W
Изобретение относится к газопламенной обработке металлов и может быть использовано при машинной термической резке труб, преимущественно толстостенных.
Цель изобретения - повьпнение качества поверхно.сти реза.
На фиг.1 показан процесс резки в начальной стадии, резак перемещают эквидистантно наружной поверхности трубы; на фиг.2 - процесс резки трубы при ее вращении относительно своей оси и неподвижном резаке, где обозначено: 1 - труба, 2 - резак.
Способ осуществляется следующим образом.
Первая операция заключается в установке трубы на вращающем устройстве (не показано), в качестве которого может быть использован вращатель с зубчатым венцом или цепным приводом.
Вторая операция - подвод резака 2 к месту реза трубы и установка его в таком положении, чтобы подогревающее пламя и режущий кислород про-ходили по касательной относительно трубы.
Третья операция - нагрев поверхности с врезанием и последующим зкви- дистатнтным перемещением резака от- 30 носительно неподвижной трубы на длину, проекция которой на ось, перпе.н- дикулярную продольной оси резака, равна сумме толщины стенки трубы и внутреннего диаметра,i35
Четвертая операция завершает прЬ- цесс резки путем вращения трубы относительно своей оси при неподвижном резаке.
5
20
25
тем простой регулировки скорости резки, которая выполняется регулировкой
Такая последовательность операций 40 трубы с последующим поворотом трубы позволяет повысить качество реза пу- на 180 относительно ее продольной,
оси, отличающийся тем, что, с целью повьщгения качества по- скорости только одного движения: вра- верхности реза и уменьшения припуска щения трубы или перемещения резака. 45 на механообработку, резак перемещают При этом можно избежать дефектов ре- на длину, проекция которой на ось, за: непрорезания - при очень высокой скорости резки, выхватов (местного значительного расширения реза) - при недостаточно высокой скорости резки. 50
Пример. Резке подвергались
перпендикулярную продольной оси резака, равна сумме толщины стенки трубы и ее внутреннего диаметра, после чего при неподвижном резаке производят поворот трубы до полного ее разделения.
прибьши заготовок роликовых букс,
которые представляют собой отливку из углеродистой стааи. В плоскости реза прибыль имеет трубчатое сечение с внешним диаметром 280 мм и внутренним 170 мм.
Буксу устанавливали в поворотном устройстве. К плоскости реза подводили газокислородный резак, сориентированный по касательной относительно прибыли. Затем производили -нагрев и врезание струи режущего кислорода в тело прибыли, при этом давление режущего кислорода равно 0,55-0,6 МПа, подогревающего кислорода - 0,5 МПа, а природного газа 0,05-0,07 1Ша,
После врезания резаку сообщали, эквидистантное перемещение относительно неподвижной прибьши (эта операция занимает 1,5-2 мин). Когда величина проекции эквидистантного перемещения на ось, перпендику лярную продольной оси резака, достигла величины, равной сумме толщины стенки и внутреннего диаметра трубы, - перемещение резака прекращали и сообщали вращение трубе. При этом процесс резки завершался полной отрезкой прибьши.
Поверхность реза характеризовалась отсутствием перемычек и выхва- тов, а ширина реза 3-3,5 мм.
Формула изобретения
Способ резки труб, преимущественно толстостенных, включающий перемещение резака при неподвижной трубе эквидистантно наружной поверхности
оси, отличающийся тем, что, с целью повьщгения качества по- верхности реза и уменьшения припуска на механообработку, резак перемещают на длину, проекция которой на ось,
перпендикулярную продольной оси резака, равна сумме толщины стенки трубы и ее внутреннего диаметра, после чего при неподвижном резаке производят поворот трубы до полного ее разделения.
