЗ: соотношения d ё 1/4 ширины реза и с шагом h межд ними, при этом количество отверстий должно быть не менее 3. В этом случае отверстия не оказьгоают заметного влияния на процесс резки (струя не изменяет направления движения и не завихряется) и полученных данных будет достаточно для установления характера изменения состава шлака, его вязкости и силового давления струи режущего кислорода по глубине реза. Затем образец 1 устанавливают на столе и начинают резать от точки 2 врезания до тех пор, пока линия 3 реза не достигнет отверстий 6 или 11. В момент, когда режущая струя 4 пересекает отверстия 6 или 11, последние под давлением шлаковой дорожки 5 и режуш.ей струи 4 заполняются шлаком. Причем по высоте столба щлака в отверстии судят о величине нормального давления на стенки фронта и флангов полости реза в определенной точке, вязкости щлака, а химический состав
5
0
5
шлака указывает на характер процессов, происходящих в этой точке.
Для облегчения затекания шлака 7 в отверстия 6 или 11 последние через коллектор 8 и трубки 9 соединяют с вакуум-камерой 10.
Пример. В исследуемом образце толщиной В 600 мм, шириной 150 мм и длиной 500 мм перед началом резки с противоположной стороны от места 2 врезания по фронту и флангам высвер- ливали 3 ряда отверстий 6 с диаметром d 5 мм и шагом h 50 мм.Произвели врезание в точке 2, а резку прекратили после пересечения струей режущего кислорода отверстий 6, после чего из них извлекли застывший щлак, выбив его пробойником« Полученные пробы щлака были подвергнуты анализу по определению состава:шлака.
При необходимости увеличения массы отбираемого шлака без заметного воздействия на режущую струю отверстия могут быть выпо:шены овальными.
Формула изобретения
30
1.Способ исследования процесса термической резки металлов, при Котором производят резку образца, отбор
проб металла и шлака и анализ, отличающийся тем, чТо, с це-- лью повышения точности исследований, перед резкой в образце с противопо35 ложной стороны от места врезания по фронту и флaнгa i предполагаемого реза перпендикулярно оси режущей струи выполняют несколько рядов отверстий, оси пересечения которых параллельны оси режущей струи, при этом диаметр отверстий выбирают не более 1/4 ширины реза, а резку ведут до пересечения режущей струи с упомянутыми отверстиями с последующим отбором из них проб
5 металла и щлака.
2.Способ по п.1, о т л и ч а ю - щ и и с я тем, что отверстия выпол- някьт цилиндрическими.
3.Способ по п.1, отличающий с я тем, что отверстия выполняют овапьньми.
40
50
/ J
.1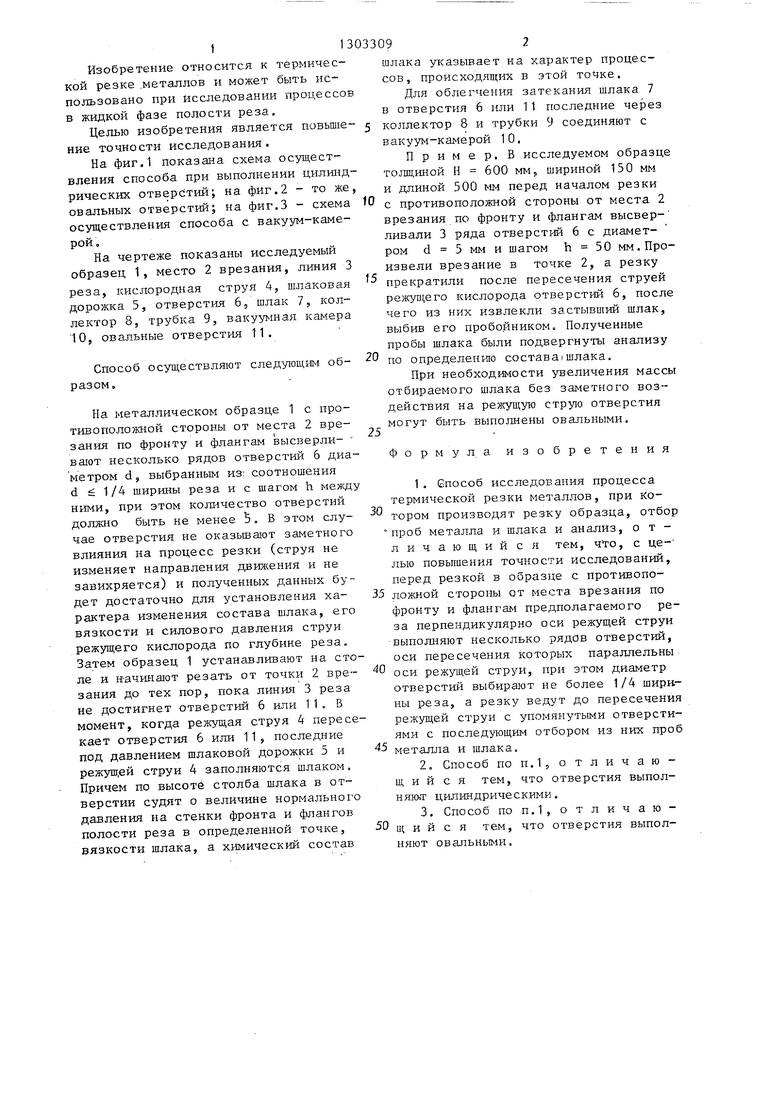