фиг. 2.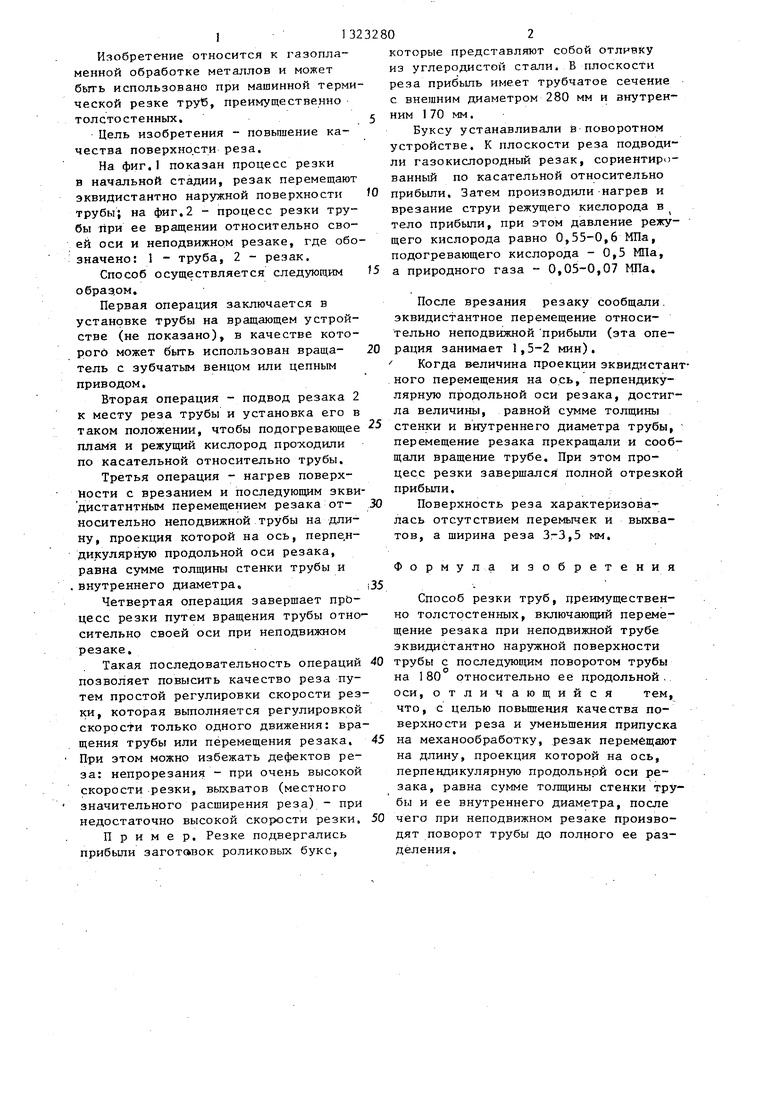
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ газокислородной резки труб | 1991 |
|
SU1771900A1 |
| СПОСОБ РЕЗКИ ТРУБ | 1972 |
|
SU349511A1 |
| Способ термической кислородной резки трубных заготовок | 1989 |
|
SU1779498A1 |
| Устройство для резки труб | 1982 |
|
SU1088896A1 |
| Способ газокислородной резки цилиндрических заготовок | 1981 |
|
SU1101334A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ БОЛЬШОГО ДИАМЕТРА С ВНУТРЕННЕЙ ЦЕНТРОВКОЙ | 2011 |
|
RU2481926C2 |
| Устройство для газовой резки качающимся резаком | 1979 |
|
SU860963A1 |
| Способ производства горячекатаных труб | 1988 |
|
SU1688954A1 |
| Способ управления скоростью перемещения резака газорезательной машины относительно заготовки | 1988 |
|
SU1569131A1 |
| Устройство для резки профильного проката | 1980 |
|
SU946836A1 |
Изобретение относится к области термической резки, а именно к кислородной резке металлов, и может быть использовано для машинной резки труб, преимущественно толстостенных. Цель изобретения - повьшение каче ства поверхности реза и уменьшение припусков на механообработку. В процессе резки перемещение резака 2 произво- дят на длину, проекция которой на ось, перпендикулярную продольной оси резака 2, равна сумме толщины стенки трубы 1 и ее внутреннего диа:метра. Поворот трубы I производят после доведения реза до диаметрально противоположной точки внутренней поверхности трубы I при неподвижном резаке 2. Использование способа позволяет уменьшить ширину реза, что ведет к уменьшению припусков и обеспечению стабильности процесса. 2 ил. о (Л сриг.1
| СПОСОБ РЕЗКИ ТРУБ | 0 |
|
SU349511A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