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической резки металлических заготовок газовыми струями | 1982 |
|
SU1301303A3 |
| Способ исследования процесса термической резки металлов | 1988 |
|
SU1509206A1 |
| Способ кислородной резки стальных заготовок | 1990 |
|
SU1830319A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ КИСЛОРОДНО-КОПЬЕВОЙ РЕЗКИ МЕТАЛЛОВ | 2006 |
|
RU2330748C2 |
| Способ кислородной резки металлов | 1978 |
|
SU795792A1 |
| Способ термической резки стальных заготовок кислородом высокого давления и резак для его осуществления | 1982 |
|
SU1050825A1 |
| Способ резки труб | 1985 |
|
SU1323280A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1999 |
|
RU2158661C2 |
| Способ исследования процесса термической резки металлов | 1988 |
|
SU1590249A1 |
| Способ резки и обработки бетона и железобетона газовой струей | 1960 |
|
SU140003A1 |
Изобретение относится к термической резке металлов, преимзтдествен- но кислородной резке металлов больших толщин, может быть использовано при исследовании процессов в жидкой фа- . зе полости реза. Цель изобретения - повьш1ение точности исследования. Для этого осуществляют резку образца, отбор проб металла и шлака с последующим проведением их анализа. Перед- резкой в исследуемом образце с противоположной стороны от места врезания по фронту и флангам предполагаемого реза перпендикулярно оси режущей струи высверливают отверстия диаметром не более 1/4 ширины реза. В этом случае отверстия не оказьшают заметного влияния на процесс резки (струя не изменяет направления движения и не завих- ряется). Полученных данных достаточно для установления характера изменения состава шлака, его вязкости и силового давления струи режущего кислорода по глубине реза. Резку ведут до пересечения режущей струи с упомя- .нутыми отверстиями. 2 з.п. ф-лы,3 ил. (Л О5 О со СО
71
Фиг.г
ГЧ
f4 Д.
фие-З
Редактор И.Рыбченко
Составитель Е.Тютченкова
Техред М.ХоданичКорректор М.Пожо
Заказ 1250/13Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
1-1г ™, |- .И..в..вИ«™- №-ж- -- -«-в. «--- ™ ™ . OWB, j
производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Гузов С.Г | |||
| Материальньш баланс кислородно-разделительной резки.- Труды ВНИИАвтоген, вып | |||
| V | |||
| М., 1959, с | |||
| Ударно-долбежная врубовая машина | 1921 |
|
SU115A1 |
| Антонов И.А | |||
| и др | |||
| Влияние скорости кислородной резки на составляющие материального баланса.- Труда ВНИИАвтоген, вып | |||
| XXI | |||
| М., 1976, с | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
